Порошковая покраска в Балашихе
Примеры наших работ













































| Порошковая покраска | от 199 рублей / м2 | Оформить заказ | |||||||||||||||||||||||||||||||||||||||||||||||
|  500 – 1000 п/м – 3% 1000 – 1500 п/м – 5% 1500 – 2000 п/м – 7% свыше 2000 п/м – 10% Порошковая покраска в Балашихе — услуга, предоставляемая компанией «Дилайн Колор». Мы выполняем покраску листового металла, профилей, профлиста, труб, дверей, отливов и откосов, радиаторов, метизов и фурнитуры, других изделий и конструкций. Нанесение порошкового покрытия выполняется по передовой немецкой технологии Henkel. Вы получаете идеально ровную окрашенную поверхность в любых цветах по каталогу RAL, в металлике, лаке и т.д. Возможны монохром или несколько цветов. Красим продукцию всех известных производителей профилей, длина изделий под покраску — до 7 метров. Даем расширенную гарантию на свои услуги – от 3 лет! Порошковая окраска в Балашихе – наши преимуществаОбеспечим образцовый результат работ и предоставим весь сопутствующий сервис. Ключевые преимущества «Дилайн Колор» – не только отличное качество, но и максимальное удобство для клиентов. Мы: 
Благодаря этим и другим бонусам и сервису мы имеем постоянных клиентов не только в Москве и Подмосковье, но и в других городах (Тула и т. д.). Заказать услугу порошковая окраска металлов в Балашихе можно по тел.: +7 (495) 780-42-81, + 7 (915) 483-82-62 или заполнив форму заказа в разделе «Контакты». Заявки принимаются во все дни недели (Пн – Пт 08.00 – 20.00, Сб – Вс 10.00 — 18.00). Порошковая окраска и как не надо делатьСразу скажу – порошковая окраска это круто в промышленном производстве. Мало отходов, контроль каждого шага, и всегда можно поручить роботам. Роботы это ведь круто, да? 🙂
Для начала деталь попадает на подготовку – ее моют. Далее нужно убрать старый слой краски – красить по старому не лучшая идея. Но всегда есть места, которые надо защитить – для этих целей их маскируют специальной клейкой лентой (но есть и другие способы). Когда все готово, с помощью раствора кислот и растворителей (смывка краски) размягчают старый слой краски и механически удаляют его – скребком, абразивоструйной обработкой или просто щетками. Часто обходятся и без химического удаления краски – например популярная пескоструйная обработка может без проблем содрать старый слой.
После этого деталь обязательно моется – нужно погасить химию и удалить остатки абразива и масла (если использовался пескоструй). Обычно этот этап совмещен с пассивированием металла – создание оксидной пленки с целью помешать коррозии и зачастую увеличить адгезию.
Дальше наступает магия! Сам порошок не прилипает к детали, но на помощь приходит статическое электричество. Порошок заряжается (обычно положительно) либо на сопле распылителя, либо просто от трения частиц друг-об-друга. Сама деталь имеет противоположный заряд (обычно заземлена) и краска липнет к ней. Чем больше тока на пистолете, тем быстрее набирается толщина слоя порошка. Этим методом сначала наносят тонкое защитное покрытие именуемое грунтовкой (например цинк), которое не дает активно окислятся металлическим деталям на воздухе. После этого – уже сама краска. [картинки нагляднее и лучше не нашел]
Теперь деталь идет в печь – в ней деталь нагревается, порошок плавится и находясь в жидкой форме смачивает деталь. В зависимости от полимера получаем твердую пленку – для ректопластов (как пример это полиуретан) от тепла начинается процесс полимеризации, а термопласты (всеми знакомый ABS, полипропилен) переходят в твердую форму при охлажении. Крайне важно смотреть сколько и при какой температуре находится деталь – можно передержать деталь и она “потечет” или поставить слишком высокую температуру – краска начнет просто гореть. И это не все ошибки – температурный режим это важно.
Теперь остается достать детали, снять с них всю маскировку и сделать контроль качества – проверить толщину материала и его качество – наличие “апельсиновой корки” (шагрень), подтеков, непрокрасов и прочих не очень хороших штук. А к чему я все это пишу и почему тэг “мое”? Вот все вышеперечисленное тупо забывают в компании Nayada. Посмотрим как делать не надо: Отдавать детали без снятия маскировки не оче красиво.
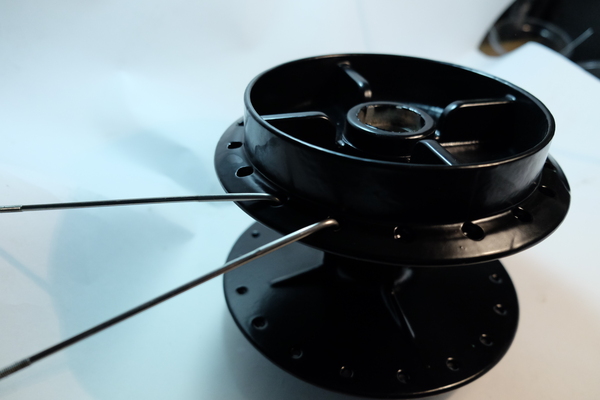
Задняя ступица не собирается. Почему? Краски столько, что она мешает правильному положению спиц. И так обе их попытки.
Видите эту апельсиновую корку? Я тоже думал, что это дефект краски, но нет – гладкую деталь настолько передержали на абразивной обработке, что получили это.
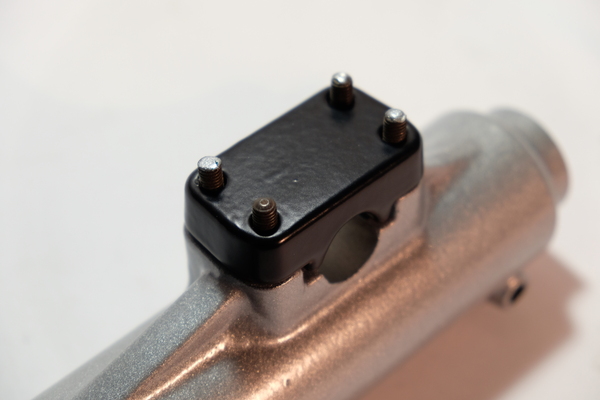
Маскировать делать перед абразивоструйной? Пфф! Сделаем так, а за маскировкой на приемке клиент и не заметит. Для незнакомых с устройством этого узла – на поврежденную часть насаживается с усилием подшипник.
В данном месте все проще – быстро наклеили маскировочную пленку и не контролировали ее положение, вот ее воздухом и отодрало.
Схожая участь случилась с номером на раме – его отогнуло потоком воздуха. Хорошо что не закрасили хоть целиком. [фото не очень, но в макро тяжело, сорри]
Ну и классика – деталь другого цвета. Да, я им про нее специально писал каким цветом ее красить. И такая фигня уже два раза, но хоть не одна и та же деталь.
Песок во всех полостях сфотографировать сложно в условиях гаража, так что простите – снова придется верить на слово. Это только наиболее жесткие косяки. И да, сроки они вообще не соблюдают. Компания уже попыталась устранить это – в первый раз все было плохо, а во второй еще хуже. Теперь они предлагают с 9 до 18 в будние дни приехать к ним в офис (ага, будто я безработный силач и спокойно через полгорода дотащу 20+ кг железа) для проведения их внутренней экспертизы и написания претензии которую “рассмотрим в течении 90 дней, но может и за два дня удовлетворим”. Выходит, что обещанного хотя бы на вторую попытку контроля качества у них вообще нет. Я недоволен, готов с ними воевать после сборки бедного мотоцикла (хочется кататься, да и работаю я на этом мотоцикле, а шкурка и колхозные методы часто творит чудеса). Не советую с этими рукожопами связываться, если дороги нервы, силы, деньги и время. Порошковая покраска
Порошковая покраска, что это такое, где применяется порошковая покраска, технология порошковой покраски
Новейшие технологии порошковой покраски значительно потеснили жидкий метод окрашивания металлических покрытий. Изделия, прошедшие такую покраску, обладают дополнительными защитными и декоративными свойствами. Характеристики порошковой покраски позволяют применять ее в разных отраслях промышленности и сферах народного хозяйства, а усовершенствованное оборудование сделало доступным использование порошковых красок и в быту. СодержаниеЧто такое порошковая покраскаМетод распыления порошковой краски на поверхность изделия был разработан в 50-х годах ХХ века. В России он активно начал применятся с 80-х годов.
Суть покраски заключается в следующем: в процессе напыления мельчайшие частицы сухой краски заряжаются электрически (электризация при трении или от внешнего источника). Окрашиваемое изделие имеет противоположный заряд, и частицы краски оседают на его поверхности. Монолитное качественное покрытие формируется при дальнейшем нагреве изделия в специальной камере полимеризации. Порошок плавится, смачивает поверхность изделия и образует прочную пленку. Достоинства и недостатки порошковой покраскиСравнительная характеристика порошковой и жидкой покраскиРассматривая два метода окрашивания, прежде всего, хочется отметить экологичность и экономичность порошковой покраски. Ведь при окраске не применяются токсичные, огнеопасные растворители, а сухая краска расходуется очень экономно (частицы, не осевшие на изделии, могут использоваться при следующем окрашивании). Основные преимущества «порошкового» метода перед жидкой покраской:
Возможные недостатки применения порошковой покраскиМожно отметить некоторые недостатки порошкового окрашивания:
Технологический процесс порошковой покраски и его составляющиеЭтапы технологического процессаПроцесс окрашивания изделий порошковым методом можно разбить на три основных этапа:
Рассмотрим каждый из этапов более подробно. Первая стадия заключается в очищении поверхности от грязи, окислов, и ее обезжиривании (удаление смазочного материала). Если площадь изделия не большая, то чистка проводится вручную – тряпочкой, смоченной в специальном моющем средстве или уайт-спирите. Для обработки большого количества изделий существуют камеры, в которых поверхность очищается мелкой стальной дробью или песком. Изделия, которые будут эксплуатироваться на улице, и подвергаться воздействию окружающей среды проходят фосфотирование (стальные и чугунные поверхности) или подвергаются хроматированию (алюминиевые поверхности). Эти процедуры способствуют лучшему укреплению порошковой покраски на поверхности, и увеличивают защитные свойства металла. На второй стадии краска напыляется на поверхность изделия в специальной камере или с помощью ручного пульверизационного пистолета.
При окрашивании в покрасочной камере «цветной порошок» засыпают в бункер, и с помощью компрессора начинают подачу сжатого воздуха – происходит электризация частиц краски. Насос подает воздушно-порошковую краску в напылитель. При использовании ручного пистолета цветная пудра получает электростатический заряд, и попадает в виде аэрозоля на металлическую поверхность. Окрашиваемое изделие должно быть заземлено, что позволит заряженным частицам краски прочно удерживаться на поверхности. Не осевшая краска улавливается системой фильтров, установленной в покрасочных камерах, и может повторно использоваться. Третья стадия – оплавление и формирование поверхности (полимеризация). Для плавления частиц краски и закрепления их на поверхности, изделие подвергается воздействию высоких температур (до 250 градусов) в термопечи. Температурный режим и время полимеризации зависят от вида порошковой краски.
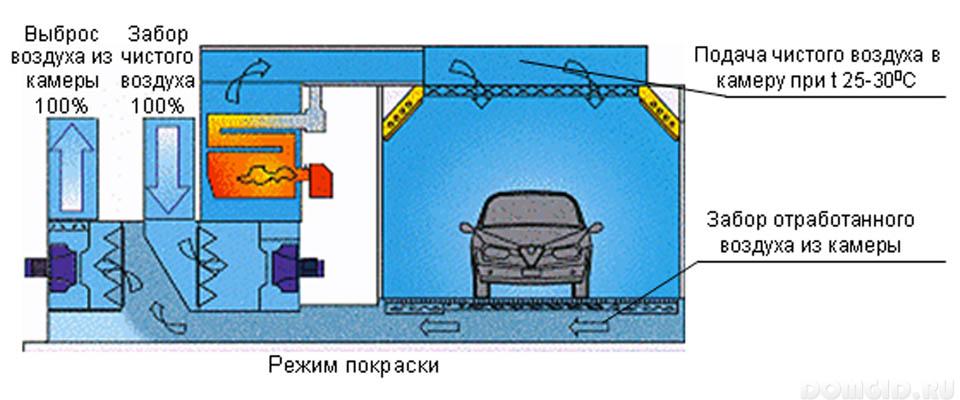
Необходимое оборудование и требования к помещениюДля выполнения всех этапов технологического процесса необходимо специальное оборудование для порошковой покраски. Окрасочная камера – ограничивает распространение не осевших частиц краски и препятствует проникновению пыли с производственного цеха. Зачастую, камеры оснащены системой фильтрации (рукоператор), которая очищает воздух и улавливает до 98% неизрасходованной краски. Кроме того камеры могут содержать эжектор обратной подачи, контролер и вытяжной вентилятор.
Краскопульт (распылитель) может изначально входить в окрасочную камеру или приобретается отдельно. С его помощью заряжаются частицы краски, и распыляются на поверхность в виде аэрозоля. К напылителям относятся и ручные пистолеты, которые используются как в производстве, так и в быту.
Если в камере напыления не предусмотрена подача сжатого воздуха, то потребуется компрессор, для подачи воздуха под давлением. Сушильная камера – печь, в которой происходит оплавление, полимеризация краски. Духовые шкафы промышленного назначения бываю газовые и электрические. Большинство печей оснащены пультом управления, позволяющим устанавливать различные температурные режимы и время автоматического отключения.
Для облегчения «покрасочного» процесса дополнительно можно использовать транспортные системы перемещения изделий, промышленный пылесос (для чистки фильтров и при переходе с одного цвета на другой). Крупные производственные предприятия используют автоматизированные линии порошковой покраски готовых изделий. Обустроить небольшой покрасочный цех можно на территории 100-150 кв. метров. Этого будет достаточно для расположения камеры напыления, печи для полимеризации, двух складов (для изделий под покраску и готовой продукции) и участка для предварительной обработке поверхности. Окрасочная камера должна находиться на расстоянии не менее 5 метров от возможных источников возгорания. Виды порошковых красок
В зависимости от того, где будет использоваться окрашиваемое изделие, применяют различные виды красок. В целом, сухие краски можно разделить на две группы.
Порошковая покраска своими рукамиОрганизация технологического процессаСтоимость окрашивания металлических изделий довольно высокая, поэтому организация порошковой покраски своими руками поможет сэкономить финансовые средства, а качество выполнения останется на достойном уровне. Процесс порошковой покраски в домашних условиях идентичен рассмотренным этапам в мастерской, отличие может заключаться лишь в используемом оборудовании. Для начала, необходимо оборудовать камеру для порошковой покраски. Важно определиться с габаритами окрашиваемых материалов. Для единоразовых покрасок мелких предметов подойдет «гаражный» вариант, а для выполнения покраски предметов крупного размера (корпус автомобиля) надо обустраивать полнофункциональную камеру.
Помещения для напыления краски не должно содержать пыль, поэтому надо провести тщательную уборку, оборудуя камеру в гараже и запастись мощным пылесосом с насадкой типа «циклон». Для равномерного напыления надо приобрести качественный пистолет для порошковой покраски, который сможет обеспечить должное давление (около 5-ти атмосфер).
Изготовить пульверизационный пистолет можно самостоятельно из бытового фена. Печь для полимеризации можно купить готовую – ассортимент их на рынке очень велик. Если есть желание сэкономить, и время поэкспериментировать – приступайте к изготовлению духового шкафа.
После подготовки места и установки оборудования можно начинать покраску. Основные меры безопасности
При окрашивании изделий необходимо придерживаться основных правил, обеспечивающих безопасность работы:
Область применения порошковой покраскиПорошковое окрашивание обеспечивает равномерное, надежное покрытие без потеков и дает возможность широчайшего выбора цветов, уровня блеска и фактуры.
Прочные позиции заняла «сухая» покраска в производстве бытовых приборов (кухонных плит, стиральных и моечных машин, водонагревателей, холодильников, кондиционеров и т.д.). Новая технология применяется при покраске кузовов и других элементов автомобилей (бамперов, дисков для колес, зеркал).
Производители велосипедов и комплектующих к ним, практически полностью перешли на порошковую покраску своей продукции.
В строительной отрасли покраска «цветным» порошком используется для покрытия стальных дверей, ворот, оконных рам и прочих металлоконструкциях.
Порошковый метод отлично зарекомендовал себя в окрашивании разных деталей промышленного, складского, торгового оборудования, а также в нефтяных скважинах и трубопроводах, где окрашенная поверхность поддается воздействию высокого давления и перепадам температур. Порошковые краски: виды и свойстваСовсем недавно жидкие краски занимали лидирующие позиции по продажам, независимо расфасованы они в емкость или это аэрозоль. На сегодняшний день лидером стала порошковая краска. Она не разбавляется потому, что в составе нет растворителя. Поверхность металла покрывается сухой состав, после этого под воздействием определенной температуры оплавляется. Предмет, окрашенный по этой методике, получает дополнительные защитные и декоративные свойства.
Описание материалаВсе поверхности и детали, которые могут быть термически обработаны покрываются красителем порошковым. Это альтернатива ЛКМ. Сухие краски характеризуются:
Состав КМВ составе твердой дисперсной композиции:
Классификация порошкового красителяПорошковые краски по типу пленкообразования объединяются в две группы: Покрытие, сформированное сплавлением частиц и охлаждением расплавов, без химических превращений, основанное термопластичными пленкообразователями – это результат порошковых красок первой группы. Сюда приписываются красители, в основе которых поливинилбутирал, полиэтилен, поливинилхлорид, полиамид. В составе КМ этой группы составляющие базового материала. Образуется пленка термопластичная и растворимая. Красители на основе поливинилбутираля предназначены для внутреннего использования. Они образуют защитно-декоративное, электроизоляционное, бензостойкое, абразивостойкое покрытие, которое справляется с воздействием воды и солей. Краски, которые наносятся внутри помещения или на улице, стойкие в среде моющих средств, к воздействию внешних явлений – это поливинилхлоридные составы.
Красящий материал на основе полиэтилена, полипропилена функционирует как защита с антикоррозийными и электроизоляционными качествами. Наносится на трубы, на баки аккумуляторные, на изделия из проволоки, мебель из металла, участки поверхности стиральных и посудомоечных машин, на тару из стекла. Порошковое покрытие металлических изделий и стеклотары обладает недостатками: способность к растрескиванию; низкая переносимость воздействия атмосферных явлений. Покрытие сформированное путем сплавления частиц и следующих за этим химических реакций – это результат термореактивных красителей второй группы. Покрывающий слой не плавится и не растворяется. К составам с последующей химической реакцией относятся 4 вида.
Более эффективно противостоит УФ-лучам солнца эпоксидно-полиэфирная краска, которая переносит высокие показатели температуры. Изделия и поверхности на улице защищаются полиэфирными составами. Они под воздействием внешних факторов не желтеют, верхний слой остается целостным. Стойкое декоративное покрытие с эффектом сжатого шелка образуется порошковой краской на основе полиуретана. Наносится на детали, подвергающиеся трению, износу. Покрытие атмосфероустойчивое, отталкивает влагу, стойкое к топливным составам, минеральными маслами. Предложения от производителейПорошковая окраска, технология которой предполагает обжиг при температуре +200 о С и большие требования к подготовке поверхности, тяжело провести в условиях дома. Ее отличают высокое качество покрытия, простота нанесения КМ, образование антикоррозийной защиты, экономный расход материала. В этих свойствах порошковому красителю нет равных.
Преимущества порошковой краскиЕсли сравнивать технические свойства порошкового красителя с жидкими составами, то будут понятны его положительные стороны:
Всплывают и отрицательные стороны порошкового КМ при его сравнении с обычными красителями:
Описание технологического процесса
Порошковый КМ нагревается иногда до +250оС. Приобретается печь для термической обработки. В зависимости от вида красителя для нагрева нужно разное время. В условиях дома используется состав в аэрозольном баллончике. Но им можно покрасить небольшой участок поверхности или маленькую деталь. Несмотря на то, что состав не токсичен, работать с ним нужно в средствах индивидуальной защиты: в спецодежде, очках, в респираторе. Пигментирование КМБолее 5000 цветов и оттенков, различных фактур образует порошковая краска. Технология ее нанесения позволяет видоизменить любую поверхность, что не всегда свойственно традиционным КМ или дорого. Для металлической поверхности часто используются доступные варианты порошковых красителей: покраска в серебро, алюминиевый металлик, флуоресцентный тип покрытия, эффект «антизика», имитация гранита. Можно усилить глянец или матовость покрытия. Производственный процесс изготовления КМВсе цепочки технологического процесса изготовления красителя между собой взаимосвязаны:
Чем сложнее состав, тем качественнее КМ в работе. ИтогиПорошковая эмаль все чаще заменяет обычные красители. Лидерство объясняется ее экономичностью. Коэффициент использования – 95 %, в то же самое время у обычной жидкой краски – 40-60 %. Окрашивание популярно потому, что проводится быстро, скорость полимеризации покрытия высокая. Специальное оборудование не занимает много места, можно оборудовать помещение небольшой площади. Этап подготовки поверхности в домашних условиях продумывается особенно тщательно. Порошковая покраска и её технологияСодержаниеНемного об истории порошковой покраски 60-е годы ХХ века считаются рождением порошковой покраски. В это же время был разработан и применен электростатический способ их распыления. На появление электростатического распыления были свои причины: экономические факторы, охрана окружающей среды, а также необходимость улучшения качества покрытий. Порошковые краски появились не только для того чтобы изделия имели привлекательный внешний вид, обеспечить качество и долговечность окрашиваемых поверхностей, но и для того чтобы снизить цену на покраску и вред для окружающей среды.
Вот одни из преимуществ и недостатков порошковой покраски Основные положительные качества порошковой покраски состоят: в долговечности, снижению затрат и вреда для окружающей среды. В ней не используются пожароопасные и вредные жидкие растворители, поэтому данная покраска практически безопасна как для человека, так и для флоры фауны. Отсутствие таких растворителей снижает стоимость покраски. Кроме того, выбор тонов, текстур и цветов практически не ограничен желанием и потребностью заказчика. Порошковая покраска способна предоставить любые цвета, оттенки и фактуры: от золотистого или серебристого металлика, до поверхности под бронзу, дерево или гранит. Крася порошковой краской, получаются поверхности с различным глянцем, а также с рельефной фактурой, таких как антик или антрацит. Порошковая краска уже от колерована, что не требует таких дорогостоящих процедур как контроль вязкости и подбор тона. Это предают им наибольшую экономичность и прочность, стойкость и долговечность, и при всём этом достигается отличное качество, ровность и однотонность окрашиваемой поверхности. Порошковая покраска обеспечивает ударопрочное антикоррозийной покрытие, которое функционирует в режиме температур от 150 до -60 С и обеспечивает надежную электроизоляцию. И не реагирует на резкие перепады температур. Порошковая краска и её экономические преимущества: • Низкий процент отходов; • На рабочую поверхность наносится до 96% краски; • При избыточном напылении, краска собирается в красильной камере и готова к очередному нанесению; • Высоко автоматизированная технология, обеспечивает легкость в уходе за покрытием, отсутствует необходимость его очистки и простоту в обучении рабочих (в основном на больших заводах); так же доступна для небольших предприятий с ручным нанесением порошковой краски. • Отсутствие очистителей и растворителей, что не требует времени на их испарение, ни затрат на удаление паров. Порошковая краска и экология: • Отсутствуют вредные органические соединения; • Экологически чистая технология производства; • Низкая опасность возгорания; • Снижены выделения химических запахов; • Санитарно-гигиенические условия труда намного выше, чем при использовании обычных методов покраски; • В процессе полимеризации предельно допустимые нормы концентрации летучих веществ не достигаются. Преимущества порошковых красок в сравнении с красками на растворителях: • При традиционных способах покраски невозможно достичь отличных физико-химических и декоративных свойств покрытий; • Лучшие эксплуатационные свойства, высокое качество покрытий; • Нет необходимости в грунтовки поверхностей; • Для нанесения порошковой краски достаточно одного слоя. Это достигается за счёт 100 процентного содержания сухих веществ, дорогие многослойные краски этим свойством не обладают; • В сравнении с обычными красками, порошковые краски обладают лучшими ударопрочными и антикоррозийными свойствами. Меньшая пористость в порошковом покрытии; • Так как порошковая краска поставляется в готовом виде, то не требует особой подготовки и контроля вязкости; • Потери при порошковой покраске около 2-5%, при покраски жидкими красками потери будут до 45% • Отвердевание порошковых красок составляет 30 минут; • Порошковая краска не занимает много места, поэтому не требует больших складских помещений; • Высокая прочность порошковых красок при транспортировки обеспечивает минимальное повреждение покрашенных поверхностей, что обеспечивает снижение затрат на упаковку. • При смене цвета, требуется чистый контейнер; • Для предотвращения взрыва требуется чёткий контроль процесса покраски; • Возникновения трудностей окрашивания очень тонких слоев; • При низких температурах, также возникают трудности в покраске; • При сборных конструкциях или нестандартных формах возникают некоторые ограничения в покраске. Технология порошковой покраски Есть три основных этапа технологии порошковой покраски: 1. Обезжиривание и удаление грязи с поверхности окрашиваемых изделий; 2. В камере напыления происходит нанесение порошковой краски. 3. В печи полемиризации происходит оплавление и полимерезация. Затем формируется пленка покрытия и охлаждение и отвержение покрашенной поверхности. Лучше всего подготавливать и красить изделия на транспортной системе. На транспортной системе окрашенные изделия легко ездят от камеры напыления до печи полимеризации и наоборот. Также на транспортной системе проще подготавливать окрашиваемые поверхности к покраски. Каретки в транспортной системе легко передвигаются по рельсам. Производительность работы увеличивается, за счёт непрерывного процесса окраски на транспортной системе. В начале процесса порошковой окраски производится подвес частей на транспортную систему. Рабочие должны понимать какие поверхности подлежат покраски, в каких местах можно сверлить технологические отверстия для подвеса деталей и как минимизировать затраты на время покраски труда и самой краски. Например, крася фасадную декоративную крышку, её можно подвешивать друг к другу тыльными сторонами, что обеспечивает меньший объем, занимаемый в печи, меньшее количество краски, т.к. краска, напыляемая с одной стороны будет попадать на другую сторону и соответственно лучшей прокрас изделия.
Затем окрашиваемые изделия подвергаются обжигу. Для этого они загоняются в специальную печь для просушки с целью предотвращения попадания на них влаги, после чего они охлаждаются.
Следующей этап размещение конструкций в камере напыления, где порошковая краска под действием сжатого воздуха и электрического распылителя наносится на окрашиваемую поверхность. Электрический заряд частички краски приобретают в распылители. За счёт этого частицы краски притягиваются к окрашиваемой поверхности и равномерно распределяются по ней.
Затем окрашиваемые детали с нанесённым слоем краски помещаются в печь полимеризации на 20 минут. Температура в печи составляет от 180 до 220 градусов, все зависит от производителя краски. Формирование поверхности происходит за счёт оплавления и закрепления на окрашиваемой поверхности. После формирование пленки покрытия детали охлаждаются и снимаются с кареток.
Самый продолжительный и трудоемкий процесс это предварительная обработка поверхности. Часто ему уделяют мало внимания, однако именно на этом этапе достигаются необходимые условия для получения качественного покрытия. При предварительной обработки обеспечивается стойкость, эластичность, долговечность покрытия, оптимальное сцепление порошковой краски с поверхностью и улучшение антикоррозийных свойств. Во первых детали нужно зачистить и обезжирить. Это достигается механическим или химическими средствами. При механической очистке используются шлеф-машины, наждачка или пескоструйные насосы, также при маленьких размерах поверхности или уже окрашенных поверхностей возможна их протирка чистой тканью, смоченной в растворителе или Уайт-спирите. Другой способ – химическая очистка, применяются щелочные, кислотные или нейтральные вещества, а также растворители. Химическая очистка в основном используется на заводах в специальных ваннах. При химической обработке детали погружаются в специальные ванны с раствором или обрабатываются струйным способом (раствор под давлением подаётся через технологические отверстия). В данном случае эффективность обработки значительно выше, поскольку деталь подвергается механическому воздействию и осуществляется поступление чистого раствора к поверхности непрерывно. После обжига детали охлаждаются естественным путём. Затем при помощи транспортной системы они подаются в красильную камеру, где и происходит нанесение порошковой краски. В камере не осевшая краска собирается для дальнейшей утилизации, либо для повторного использования. Камера оснащена системой фильтров, а также системами циклонов. Камеры бывают проходные либо тупиковые. Тупиковые камеры служат для окрашивания малогабаритных изделий, проходные – хороши в использование для покраски длинномерных изделий. На заводах широко применяются автоматические камеры напыления, в них краска наносится очень быстро с помощью пистолетов-манипуляторов. Электростатическое напыление является самым распространенным способом нанесением порошковой краски. На заземленное изделие с помощью пульверизатора подаются электростатический заряженный порошок. Распылители сочетают в себе различные режимы: Напряжение распространяется как вниз, так и верх. Регулируется сила факела (потока) краски и скорость её выхода. Меняется расстояние от факела до окрашиваемых поверхностей. Порошковая краска засыпается в бочок. Через перегородку бочка под давлением подается воздух, краска «закипает». Затем аэровзвесь из контейнера подаётся при помощи воздушного насоса (эжектора), разбавляется воздухом для низкой концентрации и подается в распылитель, где эта смесь за счет трения, приобретает электростатический заряд. При помощи сжатого воздуха заряженная порошковая краска попадает на нейтрально заряженную поверхность, оседает и удерживается на ней за счет электростатического притяжения. Различают две разновидности электростатического распыления: электростатическое с зарядкой частиц в поле коронарного заряда и трибостатическое напыление. При электростатическом способе напыления частицы получают заряд от внешнего источника электроэнергии (например, коронирующего электрода), а при трибостатическом – в результате их трения о стенки турбины напылителя. Заключительная стадия окрашивания происходит в печи плавление и полимеризации. Краска оплавляется и полимеризуется при температуре 180-220 °С в течение 20-30 минут, после чего порошковая краска образует пленку (полимеризуется). Основным требованием, к печи, является поддержание постоянной температуры (разброс температур в печи недолжен, превышать 5 градусов) для равномерного прогрева изделия. При нагреве в печи изделия с нанесенным слоем краски расплавляются, переходят в вязкое состояние и образуют непрерывную пленку, при этом вытесняя воздух, находящийся в слое порошковой краски. Часть воздуха все-таки остаётся в пленке, образовывая поры, что ухудшает качество покрытия. Для предотвращения появления пор покраску следует проводить при более высокой температуре, чем температура плавления краски где-то на 10-20 градусов выше, а слой краски должен быть более тонким. Для покраски больших металлических изделий, с толстостенными перегородками необходимо увеличивать время прогрева в печи, для лучшей полимеризации и адгезии. Методы порошковой покраски Различают четыре метода порошковой покраски: электростатическое распыление, с помощью потока воздуха (fluidized bed), электростатическое распыление с помощью воздушного потока (electrostatic fluidized bed) и нанесение с помощью факела (flame spray).
Электростатическое распыление – наиболее популярный на сегодняшний день метод порошковой покраски. Для всех прикладных методов, подготовка поверхности (то есть, очистка и конверсионное покрытие) должна создавать хорошую основу для нанесения покрытия. Поверхность должна быть подготовлена соответствующим образом. Лучшее качество нанесения краски достигается, если красить так называемой «сеткой Фарадея». Это когда изделие сначала красится вертикально по поверхности, затем горизонтально и выравнивается с небольшим отдалением пистолета в горизонтальном направлении. Рекомендуемое отдаление пистолета от окрашиваемой поверхности составляет 20-30см. Всё зависит от профиля, типа краски и настроек самого пистолета. Определение давления выхода краски, расстояние пламени пистолета от окрашиваемой поверхности и количества смешиваемой краски с воздухом может определить опытной и квалифицированный рабочий (обычно это достигается путём проб и ошибок).
Область применения порошковых красокПорошковая покраска – это экологически чистая безотходная технология для получения высококачественных защитных и защитно-декоративных покрытий. Покрытия формируют из полимерных порошков, которые наносятся на поверхность изделия за счёт электростатического напыления. Такие покрытия, очень прочные и долговечные. Данный метод идеален для окраски кованых изделий, алюминиевых профилей и оцинкованных поверхностей. Область применения порошковых красок постоянно расширяется. Они широко применяются в строительстве, в сельскохозяйственном машиностроении и приборостроении, автомобилестроении и других областях промышленности для окраски: • Металлические конструкции и алюминиевые профиля (двери, фасады и алюминиевые окна); • спортивный инвентарь (велосипеды, мотоциклы и снегоходы); • медицинской техники (кровати, стулья, столы); • кровельных материалов (металлические кровли, водостоки); • бытовой техники (корпуса холодильников, стиральные машины, компьютеры) • неметаллических изделий (предметы из гипса, керамики, стекла) и т.д. Покраска порошковой краской изделий из металла, правила нанесения
Отличия в составе и технологии использования порошковой краски, выделяют данный вид покрытия в «особый класс» относительно остальных лакокрасочных материалов. В настоящее время порошковая окраска металлических изделий получила существенное распространение в промышленности, начиная от самолётостроения вплоть до выпуска бытовых товаров и принадлежностей. Порошковая окраска металлических изделий: технология процесса и основные этапыТехнологический процесс порошковой покраски разделяются на следующие этапы:
Подготовка поверхностиПри подготовке окрашиваемой поверхности следует учитывать, что необходимо обеспечить не только смачиваемость с жидкой фазой плёнкообразователя, но и равномерное распределение порошковых материалов при напылении. Уделяется внимание как удалению всевозможных поверхностных загрязнений, так и обеспечению поверхности необходимой шероховатости. Дополнительно к механическим способам подготовки поверхности могут использоваться и химические, такие как обезжиривание, травление или фосфатирование. Нанесение порошковых материаловПорошковая окраска металла осуществляется:
Благодаря своей простоте и универсальности, наибольшее применение получило нанесение краски электростатическим напылением. Для плоских поверхностей могут использоваться специальные магнитные щётки-валики по технологиям, используемыми в копировальной технике. Окунание в «кипящий слой» используется на автоматических линиях при конвейерном производстве однотипных изделий. Газопламенный способ из-за чрезмерной неравномерности слоя и свойств получаемого покрытия распространения не получил. Существующее плазменное напыление отличается применением низкотемпературной плазмы для нагрева частиц и использованием инертного газа; ограничивается использованием термостойких порошков при нанесении тонких покрытий на термостойкие материалы. Удержание и равномерность распределения на поверхности металлических изделий порошковых материалов обеспечиваются за счет электростатических сил взаимодействия заряженных частиц краски и «электронейтральной» поверхности. Перед напылением частицы краски в пистолете получают электрический заряд:
Заряд частиц, как правило, отрицательный, величина заряда должна соответствовать оптимальному диапазону, позволяющему удерживать частицы на поверхности до образования жидкой плёнки и не нарушающему технологию нанесения. Регулируется характеристиками электрода или скоростью движения частиц при трении о поверхность оборудования, площадью и материалом поверхности. При электростатическом напылении покрытия одинаково качественно формируются на горизонтальных и вертикальных поверхностях. Нулевой заряд металлического изделия обеспечивается заземлением. Формирование жидкой плёнки
Технология нанесения порошковой краски Пленкообразование происходит при нагреве порошковых материалов до вязко-текучего состояния, при этом происходит:
При производстве труб и металлического профиля используется нанесение порошка в «кипящем слое» на предварительно нагретые заготовки, процесс формирования жидкой плёнки происходит за счет аккумулированного тепла или дополнительного нагрева. В случае использования термореактивных красок при высокотемпературной выдержке дополнительно происходит химическое отверждение жидкой плёнки за счет полимеризации или поликонденсации плёнкообразователей. Это удлиняет время высокотемпературной выдержки, повышает затраты и снижает производительность. Существуют составы на основе термореактивных смол, ускоренное отверждение плёнок которых происходит при ультрафиолетовом облучении. Окончательное формирование покрытияИтоговое формирование пленки происходит при охлаждении изделия. Условия могут отличаться как скоростью охлаждения, так и средой. Прочностные характеристики покрытия и силы адгезии, в зависимости от условий формирования, может изменяться на десятки процентов. При этом для разных видов полимеров практикуется ускоренное и замедленное охлаждение . Охлаждение покрытия в пластифицирующих полимерных средах может снизить внутренние напряжения покрытия до нуля. В отличие от термореактивных, термопластичные краски позволяют легко устранять дефекты покрытия с использованием повторного «спекания».
Несмотря на сложность колеровки, некоторые производители предоставляют порошковые краски до 250-ти цветов по таблицам RAL. Порошковая окраска металла: правила и рекомендации
Процесс подготовки металлических деталей к покраске При покраске металлических изделий порошковой краской как на промышленных линиях, так и своими руками в домашних условиях, необходимо следовать таким рекомендациям:
Оборудование для порошковой окраски
Техника безопасностиОсновными видами угрозы при порошковой окраске изделий являются:
Видео: порошковая покраска металлических дверейЭти угрозы устраняются использованием индивидуальных защитных средств и качественной системой вентиляции, как покрасочной камеры, так и печи «спекания». В обязательном порядке производят качественное заземление используемого оборудования.  (пока оценок нет) (пока оценок нет) Сохранить себе в: | ||||||||||||||||||||||||||||||||||||||||||||||||