

Полимерное покрытие: виды, свойства, нанесение
- Полимерные покрытия: виды
- Антифрикционные покрытия как разновидность полимерных
- Особенности полимерных покрытий
- Технология нанесения
Применение полимерных покрытий позволяет защитить металлические поверхности от коррозии, механических повреждений, внешних, химических и других воздействий. Они представляют собой порошкообразные вещества на основе различных смол и полимеров.
Полимерные покрытия: виды
Для создания полимерных покрытий применяются следующие материалы:
Рассмотрим их подробнее.
Пластизоль
В состав данного покрытия входит поливинлхлорид (ПВХ) и вещества-пластификаторы. Слой нанесенного материала составляет 200 мкм, благодаря чему обеспечивается очень высокая степень защиты от механических воздействий. Помимо этого, ПВХ устойчив к агрессивным погодным условиям и химическим веществам.

Существует ограничение на применение пластизола в жарком климате, что обусловлено низкой термостойкостью покрытия – да +80 °C. Такое покрытие также склонно к быстрому выцветанию, поэтому для него используются только светлые тона, которые обладают высокими светоотражающими свойствами, меньше нагреваются и выгорают.
Покрытия на основе пластизола применяются для создания тисненых, фактурных оснований и штампованных рисунков. Благодаря таким декоративным свойствам они могут образовывать древесную, кожаную и другие виды текстур.
Полиэстер
Полиэстеровые покрытия – самая дешевая и распространенная разновидность материалов. Они медленно выгорают, что позволяет им длительное время сохранять свой цвет, и устойчивы к воздействию ультрафиолета. Такие покрытия обладают высокими антикоррозионными свойствами и не разрушаются от перепадов температур.

Отрицательной чертой полиэстера является невысокая прочность, которая является побочным эффектом тонкого слоя материала на поверхностях. Материал очень легко царапается и повреждается. Решить это возможно посредством обработки кварцевым песком. Но такая дополнительная процедура сделает процедуру нанесения дороже.
Существует две разновидности полиэстеровых покрытий: глянцевая и матовая. Они различаются только по свойствам. Матовое покрытие имеет шероховатую поверхность, может применяться для имитации текстуры и рельефа древесины, кирпича или камня, наносится толстым слоем, поэтому, в отличие от глянцевого, срок службы такого материала может достигать до 40 лет.
Пурал
Для изготовления пурала используется полиуретан и модифицированный полиамид. Данное покрытие имеет шелковисто-матовую поверхность и отличается невосприимчивостью к резким температурным передам и высокой термостойкостью.
Это очень долговечный материал – он может прослужить до 50 лет. Не смотря на тонкий слой (до 50 мкм), пурал очень трудно повредить. Помимо этого, данный вид покрытий не выцветает и выдерживает длительное воздействие агрессивных веществ.

Из минусов пурала можно выделить высокую стоимость и меньшую, чем у пластизоля, стойкость к пластическим деформациям. Но, несмотря на это, данный материал более оптимален по соотношению характеристик и стоимости.
Покрытия на основе пурала применяются на производствах кровельных элементов из оцинкованного металла. Они имеют красивый внешний вид, устойчивы к воздействию ультрафиолета и прекрасно защищают от коррозии.
ПВДФ (полвинилденфторид) – одно из популярных видов полимерных покрытий. В его состав входит поливинилхлорид (80 %) и акрил (20 %). Благодаря стойкости к выцветанию и блестящей поверхности ПВДФ используется в декоративных целях: для придачи основаниям эффекта «металлик, глянцевого блеска, серебристых или медных металлических оттенков.

Покрытие обладает очень высокой стойкостью к механическим повреждениям и имеет наибольший срок службы. Оно также подходит для обработки изделий, работающих в агрессивных условиях.
Антифрикционные покрытия как разновидность полимерных
Особый вид полимерных покрытий – антифрикционные твердосмазочные покрытия (АТСП). Они похожи на краски, но краситель в них заменен на мельчайшие истицы твердых смазок, распределенных по объему связующего вещества и растворителя.
Для производства полимерных АТСП используется политетрафторэтилен (тефлон, ПТФЭ), дисульфид молибдена, графит и другие твердосмазочные вещества. В качестве связующего могут выступать как органические, так и неорганические материалы: титанат, эпоксидная смола, акриловые, полиамид-имидные, фенольные и т.п. компоненты.
В России разработкой и изготовлением таких материалов занимается компания «Моделирование и инжиниринг». В линейку продукции входят антифрикционные твердосмазочные покрытия, предназначенные для решения различных задач, очистители и специальные растворители.
Полимерные покрытия MODENGY – MODENGY 1010, MODENGY 1011, MODENGY 1014 и другие – отлично зарекомендовали себя в подшипниках скольжения, направляющих скольжения, зубчатых передачах, других средне- и тяжелонагруженных узлах трения скольжения, крепеже и резьбовых соединениях, деталях двигателей транспортных средств (штоки клапанов, юбки поршней, дроссельные заслонки, коренные вкладыши, шлицевые соединения), трубопроводной арматуре, металлических и пластиковых элементах автомобильной техники (скобы, пружины, петли, замки, механизмы регулировки и т.п.), а также других парах трения металл-полимер, металл-резина, металл-металл, полимер-полимер.

Преимущества полимерных покрытий MODENGY:
Работоспособность в запыленной среде, вакууме и радиации
Низкий коэффициент трения
Высокие противоизносные, антикоррозионные и противозадирные свойства
Широкий диапазон рабочих температур
Устойчивость к кислотам, органическим растворителям, щелочам и прочим химикатам
Способность создавать на деталях тонкий защитный слой, практически не меняющий их исходный размер
Полимерные покрытия MODENGY позволяют эффективно управлять трением, повысить ресурс и эффективность оборудования, обеспечить поверхностям деталей необходимый набор защитных и триботехнических свойств.
Благодаря применению АТСП MODENGY можно полностью отказаться от пластичных масел и смазок. Технология твердой смазки позволяет создать узел трения, которому не требуется обслуживания. Антифрикционные покрытия наносятся однократно и обеспечивают смазывание и защиту различных деталей в течение всего срока их службы.
Особенности полимерных покрытий
К полимерным покрытиям предъявляют достаточно серьезные требования. Во-первых, они должны обладать очень высоким сцеплением с поверхностью, так как они связываются с металлическим основанием на молекулярном уровне, а не просто его покрывают. Второе – устойчивость к различным деформациям, которая не позволяет покрытию разрушиться при механических воздействиях.
В-третьих, такие материалы не должны терять своих свойств при длительном воздействии воды, щелочей, растворителей, различных химикатов, высоких температур, УФ-излучения. Если покрытие отвечает всем этим запросам, область его применения существенно расширяется.
Возможность выбрать практически любой цвет
Устойчивость к агрессивным веществам и воде
Поговорим о минусах полимерных покрытий. Главный из них – высокая стоимость, которая складывается из количества материала и применения специального оборудования. Но, наряду с этим, полимерный слой наносится на весь срок эксплуатации, а также не требует обновления или подкрашивания слоя. Поэтому окупаемость такого покрытия происходит очень быстро.

Сложное удаление с поверхности, в то же время, является и минусом. От них очень сложно очистить основания деталей, так как полимерные составы слабовосприимчивы к механическому воздействию и химикатам. Ввиду того, что специальных очистителей для удаления подобных материалов не существует, просто так стереть такой слой не получится. Это также обусловлено связью полимерного покрытия с поверхностью на молекулярном уровне. Чтобы его удалить, потребуется специальный инструмент.
Полимерные покрытия не получится нанести самостоятельно. Технологический процесс включает в себя применение определенного оборудования, которое можно найти только на предприятиях или специалистов, занимающихся выполнением подобных работ. При попытке нанесения с использованием подручных средств ничего не получится, а израсходованные средства будут потрачены впустую.
Ну и последний минус – нанесение полимерных покрытий, кроме антифрикционных, возможно только на металлы, которые хорошо проводят электричество. Это обусловлено применением технологии магнитной индукции для создания слоя покрытия.
Технология нанесения
Оборудование играет главную роль при нанесении, особенно краскопульт. Его особенность состоит в том, что кроме распыления материала, он заряжает его электричеством. На окрашиваемую деталь подается отрицательный заряд, а на бак краскопульта – положительный. Магнитная индукция возникает при контакте краски и поверхности покрываемого элемента. По своей природе она схожа с дуговой сваркой при замыкании электрода.
Нанесение состоит из нескольких этапов. Их качество напрямую зависит от умений маляра. Даже малейшие отклонения от технологии могут привести к порче изделий, а также полностью лишить полимерное покрытие рабочих характеристик.
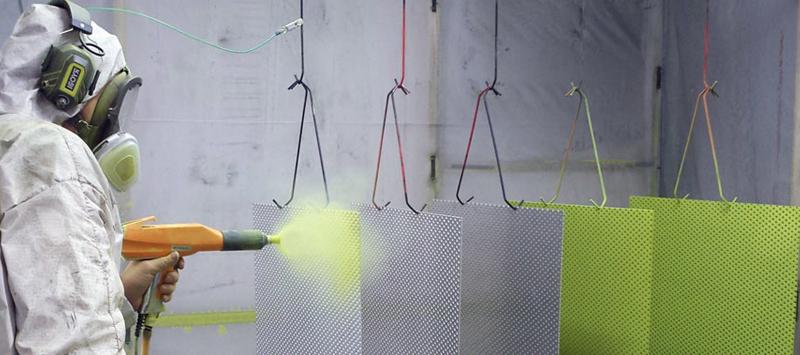
В первую очередь производится подготовка окрашиваемых поверхностей. С них нужно удалить все возможные загрязнения и окислы, а затем обезжирить. Участки деталей, которым не требуется окраска, закрываются.
Следующий этап – нанесение. Сюда входит грунтование, окрашивание и лакирование. Все эти действия выполняются в специальных камерах, которые изолированы от проникновения пыли и других частиц. Сама камера должна иметь хорошее освещение, так как мастеру в процессе работы нужно видеть поверхность детали при любом ракурсе, чтобы правильно нанести покрытие. Сами детали подвешиваются на специальных крюках и на них подается отрицательный заряд. После этого следует нанесение. Вследствие того, что по технологии покрытие следует нанести одним слоем за один раз, этот процесс занимает очень много времени. При каких-либо паузах при нанесении полимерный слой будет неравномерным.

Далее следует отверждение покрытия. Детали медленно нагреваются в специальной камере с максимальной температурой +200 °C в течение 60 минут. Время и температура зависят от слоя. Так, например, для грунта нужно меньше времени и невысокие температуры, чем для отверждения лака. Правильность полимеризации также зависит от скорости повышения температуры в печи. Все дело в том, что при нагреве краска растекается по поверхности изделий и заполняет все труднодоступные места, а для этого нужно медленное и равномерное нагревание.
На следующем этапе детали охлаждаются. Для этого температура постепенно снижается до +100 °C. Для этого не требуется специальных приспособлений, так как печь остывает без постороннего вмешательства. При резком падении температуры до 100 °C покрытие на поверхности деталей может растрескаться. По этой же причине запрещается открывать печь.
После охлаждения изделий они извлекается из печи и доставляются в камеру покраски для напыления следующего слоя покрытия. Последний слой – декоративный, и его нанесение необязательно. Он лишь усиливает эстетичные свойства краски, а для обеспечения оптимальных защитных параметров достаточно двух слоев покрытия.
Технология полимерной покраски металла
Полимерная покраска металла пришла на смену более традиционным способам. Технология заключается в нанесении на поверхность спекаемого порошкообразного красителя из полимеров. В обиходе его называют «сухой покраской», по причине отсутствия растворителя. Порошковый состав краски состоит из эпоксидных и полиэфирных смол. Термическое воздействие образует плотный слой, сроки службы не менее 20 лет.
Как выполняется операция
- 1 этап – предварительно металл обезжиривают, удаляют с него всю грязь, обрабатывают специальным составом – фосфатирование, который повышает адгезию и антикоррозийные свойства;
- 2 этап – наносится слой краски;
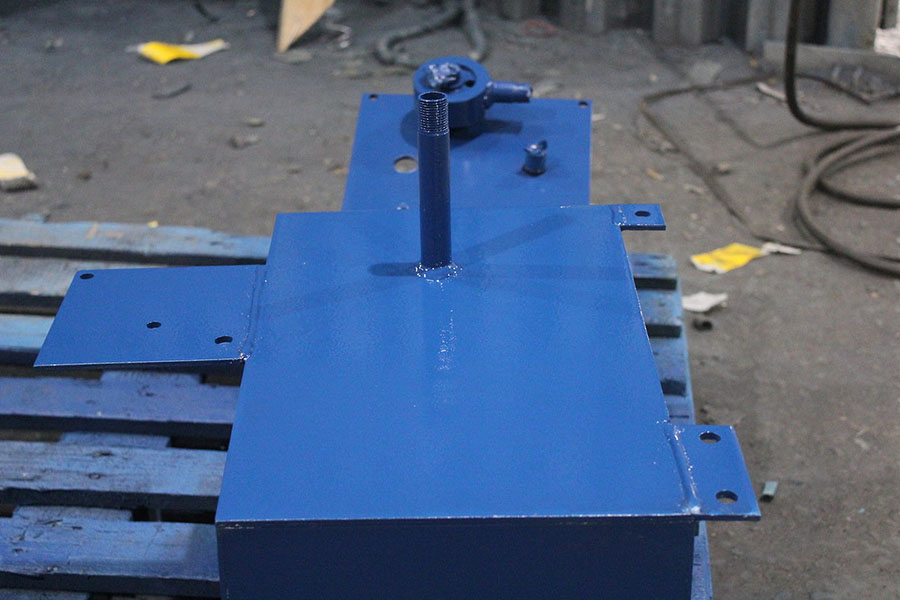
- 3 этап – спекание покрытия и полимеризация в сушильной печи, для формирования пленочного покрытия. К примеру, оцинкованные листы с полимерным покрытием используются в фасадных и кровельных работах.
Способ обработки металлических рулонов
Окрашенный прокат получают путем нанесения полимерной покраски толщиной до 200 мкм, покрытие может быть одно- и двуслойным. Изделия из оцинкованной стали, покрытые специальным составом полимерного слоя, эффективнее справляются с коррозией и обладают широкой сферой применения. Распространенные полимерные краски – полиэстер матовый, алюцинк, пурал и пластизол.
Обработка металлоконструкций
Преимущества обработки металлоконструкций с точки зрения нанесения – отсутствует неприятный запах, после нанесения не оставляет потеков, пузырей и трещин. Полезные свойства порошковой краски:
- • антикоррозионная защита;
- • электроизолирующие свойства;
- • невосприимчивость к ультрафиолету;
- • устойчивость к механическим нагрузкам;
- • широкий диапазон температурной эксплуатации;
- • декоративные свойства.
Виды полимерных красок
Полимерные краски бывают всех цветов и оттенков радуги. Но кроме цвета, есть и другие классификации. Например, в зависимости от материала, который образует полимерную гладкую плёнку при покраске, порошки могут быть: эпоксидными, полиамидными, полиэфирными, полиэфирно-эпоксидными и сделанными на основе эпоксидных смол. Фактура полимерной краски может быть матовой, глянцевой или текстурной, а также различают оттенки «муар» и «металлик». Красители бывают для наружных работ и для внутренней отделки металлоизделий. В зависимости от способа застывания полимеры тоже бывают разные: есть такие, которые «схватываются» на поверхности изделия методом простого нагревания, а есть краски, застывающие только под воздействием ультрафиолетового излучения. Если покрытие формируется в следствие химической реакции – это термоактивная краска, а если методом плавления и нагревания в камере полимеризации, то это – термпластичнае покрытие.
Преимущества полимерных красок
Порошковые красители имеют ряд преимуществ, за счёт которых ими можно обрабатывать наружные и внутренние изделия из разных видов металла.
К достоинствам полимеров относятся:
– им не страшны механические повреждения: если металлоизделие повредится или деформируется, то окраска просто примет новую форму, оставшись на поверхности;
– водо- и влагозащищённость: полимерное покрытие не утрачивает свои качества, даже если изделие длительное время находится в воде или под водой;
– стойкость к воздействию УФ-лучей: в то время, как другие виды красок от солнечного света могут выцвести, разрушиться и потерять все свои свойства, полимерное покрытие останется такими же прочным и ярким, с ним ничего не случится даже в самый солнечный день;
– могут выдерживать огонь и высокую температуру: так как полимерное окрашивание производится под сильным тепловым воздействием, то в дальнейшем высокий температурный режим покрытию не страшен; порошковой краской можно даже покрасить мангал и котёл отопления.
– не разрушается от химических веществ.
Как выбрать краску
Полимерную краску выбирают в зависимости от вида работы, изделия и места его дальнейшего использования. Для отделки элементов в помещении выбирают экологически чистые красители, без резкого запаха. Для окрашивания поверхностей, которые будет использовать снаружи, полимерные краски должны обладать устойчивостью к влаге, солнцу, пыли. Рекомендуют выбирать быстросохнущие типы порошковых красителей. Кроме того, для металлоизделий необходимы краски, обладающие защитой от коррозии. Также необходимо определиться, какая поверхность вам подходит – глянцевая или матовая. Глянцевую легче мыть, она более практична. Но матовой можно замаскировать мелкие дефекты на поверхности металла. Обязательно нужно смотреть на срок годности – чем он ближе к дате изготовления – тем лучше.
Область применения окрашивания
Полимерные красители используют, чтобы обрабатывать металлические изделия для наружного и внутреннего пользования. Красками на основе полимеров покрывают трубопроводы, металлические полы, элементы складских помещений и кораблей. Краску используют не только как декоративное украшение поверхности, но и в качестве защитного покрытия – например, красят конструкции из металла в бассейнах, которые постоянно контактируют с водой. Полимерной краской окрашивают автомобили, бытовую технику (ванные, котлы, бойлеры, холодильники), обрабатывают элементы мостов и виадуков, зданий и других металлических конструкций.

Подготовка поверхности
Перед тем, как наносить полимерное покрытие на поверхность металлического изделия, его нужно подготовить. Это нужно, чтобы краска легла ровно, не создавала комок и быстро застыла. Подготавливая изделие для полимерной окраски, мастер должен очистить поверхность, убрать все дефекты, устранить жировые загрязнения, масляные пятна. Если изделие старое, то сперва нужно избавиться от остатков прошлого окрашивания и удалить продукты коррозии. Очистку и подготовку металлоизделий осуществляют механическими, термическими и химическими способами. Цель подготовки: готовая поверхность должна стать максимально совместимой с полимерным покрытием, не терять при этом свои свойства и качества и не снижать защитное качество окрашивания.
Металл с полимерным покрытием

Для изготовления металлочерепицы, сайдинга, профнастила, строительных конструкций, бытовой техники все чаще используется сталь с полимерным покрытием, так называемая «полимерка», «металлопласт». Полимерные покрытия для металла используются в Европе уже более 40 лет для придания строительным конструкциям декоративных свойств и защиты от коррозии. Металлы с полимерным покрытием объединяют в себе прочность стали с коррозийной стойкостью полимерного покрытия.
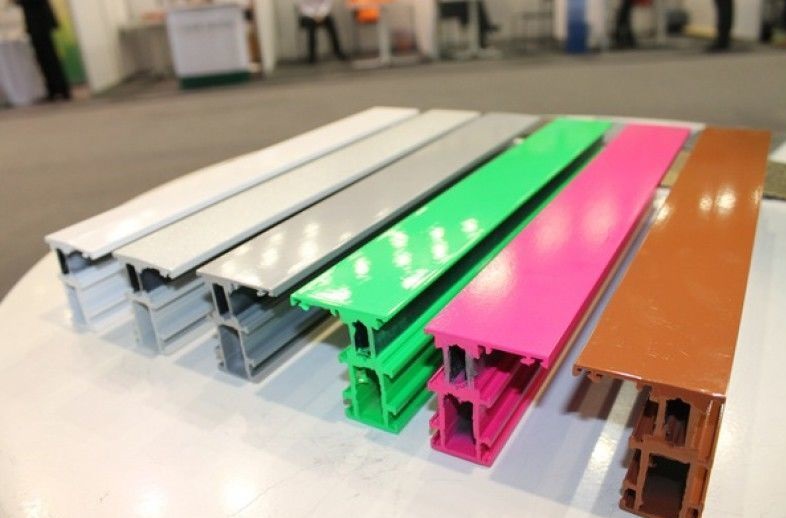
Цветовая палитра металла с полимерным покрытием весьма разнообразна, поэтому при выборе цвета обычно используют каталоги цветов либо образцы цвета. Покрытие может быть матовым и блестящим, иметь различную фактуру (в том числе имитировать дерево, камень и пр.).
Структура стального листа с полимерным покрытием
Нанесение полимерных покрытий на оцинкованную сталь – сложнейший процесс, так как стальной лист с полимерным покрытием имеет многослойную структуру: стальной лист, слой цинка, пассивирующий слой, слой грунта, с лицевой стороны – слой цветного полимера, а с нижней стороны листа «многослойный пирог» завершает защитная краска.
В качестве основы при изготовлении берется стальной прокат толщиной 0,4-2,0мм. На него может наноситься слой цинка (или алюмоцинка) как гальваническим методом, так и методом погружения в расплав. Иногда полимерное покрытие наносят сразу на черный металл (однако такие металлопласты очень недолговечны). Затем металл пассивируется, грунтуется и покрывается защитным слоем различных полимеров.
Методы нанесения полимерного покрытия
Полимерное покрытие получают различными методами:
- путём нанесения на полосу заранее изготовленной плёнки,
- погружением полосы в расплав полимера,
- валковым методом нанесения жидкого полимера(Coil Coating),
- напылением полимера в порошкообразном состоянии электростатическим методом.
Покрытие может быть как одностороннее, так и двустороннее. Прокат с односторонним полимерным покрытием – это прокат с двухслойным полимерным покрытием на лицевой стороне и однослойным полимерным покрытием на обратной стороне.
Двухслойное полимерное покрытие – покрытие, состоящее из слоя грунта и слоя отделочного полимера.
Однослойное покрытие – это, как правило, покрытие обратной стороны проката, состоящее из слоя защитной эмали без регламентирующих требований к внешнему виду, толщине, коррозионной стойкости и т.д.
Нанесение полимерного покрытия является заключительным этапом производства металлопроката. По желанию заказчика может наноситься защитная пленка из полиэтилена.
Таким образом, чаще всего сталь с полимерным покрытием имеет нижеприведенную структуру.
1 – стальной лист
3 – пассивирующий слой (антикоррозионный слой)
5 – полимерное покрытие
6 – защитная краска с обратной стороны
.jpg)
Грунтовочный слой предназначен для обеспечения прочного сцепления и высокой коррозионной стойкости всей системы, т.е. от качества грунтовки зависит, насколько будет крепко держаться полимерное покрытие.
Виды полимерных покрытий для стального листа
В качестве полимерных покрытий используют:
- полиэстер (полиэфир), обозначается PE. SP;
- полиэстер матовый, модифицированный тефлоном, PEMA;
- пурал, полиуретан, модифицированный полиамидом, PURAL;
- пластизоль поливинилхлоридный, PVS;
- поливинилиденфторид, PVDF, состоит из 80% поливинилхлорида и 20% акрила;
- акрил, AY.
Полиэстер является самым популярным покрытием из-за оптимального соотношения «цена-качество» и имеет удовлетворительную устойчивость к УФ-излучению и коррозии. Однако стойкость к механическим повреждениям выше у покрытий Пурал и PVDF.
Пурал дороже полиэстера, но он имеет и более высокую химическую стойкость, а также к механическому воздействию и перепадам температур.
Самым устойчивым к механическим повреждениям из-за толщины, но вместе с тем и наименее стойким к перепадам температур и к УФ-излучениям является пластизоль.
Самое долговечное и наиболее дорогостоящее покрытие – это поливинилиденфторид (PVDF).
Наименее долговечное и нестойкое к механическому и атмосферному воздействию-это акриловое покрытие.
Все эти покрытия могут иметь различную фактуру, блеск, цвета. Таким образом, полимерные покрытия имеют разную стойкость к ультрафиолетовому излучению, к высоким и низким температурам, атмосферному воздействию, к механическим повреждениям и другим
Вышеприведенные покрытия являются изначально жидкими и наносятся валковым методом, который является наиболее распространенным и востребованным как в России, так и в других странах.
Важнейшие требования к покрытиям – прочное сцепление (адгезия) отдельных слоев друг с другом, нижнего слоя с подложкой, твердость, прочность при изгибе и ударе, влагонепроницаемость, атмосферостойкость, комплекс декоративных свойств (прозрачность или укрывистость, цвет, степень блеска, узор и др.).
Основные преимущества проката с полимерным покрытием
- Возможность штамповки, профилирования, гибки металла в готовые изделия (металлочерепица, профилированный настил, детали бытовых приборов и пр.)
- Однородные и стабильные свойства по всей поверхности
- Прекрасные защитные свойства
- Атмосферостойкость
- Сохранение защитных и декоративных свойств более 10 лет
- Разнообразие цветов и фактур
Изготовлением металла с полимерным покрытием занимаются чаще всего металлургические заводы, производящие тонколистовую сталь. Наиболее известные из них: Новолипецкий металлургический комбинат, Череповецкий металлургический комбинат, международные концерны Arcelor Mittal, RАUТАRUUККI OY (Финляндия), ЕСО STAНL (Германия), ISPAT KARMET (Караганда, Казахстан), HOGOVENS (Голландия), BRITISH STEEL (Великобритания), MIRIAD (Франция ) SSAB TUNNPLAT AB ( Швеция ). Однако, сейчас появляется все больше и больше производителей, оказывающих услуги по нанесению полимерных покрытий на любой необходимый заказчику типоразмер листа металлургических гигантов.
Полимерное покрытие металла
Порошковое полимерное покрытие металла – это наиболее эффективный на данный момент известный способ защиты изделий от разрушительного воздействия коррозии. Суть метода заключается в нанесении на поверхность предмета порошковой краски, которая при затвердевании образует сплошную непроницаемую полимерную пленку. Данное средство является хорошей альтернативой:
- жидким лакокрасочным материалам;
- изолирующим материалам (резина, пластик);
- оцинковке.

Прочное крепление обеспечивается за счет притяжения частичек краски к электростатическому полю металла. Важным преимуществом покрытия является способность сохраняться в самых неблагоприятных условиях. Еще один плюс полимерной пленки заключается в ее эстетичности, материалу можно придать любую расцветку. Метод позволяет значительно повысить эксплуатационные свойства и долговечность металлических изделий.
Таким образом, полимерное покрытие обладает следующими свойствами:
- высокая эстетичность;
- непроницаемость;
- низкая цена;
- стойкость в неблагоприятной среде;
- абсолютная устойчивость к воде;
- большая прочность;
- жаростойкость;
- электроизоляционные свойства;
- экологичность;
- абразивостойкость;
- плотное прилегание к защищаемой поверхности;
- высокая вариативность окраса;
- долгое сохранение первоначального цвета.
Технология полимерного покрытия металла
Объект предварительно очищается, с его поверхности удаляются окалины, устраняются другие дефекты, например, окислы, ржавчина. С этими задачами хорошо справляется пескоструйная обработка. Непосредственно перед нанесением краски на участок последний обезжиривается при помощи химических средств. Нередко полимеризация проводится не на всей поверхности изделия. В таком случае не предназначенные для окраски участки прикрываются чехлами, данный процесс называется маскировкой.
нанесение состоит из трех этапов:
- напыление;
- термическая обработка;
- полимеризации.

Предмет помещается в камеру, с помощью распылителей на него наносится порошковая краска. Важно следить, чтобы смесь распределялась равномерно. Температура в камере повышается до момента, когда порошок начинает плавиться, иногда она может достигать 200 градусов Цельсия. Расплавленный материал преобразуется в гладкую и ровную пленку, которая заполняет все поры на поверхности металла. Технология оплавления заключается в прохождении трех этапов:
- оплавление, когда материал переходит в вязко-текучее состояние;
- оплавленные частицы преобразуются в единый слой;
- поверхность металла смачивается расплавленным полимером, в результате чего образуется полимерно-порошковая смесь.
Образование твердого полимерного слоя происходит в камере охлаждения. По мере понижения температуры покрытия оно постепенно становится менее вязким и стягивается, в результате изделие оказывается надежно обтянуто пленкой. Термореактивные разновидности полимерно-порошковых смесей не требуют обязательного специального охлаждения. Обычно покрытие полностью затвердевает в течение суток.
Виды материалов
Для полимерной защиты предметов чаще всего применяются:
- полиэстер;
- пластизоль;
- полиуретаны;
- поливинилдефторид.

Полиэстер является наиболее популярной разновидностью, именно он чаще всего применяется в металлочерепице и профнастилах. Толщина полимерного покрытия составляет 0,02-0,03 мм. Материал отличается прочностью и долговечностью, так срок службы кровли в среднем составляет 20-30 лет, при этом гарантия действует не менее 10 лет.
Покрытие из пластизола обычно обладает большей толщиной, около 2 мм, благодаря чему оно отличается высокой устойчивостью к механическим повреждениям и обеспечивает хорошую защиту от коррозии.
Состав полимерного покрытия
Основой любой порошково-полимерной смеси является так называемое связующее вещество, которое в свою очередь состоит из наполнителя и отвердителя. Всего в состав полимерного покрытия металла входят следующие компоненты:
- связующее;
- пигменты-колеры;
- добавки для достижения технологических характеристик.
Во многие краски можно самостоятельно добавлять колеры, тем самым изменяя их первоначальный цвет.

Сфера применения
Сфера применения порошковых красок постоянно расширяется, материал позволяет значительно повысить эффективность и долговечность традиционных металлических конструкций. Также данный метод используется для покрытия других материалов:

В быту полимерно-порошковая смесь применяется для обработки мебели и фурнитуры, оконных профилей, различной техники, в том числе и офисной, ограждений, кровельных материалов, перегородок, элементов фасада, спортивного инвентаря. Кроме этого, смесь задействуют для защиты производственного оборудовании, станков, складской и торговой техники, колесных дисков.
Качество полимерного покрытия

Полимерные покрытия в настоящее время являются достаточно популярным лакокрасочным материалом. В лакокрасочной промышленности они появились сравнительно давно. Однако, настоящим прорывов в данной области было создание порошковых полимеров, которые отличаются своим необычайным качеством покрытия и долговечностью. Данные покрытия, в сравнении с остальными синтетическими полимерами, являются более молодыми на рынке лакокрасочной продукции.
На сегодняшний день порошковые полимерные покрытия в силу своих уникальных свойств применяются практически в каждой сфере человеческой деятельности. Особенно популярными они являются при окрашивании различных металлических поверхностей, в том числе металлочерепицы, лодок, а также автомобилей. Такая популярность обусловлена высокими защитными свойствами полимерного покрытия, которым покрытия обязаны своими составляющими компонентами. Практически все составы полимерных покрытий содержат в себе основное связующее вещество, которое состоит из основы и отвердителя.
Свойства полимерного покрытия
- Высокие адгезионные свойства. Полимерные покрытия имеют свои особенности во время их нанесения, в связи с которыми они не просто покрывают поверхность, а проникают в нее, т.е. связываются с поверхностью, особенно с металлической, на молекулярном уровне;
- Устойчивость к деформации. Данное свойство свидетельствует о том, что во время повреждения металлического изделия, краска с поверхности не обсыпается, не лущится, а полностью остается на поверхности. Благодаря данной характеристике покрытия активно используются в автомобилестроении, ведь при сильном ударе во время ДТП, краска полностью покрывает кузов, что позволяет осуществлять его рихтовку без перекрашивания;
- Устойчивость к воздействию влажной среды. Это свойство позволяет использовать полимерное покрытие для окрашивания поверхностей, которые поддаются негативному воздействию воды – крыши домов, металлические изделия, постоянно находящиеся под открытым небом, а также лодки, которые большую часть проводят в воде. Даже при постоянном воздействии влаги на покрытие, оно не теряет своих качеств, благодаря чему является отличной антикоррозионной защитой.
- Устойчивость к воздействию ультрафиолета. Как известно, практически все существующие на сегодняшний день краски со временем портятся под постоянным воздействием солнечных лучей. Они выгорают, начинают лущиться и т.д., чего нельзя сказать о полимерных покрытиях, которые способны постоянно находиться на открытом солнце, при этом, совершенно не меняя свои качества;
- Устойчивость к воздействию на краску высокими температурами. В связи с тем, что окрашивание предметов данным типом краски осуществляется именно при высоких температурах, то впоследствии, краска не поддается воздействию высоких температур, в том числе и открытого огня, что дает возможность наносить ее на те предметы, которые имеют непосредственный контакт с открытым огнем. К таким предметам относятся мангалы, печные котлы и др.
- Устойчивость к воздействию агрессивной щелочной среде, а также к любым химикатам, в том числе и растворителям. Данную краску невозможно повредить, используя растворители или любые другие химические вещества. Таким образом, можно специально поместить окрашенный предмет в агрессивную химическую среду и убедиться в том, что на качестве покрытия это никак не отразиться. При чем, вне зависимости от того какое количество времени краска будет находиться под агрессивным воздействием.

Все перечисленные свойства являются также и преимуществами данной краски, которые показывают, что качество полимерного покрытия чрезвычайно высоко. Оно является уникальным материалом, практически вечным, который способен надежно защитить на протяжении всего срока эксплуатации окрашенное изделие от высоких температур, коррозии и многого другого.
Однако, не смотря на то, что порошковые покрытия кажутся, на первый взгляд, идеальными, они также имеют и свои определенные недостатки, к которым относятся:
- высокая стоимость покрытия. Конечно же, не всегда есть крупная сумма сразу, особенно, если лакокрасочного материала требуется большое количество. Однако, при учете, что покраска будет произведена раз и навсегда, что избавляет от периодического перекрашивания предметов, то высокая цена представляется и не такой высокой. Тем более, что купается полимерное покрытие уже в первые несколько лет эксплуатации изделия.
- проблематичное удаление покрытия. В связи с тем, что покрытие не поддается воздействию различных химикатов, а, кроме этого, проникает в окрашиваемый материал, то просто так стереть или соскрести данный лакокрасочный материал просто невозможно. В настоящее время не придуманы еще специальные смывки для подобных покрытий. Таким образом, если просто надоел цвет и есть желание его поменять, поскольку другие причины замены покрытия отсутствуют, то придется краску удалять механическим путем. А данное занятие занимает много времени и требует наличие специальных механических инструментов.
- отсутствие возможности самостоятельного нанесения покрытия. Поскольку полимерные краски наносятся под воздействием высоких температур, то это предполагает наличие специального оборудования, которое есть только у специалистов, занимающихся соответствующей окраской. Таким образом, пытаться нанести самостоятельно краску на поверхность не стоит, так как материал будет израсходован впустую, желаемый результат не будет получен, в результате чего, будут только выброшенные деньги на ветер.
- полимерные покрытия подходят только для металлических поверхностей. В связи с тем, что полимеры наносятся методом магнитной индукции, ими можно покрывать только те материалы, которые являются хорошими проводниками.
Полимерные покрытия. Технология нанесения
Как уже неоднократно говорилось, главной сложностью окрашивания металлических изделий является наличие необходимого оборудования, одним из которых является краскопульт. Его особенность заключается в том, что он не только выступает пульверизатором, но и заряжает порошок электричеством. Таким образом, бак краскопульта подключается к положительному заряду, тогда, как изделие, на которое наносится краска, имеет отрицательный заряд. Это обеспечивает появление магнитной индукции при столкновении краски с поверхностью. Данная магнитная индукция чем-то схожа с той, которая возникает при замыкании электрода в дуговой сварке. Именно благодаря этому и происходит соединение молекул краски и окрашиваемой поверхности.
Весь процесс окрашивания разделяется на этапы, качество выполнения каждого из которых зависит от аккуратности и мастерства маляра. Если же появляются какие-то, даже незначительные, отступления от технологии, то можно полностью испортить изделие, а также свести на нет все положительные свойства полимерного покрытия.

Первый этап – это процесс нанесения полимерного покрытия. Он заключается в том, что происходит в специальной герметично закрытой камере, которая изолирована от попадания внутрь какой-либо пыли и других частиц. К камере предъявляются особые требования, одним из которых является хорошее освещение. Изделие при окрашивании должно быть установлено таким образом, чтобы мастер мог без труда иметь доступ к любой его части, с любой стороны. Обычно, для этого, изделие подвешивается на специальные крюки, после чего к нему подключается минусовой кабель, именуемый «массой». После этого происходит нанесение покрытия. Процесс занимает очень большой промежуток времени, поскольку мастер старается максимальным образом закрыть все части изделия. Сложность данного процесса состоит в том, что краска должна быть нанесена за один подход и одним слоем, иначе покрытие будет нанесено неравномерно.
После того, как краска полностью покрыла изделие, начинается второй этап – полимеризация. Данный этап избавляет краску от необходимости высыхания, а также наделяет покрытия всеми теми уникальными свойствами, о которых было сказано ранее. Полимеризацией называется процесс медленного прогрева изделия в специальной камере, максимальная температура внутри которой может достигать 200 0 С. Обычно полимеризация занимает около 60 минут. Однако, температура и время в процессе полимеризации могут отличаться в зависимости от слоя. Например, для затвердевания грунтового слоя требуется меньше времени и более низкие температуры, чем для затвердевания лака.
Кроме этого, важным также является скорость, с которой печь набирает температуру. На этот факт обращается особое внимание, поскольку во время прогрева краска начинает растекаться по изделию, заполняя все труднодоступные места. И для равномерного ее распределения необходимо, чтобы процесс происходил медленно.
Третий этап нанесения полимерного покрытия является завершающим и заключается в остывании окрашенного предмета. Таким образом, после окончания полимеризации, следует охладить печь до 100 0 С, однако для этого не применяются никакие принуждающие технологии – печь остывает самостоятельно. В противном случае на поверхности покрытия могут появиться трещины. Остывание печи может занять несколько часов. В это время запрещается ее открывать, чтобы не запустить резко холодный воздух внутрь печи и не нанести непоправимый ущерб покрытию.
После остывания печи изделие из нее извлекается и вновь помещается в покрасочную камеру для нанесения следующего слоя. Окрашивание происходит в три слоя, которые состоят из грунта, краски и лака. Последний слой можно и не наносить, поскольку он играет сугубо декоративную роль, поскольку придает краске определенный блеск и глубину, в связи с чем используется автолюбителями. Двух слоев вполне достаточно для того, чтобы изделие было защищено в полной мере.
Таким образом, полимерное покрытие является очень дорогостоящим, но, в то же время, надежным, которое отлично защищает металлические изделия от разного рода повреждений.
Полимерные покрытия
1. Материалы покрытия
Для защиты металлов от коррозии широкое применение находят полимерные покрытия. Они не только защищают металл от коррозионных и прочих химических воздействий, но и придают изделию отличные электроизоляционные, декоративные, антисептические и другие свойства. По сравнению с лакокрасочным и эмалевым полимерные покрытия имеют ряд преимуществ. Они более прочны, эластичны, лучше связаны с металлом; в процессе эксплуатации стираются и растрескиваются значительно меньше, чем эмали.
Металлопласты состоят из основы, металлической подложки и полимерного покрытия. Материалами основы чаще всего являются стальные или алюминиевые листы, придающие металлопластом необходимую прочность и жесткость. Достоинство стальных листов – высокая прочность и незначительный по сравнению с алюминием коэффициент температурного расширения. По сравнению со стальными алюминиевые листы имеют незначительную массу и более гладкую поверхность, более высокую стойкость в кислой среде и промышленной атмосфере.
В качестве металлической подложки в металлопластах используется цинковое покрытие, получаемое методом погружения в расплавленный металл или электрогальванизацией. Толщина электролитического цинка редко превышает 8-10 мкм. Особенно важна оцинковка на торцах и около отверстий, где полимерные покрытия могут отсутствовать.
К полимерным покрытиям предъявляются чрезвычайно высокие требования. Пластик должен быть стоек к истиранию, ударным нагрузкам, действию химических реагентов, температурным и климатическим условиям эксплуатации. Последнее требование является очень важным, поскольку все полимерные материалы в большей или меньшей мере подвержены атмосферному старению. При старении значительно ухудшаются диэлектрические свойства полимера, изменяется естественная окраска и снижается устойчивость к действию различных химических реагентов.
Кроме вида полимера, используемого при изготовлении металлопласта, очень важным является выбор типа (состояния) материала, изготовленного для нанесения на металл. Применяются четыре типа: пластизоль, органозоль, готовая пленка, порошок.
Пластизоль – это свободная или почти свободная от растворителей смола, дисперсированная в веществах, называемых пластификаторами. Пластизоль имеет пастообразный вид и применяется для нанесения толстых (свыше 80 мкм) покрытий. Наличие пластификаторов придает поверхности из пластизолевого покрытия относительную мягкость.
В органозоле количество пластификаторов меньше, а растворителя больше. Толщина покрытия органозолем составляет 30-50 мкм. Поверхность покрытия в этом случае тверже, чем при нанесении пластизоля.
Покрытие пленкой имеет ограниченное применение. Оно используется для изделий, эксплуатирующихся преимущественно внутри помещений, с целью улучшения декоративных свойств. Толщина пленки составляет 50-500 мкм.
Порошкообразные вещества, используемые для покрытий, относятся к системе покрытий без растворителя. Достоинством этого вида покрытия является полноценное использование материала и возможность доведения толщины покрытий до 150 мкм при отсутствии пористых участков и трещин.
Наиболее широко распространен в качестве покрытия для металлов поливинилхлорид (ПВХ). Он обладает рядом ценных качеств. Поливинилхлоридное покрытие позволяет получать толщины широкого диапазона и цветовой гаммы. Оно стойко к кислотам, щелочам, растворителям, имеет хорошие диэлектрические свойства, довольно высокую прочность и эластичность. Недостатком ПВХ является низкая теплостойкость. Максимальная температура длительной эксплуатации +80 ºС, кратковременная +100 ºС. Применяются три основных типа виниловых покрытий: органозоли, пластозоли и пленки.
Применение органозолей и пластозолей обусловлено их высокими физико-механическими свойствами, атмосферостойкостью, химической стойкостью и хорошей антикоррозионной защитой. Большим достоинством этих материалов является высокое содержание сухого вещества (в пластиках 95-100 %, в органозолях до 60 %), что позволяет при нанесении одного-двух слоев материала получать покрытия толщиной 60-300 мкм и более (пластизоли) и 50-80 (органозоли).
Пленочный ПВХ – это пластифицированная поливинилхлоридная смола с добавлением стабилизаторов, наполнителей и пигментов. Молекулы пластификатора, распределяясь между молекулами полимера, уменьшают силы сцепления в пленке (отсюда снижается прочность пленки) и придают молекулам полимера большую свободу передвижения. При этом повышается эластичность пленки.
Кроме пленок ПВХ в качестве покрытий применяются полиэтиленовые пленки. У них высокое сопротивление большинству агрессивных сред и их паров, растворителей, масел и т. п. Полиэтилен
незначительно адсорбирует влагу, в него почти не проникают водяные пары (примерно в 10 раз меньше, чем в поливинилхлоридные пленки). Диэлектрические свойства также намного превосходят показатели поливинилхлорида. Полиэтиленовая пленка практически не горит, а при высоких температурах только плавится.
2. Способы нанесения полимерных покрытий
Разработаны и реализованы следующие основные технологические принципы получения металлопластов:
- нанесение на металлическую основу пластизолей и пластифицированных органозолей;
- плакирование полимерной пленкой металла, предварительно покрытого адгезионным подслоем;
- плакирование металла полимерной пленкой, в состав которой входят компоненты, обеспечивающие прочную и долговечную связь покрытия с подложкой;
- нанесение на металлическую основу пластизолей и пластифицированных органозолей;
Технологическая схема процесса покрытия листовой стали и алюминия включает следующие основные группы операций:
- подготовка поверхности полосы;
- нанесение, полимерных покрытий и отделку поверхности покрытия.
Для нанесения покрытий типа пластизолей и органозолей применяются валковые машины (рис. 6.7). Наносимый материал, находящийся в желобе между двумя дозирующими валками 3, 4, захватывается и передается непосредственно на формообразующий валок 2. Зазор между дозирующим валком и формообразующим определяет толщину слоя покрытия металлической ленты 1.
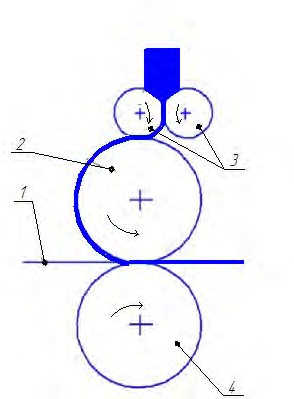
Рисунок 6.7 – Схема валковой машины для нанесения покрытий: 1 – металлическая лента; 2 – наносящий валок;3 – дозирующие валки; 4 – опорный валок
Валковые машины обеспечивают высокую скорость процесса нанесения покрытия (до 90 м/мин) и применяются для непрерывной обработки лент и рулонов. Эти машины включают несколько валковых агрегатов; позволяют без остановки всей машины переходить на формование покрытий другого типа, разных толщин, а также покрывать обе стороны металла. Валковые машины обычно размещают в отдельных изолированных боксах, где создается повышенное давление воздуха (0,7 МПа).
После нанесения на полосу пластизоля она поступает в сушильные печи, где происходит удаление растворителя. Время сушки в зависимости от материала и толщины покрытия, скорости движения ленты составляет 0,5 до 2 мин.
Плакирование металла полимерной пленкой осуществляется по следующей технологической схеме: подача ( сматывание с рулона) металла, подготовка поверхности металла, нанесение подслоя ( грунта) с одной или обеих сторон, нанесение основного ( отделочного) слоя покрытия, сушка, сматывание в рулоны.
Предварительная подготовка поверхности может включать щеточную обработку, химическое или электролитическое обезжиривание, травление, промывку.
Однако предварительная обработка металлических поверхностей может быть недостаточна для надежного сцепления термопластов. Необходимо еще нанесение слоя грунта, в качестве которого применяются сополимеры термопластичных и термореактивных смол. Термореактивная часть сополимера хорошо сцепляется с металлом, а термопластичная перемещается по поверхности и хорошо совмещается с наносимым термореактивным покрытием. Толщина грунтового слоя зависит от состава и может изменяться от 50 мкм до 0,3 мм. Схема установки для нанесения покрытия представлена на рисунке 6.8.
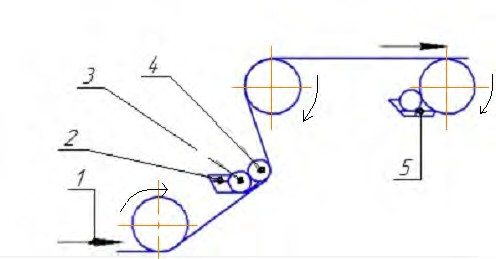
Рисунок 6.8 – Схема установки для нанесения покрытия: 1 – покрывающий валок; 2 – емкость с грунтом; 3 -вспомогательный валок; 4 – натяжной валок; 5 – устройство для нанесения покрытия на нижнюю сторону полосы
Металл после грунтовки имеет температуру 160 ºС, пленка при этом тоже может быть нагрета до 40-50 ºС. Накладывается пленка двумя валками, покрытыми резиной (рис. 6.9). Скорость наложения может быть от 6 до 30 м/мин.
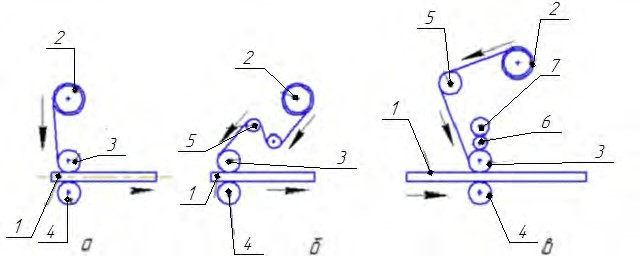
Рисунок 6.9 – Схемы расположения валков для покрытия металлической ленты полимерными пленками: а – без натяжных роликов; б- с натяжными роликами; в – с натяжным и нижним опорным роликом; 1 – лента; 2 – разматыватель с рулоном пленки; 3 – накатывающий валок; 4 – опорный валок; 5 – натяжной ролик; 6 -промежуточный ролик; 7 – верхний опорный валок
Нанесение порошковых полимеров на поверхность металлических материалов может осуществляться различными способами, основным из которых является электростатический.
Сущность электростатического способа напыления состоит в том, что заряженные частицы полимера под воздействием сил электрического поля движутся к изделию и осаждаются на его поверхности. Между напыляемым изделием и распылителем создается поле высокого напряжения, в котором частицы полимера электризуются.
Заряженные частицы образуют облако, которое осаждается на поверхности изделия. В зависимости от величины напряжения и давления воздуха частицы имеет различную степень проникновения в углубления изделия и разную рассеивающую способность. Порошок не осевший на изделие улавливается регенерирующим устройством и вновь используется.
Способом электростатического напыления наносят порошковые полимеры, лаки, эмульсии, смолы, фторопласт и др. На рисунке 6.10
приведена схема установки для напыления полиэтилена на поверхность стальной ленты.
Первой стадией процесса является подготовка поверхности ленты, заключающаяся в промывке и травлении. После этого лента поступает в камеру предварительного индукционного нагрева. Нагретая лента подается в ионизационную камеру, в которой специальные распылители наносят порошок на непрерывную движущуюся ленту. Далее полоса поступает на оплавление в горизонтально расположенные индукторы, на выходе из которых охлаждается воздушными форсунками и наматывается в рулон.
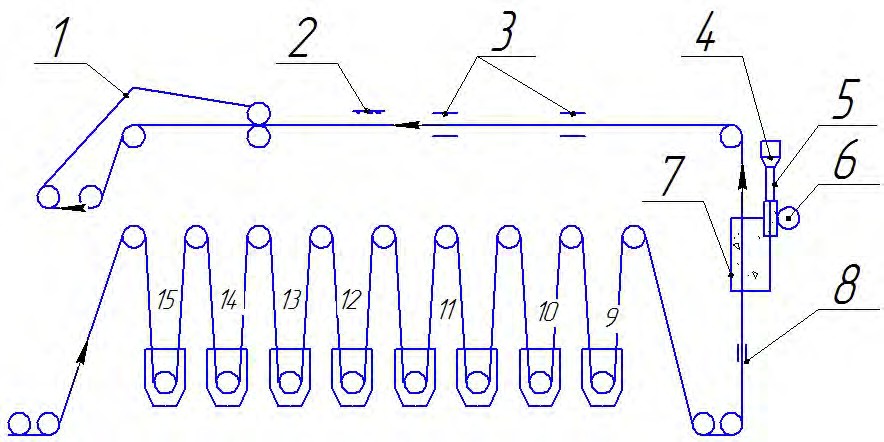
Рисунок 6.10 – Схема установки для получения полимерных покрытий электростатическим напылением: 1 – система наматывания полосы в рулон; 2 – воздушные форсунки; 3, 8 – индукторы; 4 – бункер; 5 – дозатор; 6 – распылитель; 7 – ионизационная камера; 9,14 – ванны промывки горячей водой; 10,12 – ванны струйной промывки; 11 – ванны хромирования; 13 – ванна травления; 15 – ванна обезжиривания
Применение полимерных покрытий
Широкое использование листового проката с полимерными покрытиями связано с его высокими антикорризионными свойствами в разнообразных условиях и широкой цветовой гаммы. Возможность переработки листов с полимерными покрытиями: применение гибки, профилирование, штамповка и др.
В зависимости от предполагаемой области применения могут быть усилены те или иные свойства: погодостойкость, химическая стойкость, стойкость к истиранию.
Листы из профилированного штампованного материала могут служить облицовкой или же входить в состав трехслойных панелей.
В авиа-, вагоно- и судостроении металлопласт используется для внутренней обшивки, отделки, изготовления перегородок.
Металлопласт нашел применение для изготовления кожухов бытовых приборов, холодильников, стиральных машин, торгового оборудования.
Полимерные покрытия с проводящим слоем нашли широкое применение в электро- и электронной промышленности при производстве печатных схем конденсатора.

