

Клеевые соединения
Клеевые соединения находят возрастающее применение в различных конструкциях летательных аппаратов. Наиболее часто используются в конструкциях из композиционных материалов и конструкциях с заполнителями различного типа (сотовых, пенопластовых, гофровых, ячеистых).
Возрастающее применение клеевых соединений привело к созданию большого количества марок клеев на основе синтетических смол (фенольных, полиуретановых, эпоксидных, и пр.) с различными модифицирующими добавками. Клей должен обладать высокой адгезией, хорошо смачивать поверхности деталей и заполнять зазоры, быть стойким к воздействию бензина, керосина и масел, иметь близкий к материалу конструкции коэффициент термического расширения. Клей не должен вызывать коррозии и оказывать вредное влияние на здоровье рабочих.
Клеевые соединения хорошо работают на срез (сдвиг) и чистый отрыв. Плохо – на отдирание (неравномерный отрыв). Концы швов следует усиливать заклепками либо сварными точками. В ряде случаев используют комбинированные соединения – клеесварные, клееклепаные. Вследствие высокой способности клеев поглощать энергию клеевые соединения хорошо работают на усталость.
Допустимые напряжения для клеевых соединений [τ] 2 . С повышением температуры эта величина уменьшается. При этом также уменьшается и срок работы клеев. Максимальная температура работы клеев – tmax
Нанесение клея. Клей наносится не позднее 6-8 часов после обезжиривания поверхностей. Допускается больший срок при условии хранения деталей в специальных боксах, резиновых мешках, полиэтиленовых пакетах.
Способ нанесения клея определяется характером и размерам и поверхностей
сопряжения, конфигурацией деталей, маркой и состоянием клея. Большинство
клеев жидкие. Наносят напылением пульверизаторами кистью, окунанием, поливом. Наносят на одну либо обе сопрягаемые поверхности, в один, либо несколько слоев (зависит от марки и вязкости клея).
Общая толщина клеевого слоя (прокладки) лежит обычно в пределах от 0,05 до 0,10 мм. Увеличение этого параметра снижает прочность соединения. Уменьшение может явиться причиной непроклея. Обычно толщина слоя выдерживается за счет регламентирования расхода клея (1 слой – 40–50 г/м 2 ).
Наиболее технологичными в смысле обеспечения равномерности и толщины клеевого слоя являются клеевые пленки – клей с наполнителем либо без наполнителя в виде тонкой ленты, свернутой в рулон с прокладкой. Лента разрезается (кроится) при сборке. Наносится клей как прокладка между деталями с предварительным нанесением подслоя.
После нанесения клея производят подсушивание клеевого слоя на воздухе.
|
|

|

Рис. 1.21. Схема процесса образования клеевых соединений
Сборка под склеивание производится в сборочном приспособлении либо по СО. Чаще в сборочные сборочном приспособлении. Сборочные приспособления должны:
1) Обеспечивать требуемую точность расположения деталей. Доработка конструкции (правка) после отверждения клея не допускается.
2) Обеспечивать возможность запрессовки деталей. Базовые элементы должны быть достаточно жесткими чтобы выдерживать соответствующие давление без искажения формы и размеров.
3) Обеспечивать возможность нагрева конструкции. При этом должны быть учтены искажения формы и размеров, обусловленные температурным расширением.
Склеивание– полимеризация (отверждение) клея. Происходит при нагреве конструкции по определенному режиму с выдержкой при определенным давлении запрессовки. Максимальная температура нагрева для используемых в настоящее время клеев – tmax=200°С. Потребное давление запрессовки – p 2 .
1) Применение механических, пневматических, гидравлических зажимных устройств (рис. 1.22, а). Общий недостаток — неравномерность запрессовки.
2) Метод избыточного давления (рис. 1.22, 6). Резиновые мешки заполняются воздухом или жидкостью. Основные достоинства: простота реализации при сложной конфигурации изделия и равномерность давления запрессовки. Способ используется при жестком каркасе изделия.

Рис. 1.22. Способы запрессовки деталей при склеивании:
а – прижимными устройствами; б – метод избыточного давления; в – метод вакуума
3) Метод вакуума (рис.1.22, в). Специальные резиновые накладки герметично устанавливают на изделие, воздух откачивают вакуумным насосом. Достоинства аналогичны методу избыточного давления. Способ используется при малой жесткости каркаса (pmax 2 ).
1) Нагрев горячим воздухом (паром) в автоклавах, электрических печах.
2) Нагрев электронагревателями (ТЭНами), встроенными в сборочное приспособление.
3) Радиационный нагрев излучателями, экранами.
Контроль качества склеивания. Основной дефект – непроклей. Причины – плохое качество обезжиривания поверхностей деталей, неравномерное нанесение клея, недостаточное давление запрессовки, неравномерный нагрев конструкции.
Сложность контроля качества клеевых соединений обусловила необходимость создания разнообразных приборов и установок — дефектоскопов, использующих различные принципы обнаружения непроклея.
Методы контроля клеевых соединений:
1) Метод свободных колебаний – обнаружение дефекта по изменению частоты колебаний в местах непроклея.
2) Резонансный метод – обнаружения дефекта по изменению амплитуды колебаний в местах непроклея.
3) Импедансный метод – обнаружение дефекта по изменению силы реакции в местах непроклея.
4) Вакуумный метод – обнаружение дефекта по деформации тонкой обшивки в местах непроклея.
5) Контроль по образцам-свидетелям. Образцы изготавливают вместе с изделием в тех же условиях, при тех же режимах.
Основной способ обеспечения высокого качества клеевых соединений – тщательны пооперационный контроль, строгое соблюдение технологической дисциплины.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: На стипендию можно купить что-нибудь, но не больше. 9307 –  | 7380 –
| 7380 –  или читать все.
или читать все.
Клеевые соединения.
Создание высококачественных синтетических клеев на базе фенольных, эпоксидных и других смол, а также фенолокаучуковых и других композиций явилось основанием для более широкого применения в машиностроении и приборостроении клеевых соединений. Их применяют в тех же конструкциях, что и сварные соединения, но преимущественно тонкостенных, выполненных из листового материала. Клеевые соединения применяют даже в ответственных машинах и сооружениях, например самолетах и мостах. В отличие от сварки склеиванием соединяют детали не только из однородных, но и разнородных материалов, например металлическую деталь с пластмассовой и т. д.
Технология создания клеевых соединений состоит из подготовки склеиваемых поверхностей деталей путем очистки их от пыли, обезжиривания и образования шероховатости зачисткой наждачной шкуркой или обработкой пескоструйным аппаратом; нанесения клея на эти поверхности и сборки деталей соединения; выдержки соединения при требуемых давлении и температуре.
Наиболее распространенные виды клеевых соединений (рис. 1)

нахлесточные – а)

стыковые по косому срезу – б)

с накладками – в)
Клеевые соединения, работающие на срез, по сравнению с соединениями, работающими на отрыв, более прочны. Поэтому нахлёсточные клеевые соединения получили широкое распространение. Клеевое соединение, работающее на отрыв, рекомендуется конструировать так, чтобы отрыв был равномерным. При неравномерном отрыве для обеспечения надежности предусматривают еще и механическое крепление соединяемых деталей. При создании более прочных соединений применяют комбинированные соединения: клеесварные (с использованием точечной сварки), клеезаклепочные и клеерезьбовые.
Достоинства клеевых соединений:
- возможность соединения деталей из разнородных материалов, в том числе из тонколистовых, и не поддающихся сварке и пайке;
- герметичность, обеспечиваемая непрерывной клеевой пленкой;
- высокая коррозионная стойкость;
- хорошее сопротивление усталости.
Недостатки клеевых соединений:
- низкая прочность при неравномерном отрыве (отдире);
- ограниченная теплостойкость (лучшие клеи сохраняют достаточную прочность при температуре до 250°С);
- зависимость прочности соединения от сочетания материалов склеиваемых деталей, температуры склеивания и условий работы соединения;
- требование точной пригонки поверхностей склеиваемых деталей.
Прочность клеевого соединения зависит от марки клея, материалов соединяемых деталей, качества подготовки склеиваемых поверхностей деталей, режима склеивания и толщины клеевого шва. Толщина шва, зависящая от вязкости клея и давления при склеивании соединяемых деталей, рекомендуется в пределах 0,05. 0,15 мм.
При расчете на прочность нахлесточного клеевого соединения (рис. 1, а) размер нахлестки может быть определен из условия равно прочности соединяемых деталей и клеевого шва:

где: δ – толщина склеиваемых деталей;
[σ p ] – допускаемое напряжение на растяжение этих деталей;
[τ p ] – допускаемое напряжение на срез клеевого шва
Расчет на прочность клеевых соединений аналогичен расчету сварных соединений. Обычно размер клеевого шва назначают в зависимости от размеров соединяемых деталей и расчет шва на прочность осуществляют как проверочный. Соответственно расчет на прочность клеевого шва нахлёсточного соединения (рис. 1,а) производят по формуле

где: τ ‘p – расчетное напряжение на срез в клеевом шве;
F — сила, действующая на соединение;
b – ширина соединяемых деталей.
Допускаемое напряжение на срез шва можно принимать для клея БФ-2 [τ‘ p ]=15. 20 МПа, для клея БФ-4 [τ‘ p ] = 25. 30 МПа.
Достоинства и недостатки клеевых соединений
– простота получения неразъемного соединения и низкая стоимость работ по склеиванию;
– возможность соединения практически любых встречающихся в промышленности конструкционных материалов;
– возможность получения неразъемного соединения разнородных материалов любых толщин;
– отсутствие коробления получаемых деталей;
– герметичность, коррозионная стойкость и бензомаслостойкость соединения;
– возможность соединении очень тонких листовых деталей;
– значительно меньшая, чем при сварке, концентрация напряжений;
– высокое сопротивление усталости;
– значительно меньшие, чем при сварке и клёпке, трудовые затраты на единицу продукции;
– сравнительно невысокая прочность;
– неудовлетворительная работа на неравномерный отрыв;
– уменьшение прочности соединения с течением времени («старение»), (некоторые клеи обладают высокой устойчивостью против «старения»);
– низкая теплостойкость – прочность соединения нарушается при сравнительно невысоких температурах 60…100°С. (В последнее время созданы некоторые марки клеев на основе элементоорганических и неорганических полимеров, удовлетворительно работающих при t≤1000°C. Однако большинство из них не обладает достаточной эластичностью).
Область применения.Клеевые соединения широко применяют в самолетостроении, при изготовлении режущего инструмента, электро- и радиооборудования, в оптической и деревообрабатывающей промышленности, строительстве, мостостроении. В настоящее время созданы некоторые марки клеев на основе полимеров, удовлетворительно работающих при температуре до 1000°. Клеевыми соединениями создают новые конструкции (сотовые, слоистые), отдельные зубчатые колеса соединяют в общий блок, повышают прочность сопряжения зубчатых венцов со ступицами, ступиц с валами, закрепляют в корпусе неподвижное центральное зубчатое колесо планетарной передачи, наружное кольцо подшипника качения, стопорят резьбовые соединения, крепят пластинки режущего инструмента и др.
Расчет клеевых соединений на прочность.Соединения внахлестку. При действии растягивающей или сжимающей силы F (рис. 30) расчет производят на сдвиг (срез) по формуле

где τсд и [τ]сд — расчетное и допускаемое напряжения на сдвиг; [τ]сд = 10÷25 МПа для карбонильного клея, [τ]сд = 4,5÷7,0 МПа для клея группы БФ; F — нагрузка, действующая на соединение; Асд— площадь сдвига (среза).

Вопрос 6
Резьба– поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
– для устранения возможности перемещения соединяемых деталей;
– для удержания деталей на определенном расстоянии друг от друга;
– для обеспечения плотности стыка соединяемых деталей;
– для осуществления поступательного движения (пресса, домкраты, ходовые винты);
– для получения точных относительных перемещений (регулировочные винты).
Профиль резьбы – это контур сечения витка резьбы в плоскости, проходящей через ось основной поверхности. По форме профиля резьбы бывают: треугольные – метрические; трубные; дюймовые; трапецеидальные; круглые; прямоугольные
Дата публикования: 2014-11-19 ; Прочитано: 1341 | Нарушение авторского права страницы
studopedia.org – Студопедия.Орг – 2014-2020 год. Студопедия не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования (0.002 с) . 
Большая Энциклопедия Нефти и Газа
Преимущество – клеевое соединение
Преимущество клеевых соединений заключается в том, что с помощью синтетических полимерных материалов можно склеивать разные пластмассы ( реактопласты и термопласты) между собой, а также пластмассы с металлом, тканью, стеклом, деревом, керамикой и другими материалами. Кроме того, клеевые соединения обеспечивают хорошую герметичность и обладают относительно хорошей сопротивляемостью вибрационным нагрузкам. [1]
Преимущество клеевых соединений заключается в том, что они не вызывают напряжений в соединяемых деталях. Исключая необходимость в посадке под прессом или с нагревом и охлаждением деталей, клеевые посадки упрощают технологию сборки. [2]
Преимущества клеевых соединений следующие: возможность соединения труб из разных материалов ( стекло, пластмасса, металл); масса трубопровода практически не увеличивается; нагрузка равномерно распределяется по всей зоне соединения ( отсутствуют концентраторы напряжений); надежная герметичность; высокая прочность соединения, часто превышающая прочность механического соединения; высокая коррозионная устойчивость; сравнительно небольшие материальные и трудовые затраты. [3]
Преимущество клеевых соединений заключается в том, что с помощью синтетических полимерных материалов можно склеивать разные пластмассы ( реакто-пласты и термопласты) между собой, а также пластмассы с металлом, тканью, стеклом, деревом, керамикой и другими материалами. Кроме того, клеевые соединения обеспечивают хорошую герметичность и обладают относительно хорошей сопротивляемостью вибрационным нагрузкам. [4]
Преимущества клеевого соединения деталей перед механическим креплением заключаются в том, что материал не ослабляется отверстиями, изделие не утяжеляется, в местах соединений равномерно распределяются напряжения, соединение получается достаточно герметичным, поверхности соединяемых деталей не повреждаются и остаются гладкими. [6]
Преимуществом клеевых соединений на основе синтетического клея является их атмосферостойкость, способность противостоять коррозии и гниению. В ряде случаев клеевые соединения обеспечивают герметичность кбн-струкций. Вместе с тем к ним предъявляется следующее требование: они должны иметь простую и удобную технологию применения, достаточный срок жизнеспособности и хранения, а также долговечность в любых климатических условиях. [7]
Из преимуществ клеевых соединений необходимо отметить сравнительно более низкую стоимость изготовления, отсутствие заклепок, царапин, заусениц и более равномерное распределение напряжений в силовых конструкциях. Клеевые соединения хорошо выдерживают усилие на сдвиг, но значительно хуже на отрыв и отдирание. [8]
К преимуществам клеевых соединений следует отнести возможность соединения разнородных материалов при весьма малой их толщине, уменьшение веса изделий, герметичность клеевых швов и во многих случаях снижение стоимости производства. [9]
К преимуществам клеевых соединений по сравнению с заклепочными, сварными, болтовыми и другими видами соединений относятся возможность соединения разнородных материалов, более равномерное распределение напряжений в соединениях, повышенная сопротивляемость вибрационным нагрузкам, возможность изготовления облегченных деталей и конструкций из тонких листов, исключение операций изготовления отверстий под механические крепления и соответственно упрощение и ускорение процессов сборки, большая прочность клееных конструкций, снижение веса изделий, получение клееных изделий с ровной и гладкой внешней поверхностью, исключение ослабления связываемых элементов отверстиями, герметичность соединений, получение коррозионностойких соединений, получение выгодных по прочности и весу многослойных конструкций с заполнителями, их экономичность. [10]
К преимуществам клеевых соединений следует отнести возможность соединения разнородных материалов при весьма малой их толщине, уменьшение веса изделий, герметичность клеевых швов и во многих случаях снижение стоимости производства. [11]
К преимуществам клеевых соединений по сравнению с заклепочными, сварными, болтовыми и другими видами соединений относятся возможность соединения разнородных материалов, более равномерное распределение напряжений в соединениях, повышенная сопротивляемость вибрационным нагрузкам, возможность изготовления облегченных деталей и конструкций из тонких листов, исключение операций изготовления отверстий под механические крепления и соответственно упрощение и ускорение процессов сборки, большая прочность клееных конструкций, снижение веса изделий, получение клееных изделий с ровной и гладкой внешней поверхностью, исключение ослабления связываемых элементов отверстиями, герметичность соединений, получение коррозионностойких соединений, получение выгодных по прочности и весу многослойных конструкций с заполнителями, их экономичность. [12]
Синтетические клеи широко применяются для склеивания различных материалов во многих отраслях промышленности, на транспорте и строительстве. Преимущества клеевых соединений перед другими видами креплений позволяют широко применять их и в электромонтажном производстве. К этим преимуществам относятся: значительное снижение трудоемкости и физических усилий, меньшая стоимость и то, что при клеевых креплениях не повреждаются строительные конструкции и поверхности, к которым производятся крепления. [13]
Клеевые соединения относительно слабо работают при неравномерном отрыве, что необходимо учитывать при проектировании клееных конструкций. Следует также указать, что, несмотря на все отмеченные выше преимущества клеевых соединений , не всегда выгодно применять их на практике: например, конструкции сложного профиля в условиях опытных производств ( не для массового выпуска) экономичнее выполнять без применения клеев, учитывая сложность изготовления ( необходимой для склеивания специальной оснастки. [14]
Преимущества и недостатки клеевых соединений
Склеивание – один из эффективных способов соединения современных конструкционных материалов. Преимущество склеивания по сравнению с заклепочными и болтовыми соединениями в том, что оно не ослабляет рабочее сечение элементов отверстиями, врезками и поэтому обеспечивает более равномерное распределение напряжений в узлах под воздействием нагрузок. Склеивание в отличие от пайки и сварки также позволяет избежать термического ослабления материалов в месте соединения. Клеи вводят иногда в заклепочные, сварные и винтовые соединения для того, чтобы повысить их прочность и несущую способность, особенно при повторно-статических, ударных и знакопеременных нагрузках. Синтетическими клеями соединяют разнородные материалы, для которых другие виды скреплений почти неосуществимы. В некоторых случаях склеивание используют, чтобы обеспечить герметичность и уменьшить возможность коррозии материалов в месте соединения. Клеи в большинстве своем диэлектрики, поэтому в отвержденном состоянии изолируют соединяемые материалы и предотвращают, например, появление блуждающих токов. Для получения токопроводящих клеев вводят специальные наполнители, которые значительно уменьшают электрическое сопротивление отвержденных композиций. Многие клеи отличаются высокой водостойкостью и хорошо сопротивляются действию агрессивных сред.
Использование синтетических клеев и мастик в строительстве, в деревообрабатывающей промышленности, а также при ремонте строительных машин дает значительный экономический эффект. Не требуя значительного увеличения сечения в месте соединения, склеивание способствует не только экономному расходованию материалов, но снижает вес и уменьшает габариты изделий. Метод склеивания позволяет получать конструкции и детали сложной формы с меньшими затратами труда и времени, чем при других способах. При этом расходы на клей и технологическое оборудование для склеивания по сравнению с обычными материалами и сборочными приспособлениями (сварочными аппаратами, припоями, болтами) также значительно сокращаются. Э кономия достигается, кроме того, за счет сокращения расхода энергии, так как вместо подвода ее извне используется энергия химических реакций, например при холодном способе отверждения клеев. Все это снижает стоимость производства, особенно при поточном серийном выпуске продукции. Соединение деталей склеиванием позволяет механизировать и автоматизировать процессы сборки, например балок, оконных блоков, трехслойных конструкций, стеновых и кровельных панелей, щитовых дверей, передвижных перегородок и т. п., что, в свою очередь, повышает производительность труда. При этом может быть сэкономлено до 50% времени по сравнению с существовавшей ранее технологией изготовления этих изделий (при помощи заклепок, болтов, гвоздей, шипов и т. п.).
Себестоимость ремонта строительных машин снижается на 30-40%, так как при склеивании сверление, нарезка, сварка, стопорение, а также количество крепежных деталей сведены к минимуму. Экономия иногда достигается и за счет расширения допусков на изготовление сопрягаемых деталей, снижения требований к чистоте механической обработки их поверхности и т. п.
Успешно внедряют новые методы ремонта цилиндровых блоков, радиаторов, топливных баков при помощи синтетических клеев. Специальные клеи используют для ремонта устройств энергоснабжения и электродвигателей строительных машин, для монтажа и ремонта санитарно-технических систем, для крепления деталей, отличающихся высокой износостойкостью, для посадки подшипников, шпилек, втулок и т. п.
Синтетические клеи и мастики используют в транспортном, промышленном, гидротехническом и жилищном строительстве. Склеиванием присоединяют резиновые амортизирующие прокладки к бетонным и каменным опорам, соединяют бетонные и стальные элементы в комбинированные сталежелезобетонные конструкции, изготовляют высокоэффективные клееные деревянные балки, фермы, сваи, стойки, шпалы, брусья, пролетные строения малых мостов и т. п. При сооружении затворов плотин и оросительных каналов также используют различные клеи. Исключительно важную роль играют клеи и мастики при отделке зданий современными декоративно-отделочными материалами. Они обеспечивают стойкость покрытий к ударам, изменениям температуры, действию моющих средств, а в производственных условиях и к действию агрессивных сред.
Синтетические клеи все шире применяют в строительстве. Основным направлением в использовании этих материалов должно быть изготовление различного рода пленок, покрытий, герметиков, декоративно-отделочных пластиков, связующих и клеев, т. е. таких продуктов, расход которых на единицу строительных работ (м³, м²) относительно невелик. При выборе полимерного материала надо иметь в виду не только его технические преимущества, но также и экономические соображения. В этом отношении синтетические клеи и мастики представляют собой такие материалы, применение которых оправдано и с технической и с экономической точек зрения. Техническая необходимость применения синтетических клеев вместо битумных, цементных, гипсовых и других связующих обусловлена, прежде всего, тем, что промышленность поставляет строительству новые искусственные материалы – древесные плиты, пластики, пенопласты, пленки, крепление которых невозможно осуществить неорганическими вяжущими. Кроме того, новые формы и методы комбинированного использования пластмасс и традиционных материалов (древесины, металлов, бетона, керамики) также требуют применения синтетических клеев.
В настоящее время определились два основных направления в использовании синтетических клеев и мастик в строительстве. Первое охватывает области конструкционного применения, включая не только изготовление собственно конструкций (деревянных, пластмассовых, металлических и др.), сборку водопроводных и вентиляционных систем в зданиях, топливоподающих, охлаждающих и других систем в строительных машинах, но и ремонт узлов и деталей приводных механизмов, электродвигателей, аппаратуры управления и двигателей внутреннего сгорания строительных машин. Второе направление включает использование клеев и мастик для крепления отделочных, футеровочных, антикоррозионных, тепло- и звукоизоляционных материалов к строительным конструкциям и технологическому оборудованию.
Для первого направления характерно применение клеев высокопрочных, теплостойких, жестких, требующих малой толщины клеевой прослойки и, соответственно, достаточно чистой обработки склеиваемых поверхностей. Для второго – использование эластичных и высоконаполненных клеев, которые могут соединять неровные поверхности без развития усадочных напряжений и образуют сравнительно толстые клеевые швы, способные воспринимать ударные нагрузки, воздействие температур и вибрацию оборудования.
Однако синтетические клеи имеют недостатки, которые влияют на оценку надежности клееных изделий и конструкций и не позволяют применять их для многих конструкций.
Так, соединения на синтетических клеях обладают низкой прочностью при неравномерном отрывающем усилии, что ограничивает применение их в силовых узлах.
Технология склеивания требует большой точности в выполнении операций, поэтому необходим поэтапный или пооперационный контроль качества исходных материалов, параметров режима и т. п. Проверка готовых изделий не всегда позволяет выявить дефекты склеивания. Кроме того, в большинстве случаев качество готовых изделий часто нельзя проверить без их разрушения. Поэтому практическая оценка каждого нового вида клея обычно производится при помощи контрольных (ускоренных) испытаний, включающих жесткий режим термовлажной обработки образцов (выдерживание в холодной или горячей воде, замораживание, кипячение, высушивание), а затем сопоставление результатов испытаний с аналогичными данными ранее апробированных клеев, характеристики долговечности которых известны.
Для получения удовлетворительной прочности многие конструкционные клеи необходимо отверждать горячим способом, что не всегда возможно, например при крупных габаритах конструкций.
Существенным недостатком синтетических клеев, и особенно мастик, является склонность их к старению, которое тем интенсивнее, чем более высокая температура действует на клеевое соединение. Некоторые клеи и мастики токсичны.
Из-за этого применение таких эффективных клеев, как, например, полиуретановые, ограничено. Многие клеи хрупки при низких температурах или имеют ограниченную теплостойкость.
Появление новых синтетических полимеров, обладающих улучшенными характеристиками, несколько затрудняет систематизацию клеев и разработку общих правил обращения с ними. Для работы с клеями и мастиками необходимо приобрести определенные навыки и знания, которые нужны для освоения физических, химических и технологических основ процессов склеивания.
Практическая ценность клеев определяется совокупностью таких данных, как прочность, долговечность, стойкость к температурным, химическим и влажностным воздействиям, простота технологии. Выбор клея производится только после всестороннего анализа всех этих данных.
Клеевые соединения – их достоинства и недостатки




§ 94. Клеевые соединения
Клеевое соединение – неразъемное соединение деталей машин, строительных конструкций и других изделий с помощью клеев.
Соединение материалов склеиванием находит все более широкое применение. Соединения, полученные склеиванием, обладают достаточной герметичностью, водо-масло-стойкостью, высокой стойкостью к вибрационным и ударным нагрузкам. Склеивание во многих случаях может заменить пайку, клепку, сварку, посадку с натягом.
К недостаткам клеевых соединений относятся: незначительная тепловая стойкость
(при температуре выше +90°С прочность их резко снижается), склонность к ползучести при длительном воздействии больших статических нагрузок, длительные сроки сушки, необходимость нагрева для получения стойких и герметичных соединений, низкая прочность на сдвиг и др.
Надежное соединение деталей малой толщины, как правило, возможно только склеиванием.
Клеевые соединения осуществляют различными способами. Чаще всего применяется соединение внахлестку и в стык с помощью планки, втулки и т. п.
Наиболее распространенные клеевые соединения показаны на рис. 364, а – в.
Существуют различные виды клеев. Наиболее известен клей БФ, выпускаемый под марками Бф-2, Бф-4, Бф-6 и др.
Универсальный клей Бф-2 применяют для склеивания металлов, стекла, фарфора, бакелита, текстолита и других материалов. Механическая прочность сохраняется при нагреве до температуры не более 80°С. Этот клей применяют для заделки трещин в неответственных местах чугунных корпусов, для упрочнения неподвижных сопряжений, для крепления накладок на дисках муфт сцепления и др.
Клей БФ-2 бензо- и маслостоек, является хорошим диэлектриком, защищает склеенные поверхности от коррозии. Хранят в закупоренной посуде, берегут от попадания воды. Огнеопасен.
Клей БФ-2 в жидком виде наносят на подготовленные поверхности соединяемых деталей возможно более тонким слоем. Затем получившаяся пленка клея сушится “до отлипа”, при температуре 20 -60°С в течение 50 – 60 мин. Наносится второй слой, вновь сушится, затем наносится третий слой и склеиваемые детали соединяют и сушат при температуре 140 – 150°С в течение 30 – 60 мин при давлении 10 – 20 кгс/см 2 .
Клеи Бф-4 и БФ-6 применяют для получения эластичного шва (на деталях из тканей, резины, фетра). Они имеют небольшую прочность по сравнению с другими клеями.
Клей ВС-ЮТ применяется для склеивания деталей, длительное время работающих при температуре до 300°С. Он обладает высокой прочностью и стойкостью. На склеенное этим клеем место не действуют керосин, смазочные масла, вода. Часто этим клеем закрепляют накладки к тормозным колодкам автомобилей.
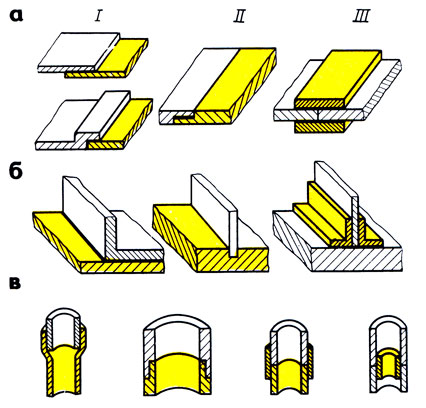
Рис. 364. Рекомендуемые конструктивные формы клеевых соединений: а – плоскостные, б – тавровые, в – цилиндрические; I – нахлесточные соединения, II – врезные (шпунтовые), III – стыковые
Клей ВС-ЮТ выпускается в готовом для употребления виде. Хранят его в герметичной посуде в темном помещении в течение 6 месяцев (сохраняет клеящие свойства).
Клей ВС-ЮТ наносится в жидком виде в 1 – 2 слоя. После нанесения первого слоя сушка при нормальной температуре в течение часа, а затем наносится второй слой: детали соединяют и сушат при температуре 140-180°С в течение 1-2 ч при давлении 0,5 – 2,0 кгс/см 2 .
Карбинольный клей может быть в жидком или пастообразном состоянии (с наполнителем). Основа этого клея – сироп карбинольный, к которому добавляют перекись бензола. Клей пригоден для соединения стали, чугуна, алюминия, фарфора, эбонита и пластмасс; обеспечивает прочность склеивания только при использовании его в течение 3 – 5 ч после приготовления. Механическая прочность швов, выполненных карбинольным клеем, сохраняется при температуре до 60°С.
Детали, склеенные карбинолом, сушат на воздухе в течение одних суток. Карбинольный клей бензо- и маслостоек, не поддается воздействию кислот и щелочей, воды, спирта и ацетона. Применяют для склеивания деталей карбюраторов, аккумуляторных банок и других работ.
Пастообразный карбинольный клей применяют преимущественно для склеивания мрамора, фарфора, пористых материалов, для заделки трещин, отверстий и т. д. Недостатком этих клеевых соединений является низкая стойкость против высокой температуры.
Бакелитовый лак – раствор смол в этиловом спирте. Детали, склеенные бакелитовым лаком, сушат при температуре 140 -160°С. Хранят бакелитовый лак в закрытой посуде при температуре не свыше 30°С в темном месте. Применяют для наклейки накладок на диски муфт сцепления.
Пластмассовые и стеклянные детали склеивают карбинольным клеем и бакелитовым лаком.
Эпоксидные клеи устраняют необходимость тепловой обработки склеиваемых деталей; применяют эпоксидные клеевые составы, затвердевающие при температуре 18 – 20°С. Для приготовления этих составов в эпоксидные смолы (ЭД-5, ЭД-6, ЭД-40) добавляют отвердитель – полиэтилен-полиамин (примерно 10 весовых частей на 100 весовых частей эпоксидной смолы), дибутилфталат (10-15 весовых частей на 100 весовых частей эпоксидной смолы) и наполнитель, в качестве которого используют алюминиевую или бронзовую пудру, стальной или чугунный порошок, портландцемент, сажу, стекловолокно и т. д. Наполнители увеличивают вязкость эпоксидного состава и повышают прочность клеевого шва.
Термостойкие клеи. Применяют для склеивания деталей из различных металлов, работающих в условиях высоких температур и вибраций. Клей ВК-32-200 применяют для склеивания из металлов и неметаллических материалов деталей, работающих непрерывно до 300 ч при 200° С и до 20 ч при 300°С. Клей наносят в два слоя. После нанесения первого слоя выдерживают 15 – 20 мин при 20°С, после нанесения второго слоя – 15 – 20 мин при 20°С и 90 мин при 65°С.
Материалы, соединяемые клеем ВК-32-200, могут работать в интервале температур от 60 до 120°С. Клей стоек против бензина, минерального масла и воды. В течение четырех месяцев материалы, соединенные этим клеем, могут работать в условиях, близких к тропическим (при влажности 90% и температуре 50°С), без заметных снижений прочности соединения.
Термостойкие клеи на основе кремнийорганических смол предназначены для склеивания металлических и неметаллических материалов. Клей ИП-9 применяют при склеивании металлов и неметаллов. Этот клей образует швы небольшой прочности, но обеспечивает высокую термостойкость, водостойкость и герметичность.
Клеем ИПЭ-9 соединяют металлы, керамику, резину и другие материалы. Соединения очень прочны при температуре 300°С.
Клей БфК-9 применяют для соединения металлов с неметаллами, обладает высокой термостойкостью. Клей наносят на обе поверхности тонким слоем и просушивают в течение одного часа при температуре 20°С и 15 мин при температуре 60°С. Затем наносят второй слой и просушивают в течение того же времени.
Технологический процесс клеевого соединения деталей независимо от конструкции его, разнообразия склеиваемых материалов и марок клеев состоит из следующих этапов: подготовка поверхностей к склеиванию – взаимная подгонка, очистка от пыли и жира и придание необходимой шероховатости; нанесение клея кистью, шпателем, пульверизатором; выдержка после нанесения клея, время выдержки в зависимости от сортов клея и материала склеиваемых деталей колеблется от 5 мин до 30 ч и выше; затвердевание клея (используют печи с обогревом газами, горелка, установки с электронагревателями, установки т. в. ч. и др.); температурный режим колеблется от 25 до 250°С и выше; контроль качества клеевых соединений (ультразвуковые установки, через лупу, контроль подготовленных образцов).
Основной дефект, который часто имеет место при склеивании, так называемый “непроклей” (участки, на которых не осуществилось соединение склеиванием).
Причины непрочности клеевых соединений: плохая очистка склеиваемых поверхностей; неравномерное нанесение слоя на склеиваемые поверхности, отдельные участки поверхности клеем не смазаны или смазаны густо;
затвердевание нанесенного на поверхности клея до их соединения;
недостаточное давление на соединяемые части склеиваемых деталей;
неправильный температурный режим и недостаточное время сушки соединенных частей.

