

Классификация электродов и техника сварки РДС

Как известно, ручная дуговая сварка используется для работы по следующим основным разновидностям материалов:
- Обычные углеродистые стали;
- Конструкционные стали с нормальным и повышенным содержанием марганца;
- Конструкционные легированные стали;
- Теплоустойчивые и жаропрочные сплавы;
- Различные сорта чугунов, цветные металлы и сплавы на основе алюминия и меди.
Большинство работ сварочными инверторами (Сварог, Брима и другими популярными экономичными марками), трансформаторными моделями и вообще оборудованием для РДС выполняется покрытыми электродами. Стержни для электродов имеют длину от 22 до 45 сантиметров и изготавливаются из стальной или цветной проволоки.
Электродные стержни литого вида встречаются реже, обычно ими «работают» по чугунам и некоторым медным сплавам, бронзе и др. Функциональное назначение электродного покрытия (обмазки) достаточно широко, она необходима для:
- Улучшения устойчивости горения дуги;
- Защиты от воздействия атмосферного азота и кислорода путем образования шлакового слоя;
- Снижения скорости охлаждения ЗТВ с целью минимизации некоторых видов дефектов (горячие трещины, поры и др.);
- Легирования сварочного шва и/или его раскисления для необходимых качеств последующей эксплуатации.
Некачественные или «неформатные» электроды – одна из частых причин сварочных проблем. В общей расходной смете стоимость электродов невелика, даже бюджетный сварочный Сварог цены имеет многократно выше, не говоря уже о премиальных марках инверторного оборудования. Поэтому четкая ориентировка в многочисленных типах и видах электродных комплектующих для РДС обладает большим практическим значением. К счастью, маркировка электродной продукции консервативна и содержит «исторически-достоверные» обозначения.
Общие сведения о маркировке электродов для РДС
По назначению.
Литера У в названии обозначает применимость к работе по низколегированным и углеродистым сталям с пределом прочности швов менее 600 МПа;
Л – для конструкционных сталей со средним легированием и σв менее 600 МПа;
Т – для теплоустойчивых легированных сталей;
В – сталей с особыми свойствами и высоким уровнем легирующих примесей.
По относительной толщине покрытия.
Отношение общего электродного диаметра D к диаметру сердечника (проволоки) dэ может изменяться в широком диапазоне.
М обозначает тонкое покрытие — D/dэ ≤ 1.20;
С – покрытие средней толщины, D/dэ которого лежит в пределах от 1.20 до 1.45. Основная масса сварочного оборудования широкого применения предназначена для электродов с покрытием тонкой и средней толщины, сварочные инверторы Сварог здесь не исключение.
Реже используются электроды с толстым (от 1.45 до 1.80) и особо толстым (D/dэ > 1.80) слоем обмазки. Их маркируют буквами Д и Г соответственно.
По виду покрытия.
Тот же принцип буквенного обозначения используется и здесь:
Б – покрытие основного вида;
А – кислое;
Р – рутиловое;
Ц – целлюлозное;
Ж – с содержанием в обмазке не менее 20 % порошкообразного железа от общей массы;
П – все остальные виды.
При смешанном составе покрытия маркировка состоит из двух букв.
По возможной пространственной ориентировке при сварке.
Сварочные электроды для РДС бывают:
— Универсальные, сваривают в любых положениях;
— Для всех видов работ, за исключением вертикальных швов в направлении «сверху вниз»;
— Для всех видов нижней сварки, для горизонтальных швов на вертикальных стенах и вертикальных швов «снизу вверх»;
— Только для нижнего положения при сварке.
Некоторые сварочные «хитрости»
Все без исключения инструкции по ручной дуговой сварке включают в себя рекомендации по «оптимальной длине и дуги и должной скорости ее перемещения вдоль линии шва», без конкретизации этих требований. Между тем полезно будет знать, что:
- Короткая дуга затрудняет формирование шва и всю работу – ЗТВ попросту не видно;
- Излишняя длина дуги приводит к пористости, разбрызгиванию и общему ухудшению качества шовного металла»
- Избыточная скорость сварки становится причиной непроваров и лакун;
- Медленная сварка ведет к деградации и хрупкости соединений.
Рекомендованная величина зазора между торцом электрода и свариваемым изделием составляет порядка 3 – 5 мм. но это эмпирическая величина. Правильнее будет говорить, что зазор должен лежать в пределах от половинного до полуторного диаметра электрода и быть постоянным при поступательном движении дуги. Чем выше квалификация сварщика – тем меньше колебания зазора и выше точность движений по сварочной траектории. Условия работы (вид металла, марка электродов, пространственная ориентировка и т.п.) тоже лимитируют величину скорости и зазора. Однако опыт и мастерство первичны, даже при работе на сварочных Сварогах, цены которых позволяет осваивать премудрости сварки самому широкому кругу желающих.
Существует много способов движения электродным торцом, назовем наиболее популярные «техники» с указанием особенностей их применения:
- Линейный шов. В результате образуются валики-нитки шириной от 0.8 до 1.5 dэ. Используется по всем видам тонкого металла, при выправлении большинства дефектов и проварке первого (корневого) слоя в многослойных швах.
- Возвратно-поступательные движения вдоль линии шва. Колебания короткой амплитуды увеличивают ширину – например, при широком межкромочном расстоянии. Длинные колебания помогают выполнять вертикальные и потолочные стыки и другие виды сложных сварочных работ.
- Лесенка поперек линии шва, полумесяцем или прямыми линиями. Используется там, где нужен минимальный прогрев кромок – при нижних положениях, стыках без скоса кромок и т.п., то есть даже бюджетные сварочные инверторы Сварог с успехом могут выполнять такие работы.
- Возвратно-поступательное + лесенка. Бывает с задержкой на кромках либо с повторным прохождением сварочной ванны. Усиленно прогревает торцы стыкуемых поверхностей. Применяется для стыковых швов по скошенным кромкам; угловых соединений в нижних и вертикальных положениях; однопроходных угловых и стыковых швов и других непростых видах сварки.
- С задержкой на одной кромке. Незаменимый метод для сваривания конструкций различной толщины.
- Спиралевидный шов. Обеспечивает полный провар кромок с глубоким прогревом корневого шва.
Способы выполнения швов в зависимости от толщины металла и длины кромок бывают следующими:
- Короткие швы, не превышающие 25 сантиметров в длину, сваривают «на проход», от начала и до конца без перерыва;
- Швы длиной от 25 до 75 сантиметров начинают от средней точки и ведут от середины к краям;
- Швы длиной до 1 метра в ряде случаев рекомендуют варить обратно-ступенчато-проходным методом. Стык делится на участки длиной до 30 см и выполняется в обратном направлении. То есть каждый участок заканчивается на начальной точке предыдущего шва, приходится несколько раз обрывать дугу.
- Длинные проходы (более метра) для снижения механических напряжений и возможных деформаций выполняют от середины к краям обратно-ступенчатым способом.
- Заварка широких разделанных кромок и металла повышенной толщины (от 15 мм) может производиться экономичным и стандартным оборудованием – таким, как Брима или сварочный Сварог. Ценой бюджетного использования будет необходимость нескольких аппаратов, для одновременной работы по одному стыку. Практически такую работу выполняют в виде многослойных и многопроходных швов, «каскадом» или «горкой». Многослойное заваривание имеет преимущество при угловых соединениях, многоваликовое – при стыковой сварке.
Данные рекомендации не носят обязательного характера и широко варьируются в зависимости от характеристик оборудования, физико-химических свойств соединяемых металлов/сплавов, конструктивных особенностей свариваемых изделий, способностей и опыта сварщика и т.д.
по материалам интернет-гипермаркета Тиберис ( www.tiberis.ru )
Мнение авторов статей может не совпадать с позицией редакции.
 Обнаружили орфографическую ошибку? Выделите её мышкой и нажмите Ctrl+Enter
Обнаружили орфографическую ошибку? Выделите её мышкой и нажмите Ctrl+Enter
Электроды для ручной дуговой сварки
При ручной дуговой сварке плавлением применяют неплавящиеся и плавящиеся электроды, а также другие вспомогательные материалы.
Плавящиеся электроды изготовляют из сварочной проволоки, согласно ГОСТ2246-70 разделяются на углеродистую, легированною и высоколегированною. Всего в ГОСТ включено 77 марок проволоки. Первые две цифры указывают на содержание в проволоки углерода в сотых долях процента. Затем буквой и цифрой поочередно указываются наименование и содержание в процентах легирующих элементов. При содержании легирующих элементов в проволоке менее 1% ставится только буква этого элемента.
Обозначение легирующих элементов:
1,2св08Г2С-О по ГОСТ2246-81 – Ø1,2мм; 0,08% – С, Mn – 2%, Si – 1% и “О” – омедненная (т.е. поверхность проволоки покрыта тонким слоем меди, которая используется для п/а и автоматической сварки).
Классификация электродов
Основными требованиями для всех видов электродов являются: обеспечения стабильного горения дуги и хорошего формирования шва; получения металла шва заданного химического состава, спокойное и равномерное расплавления электродного металла и высокая производительность сварки, легкая отделимость шлака и достаточная прочность покрытий, сохранение физико-химических и технологических свойств электродов.
Электроды изготавливаются по ГОСТ 9966-75 и подразделяются:
– для сварки углеродистых и низколегированных сталей – У
– для сварки легированных сталей – Л
– для сварки легированных теплоустойчивых сталей – Т
– для сварки высоколегированных сталей с особыми свойствами – В
– для наплавки поверхностных слоев – Н
По толщине покрытия электроды подразделяются на электроды с тонким, средним, толстым и особо толстым покрытием предусматривает также три группы электродов – 1, 2, 3, 4.
По виду покрытия электроды подразделяются:
– с кислым покрытием – А
– с целлюлозным – Ц
– с прочими покрытиями – П.
В зависимости от пространственного положения сварки электроды подразделяются:
2 – для сварки во всех положениях кроме вертикального сверху в низ;
3 – для нижнего положения, горизонтального на вертикальной плоскости и вертикального снизу вверх;
4 – для нижнего и в лодочку.
Электроды подразделяются по роду и полярности тока, а также по напряжению холостого хода.
М – тонкое покрытие; С – среднее; Д – толстое; Г – особо толстое.
Э – электрод для дуговой сварки.
46 – [σВ] временное сопротивление разрыву (минимальное значение), кг/мм2.
А – улучшенный тип электродов.
У – для сварки углеродистых сталей.
Д – толщина покрытия.
2 – вторая группа по содержанию S и P.
В знаменателе: цифры 43 2 (5) указывают характеристики наплавленного металла.
Б – основной тип покрытия.
1 – пространственное положение (для всех).
О – постоянный ток обратной полярности.
Е – для сварки углеродистых и низколегирующих сталей.
432 – σВ=43 кг/мм2, δ% – относительное удлинение δ=22%, ударная вязкость при 50°С не менее 3,5.
Свойства электродов
Шлакообразующие составляющие защищают расплавленный металл от воздействия кислорода и азота воздуха и частично очищают его, образуя шлаковые оболочки вокруг капель электродного металла. Эти составляющие включают в себя титановый концентрат, марганцовую руду, полевой шпат, каолин, мел, мрамор, кварцевый песок, доломит.
Газообразующие составляющие при сгорании создают газовую защиту, которая предохраняет расплавленный металл от кислорода и азота воздуха. Газообразующие составляющие состоят из древесной муки хлопчатобумажной ткани, крахмала, пищевой муки, декстрина, целлюлозы.
Раскисляющие составляющие необходимы для раскисления расплавленного металла сварочной ванны. К ним относятся элементы, которые обладают большим сродством к кислороду, чем железо, например марганец, кремний, титан, алюминий и др.
Легирующие элементы необходимы в составе покрытия для придания металлу шва специальных свойств: жаростойкости, износостойкости, сопротивлености коррозии и повышения механических свойств. Легирующими элементами служат марганец, хром, титан, ванадий, молибден, никель, вольфрам и другие элементы.
Стабилизирующими составляющими являются те элементами, которые имеют небольшой потенциал ионизации, например калий, натрий и кальций.
Связующие (клеящие) составляющие применяют для связывания составляющих покрытий между собой и со стержнем электрода. В качестве них применяют калиевые или натриевое жидкое стекло, декстрин, желатин и др.
Все покрытия должны удовлетворять следующим требованиям:
– обеспечивать стабильное горение дуги;
– физические свойства шлаков, должны обеспечивать нормальное формирования шва;
– не должны происходить реакции между шлаками, газами и металлом, способные образовывать пары в швах;
– материалы покрытия должны, хорошо измельчатся и не вступать в реакцию с жидким стеклом или между собой;
– состав покрытий должен обеспечивать применимые санитарно-гигиенические условия труда при изготовлении электродов и в процессе их сгорания.
К физическим свойствам шлака относят температуру плавления, температурный интервал затвердевания, теплоемкость, вязкость, способность растворять окислы, сульфиды и т.д.
К химическим свойствам – относят способность шлака раскислять расплавленный металл сварочной ванны, связывать окислы в легкоплавкие соединения, а также легировать расплавленный металл шва.
Электроды для сварки углеродистых и низколегированных конструкционных сталей:
УОНИИ13/45, УОНИИ13/55, АНО-3, АНО-4, МР-3, ДСК-50, и т.д.
Электроды для сварки низко- и среднелегированных, закаливающихся сталей:
Э50А, УОНИИ13/55, ЦЛ-17,(10Х5м), 03Л-9 (св13Х25Н18).
Для стали 12Х13 и 20Х13 (электроды УОНИИ-13/1Х13 )со стержнем св10Х13.
Для сварки коррозионностойких, жаростойких и жаропрочных сталей и сплавов:
03Л-14 стали 0Х18, Н10Т, 0Х18Н10 и Х18Н10Т, а также Л40М типа ЭА1Б.
Техника и технология ручной дуговой сварки металлическими электродами
Ручная дуговая сварка металлическими электродами выполняется в следующем порядке:
Металлический электрод вставляют в электрододержатель, к которому подключен кабель, включают источники питания сварочной дуги. Зажигают сварочную дугу касанием электрода об изделие.
Теплотой сварочной дуги расплавляются покрытие и металлический стержень электрода и основной металл – образуется сварочная ванна. Расплавляющийся стержень электрода в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну, в сварочной ванне расплавленный электродный металл соединяется с расплавленным металлом свариваемого изделия, а расплавленный шлак всплывает на поверхность сварочной ванны, защищая ее от внешней среды.
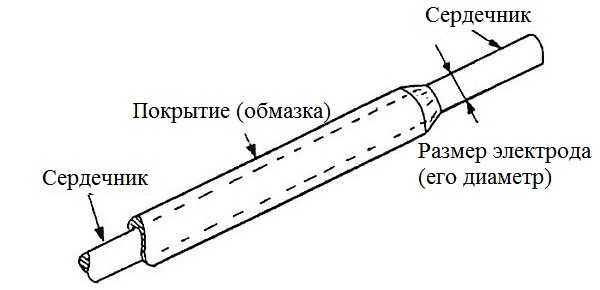
Покрытые электроды для ручной дуговой сварки
 Электроды для ручной дуговой сварки состоят из стержней, изготовленных из сварочной проволоки, на которые нанесён слой защитного покрытия. Покрытие для электродов состоит из смеси компонентов, усиливающих ионизацию и защищающих зону сварки от воздействия воздуха. Покрытые электроды используются как для сварки чёрных металлов, так и для сварки цветных металлов и сплавов.
Электроды для ручной дуговой сварки состоят из стержней, изготовленных из сварочной проволоки, на которые нанесён слой защитного покрытия. Покрытие для электродов состоит из смеси компонентов, усиливающих ионизацию и защищающих зону сварки от воздействия воздуха. Покрытые электроды используются как для сварки чёрных металлов, так и для сварки цветных металлов и сплавов.
Сварочная проволока для электродных стержней
Для ручной дуговой сварки применяют специальные марки сварочной и наплавочной проволоки. ГОСТ2246 предусматривает около 80 марок стальной сварочной проволоки с различным содержанием химических элементов. В зависимости от этого, различают проволоку из низкоуглеродистой стали (марки Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2), из легированной стали (марки Св-08ГС, Св-08Г2С, Св-18ХГС и др.) и из высоколегированной стали (марки Св-12Х11НМФ, Св-10Х17Т, Св-06Х18Н9Т и др.).
Стальную сварочную проволоку, изготавливаемую в соответствии с требованиями ГОСТ2246, применяют для изготовления электродов и используют для всех видов сварки плавлением. Для ручной дуговой сварки покрытыми электродами применяется проволока, диаметром от 1,6 до 6мм.
Стальная наплавочная проволока для электродов
Стальная наплавочная проволока изготавливается в соответствии с требованиями ГОСТ10543. Диаметр проволоки составляет от 0,3 до 8,0мм. Материал – низкоуглеродистая, легированная или высоколегированная сталь.
Различают наплавочную проволоку из углеродистой стали (марки Нп-25, Нп-40 и др.), из легированной стали (марки Нп-40Г, Нп-50Г, Нп-30ХГСА и др.) и из высоколегированной стали (марки Нп-20Х14, Нп-30Х13, Нп-30Х10Г10Т и др.). Марку проволоки выбирают исходя из требуемой прочности сварного соединения, в зависимости от назначения сварной конструкции.
По виду поверхности стальная сварочная и наплавочная проволока может быть омеднённой и неомеднённой. Омеднённую проволоку поставляют по требованию заказчика. Наплавочная проволока, из которой изготавливают электроды для ручной дуговой сварки, имеет условное обозначение буквой Э.
Защитные покрытия электродов для ручной дуговой сварки
В состав защитных покрытий, наносимых на электроды, входят различные компоненты, выполняющие определённые функции:
1. Газообразующие компоненты. К ним относятся неорганические вещества, такие как мрамор CaCO3 и магнезит MgCO3 и др. и органические, такие как крахмал, древесная мука и т.п.
2. Шлакообразующие компоненты. Эти вещества составляют основу защитного покрытия. Чаще всего роль шлакообразователей играют руды (марганцовая, титановая) или различные минералы (ильменитовый концентрат, рутиловый концентрат, полевой шпат, кремнезём, гранит, мел, плавиковый шпат и др.).
3. Легирующие элементы и элементы раскислители. Это кремний, марганец, титан, никель, хром и др. Как раскислитель, часто используется алюминий, который вводится в поскрытие в виде металлического порошка.
4. Связующие компоненты. Основным компонентом, применяемым для связки всех составляющих, является жидкое стекло. Жидкое стекло представляет собой водные растворы силикатов калия и натрия.
5. Формовочные элементы. Это вещества, которые придают покрытию пластичность. Для этой цели используют бетонит, каолин, декстрин, слюда и другие компоненты.
Для ровного горения электрической дуги в состав покрытия входят соли щелочных металлов, жидкое стекло и др. Для увеличения производительности в состав покрытия входит железный порошок, доля которого может достигать 60% от всей массы покрытия.
Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые электроды для дуговой сварки делятся на следующие группы:
У – для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л – электроды данной группы применяют для сварки легированных сталей, а также для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа. Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т – данные электроды предназначены для сварки легированных теплостойких сталей.
В – электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).
Н – электроды для наплавки поверхностных слоёв с особыми свойствами.
Классификация электродов, в зависимости от вида покрытия
А – электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды обладают высокой токсичностью из-за содержания оксида марганца, но, при этом, обладают высокой технологичностью.
Б – основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.). В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций, ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами с основным покрытием, получается сварной шов с высокой пластичностью. Данные электроды используют для сварки ответственных сварных конструкций.
Р – электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3, МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший название этой группе электродов. Рутиловые электроды для ручной дуговой сварки менее вредные для здоровья, чем другие. При сварке металла такими электродами толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет использовать данные электроды для выполнения швов в любом положении.
Ц – группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.). Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк, ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно использовать для выполнения сварки в любом положении. Преимущественно они используются при сварке металлов малой толщины. Недостатком их является пониженная пластичность сварного шва.
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру электродного стержня d), электроды подразделяются на группы:
М – с тонким покрытием (соотношение D/d не более 1,2).
С – со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д – с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г – электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше номер группы, тем лучше качество электрода и выше качество сварки.
Классификация электродов по пространственному положению при сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного расположения свариваемых деталей:
1 – допускается сварка в любом положении;
2 – сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 – сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных снизу вверх;
4 – сварка в нижнем положении и нижнем “в лодочку”.
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию электродов в зависимости от полярности сварочного тока, напряжения холостого хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды делятся на десять групп и обозначаются цифрами от 0 до 9.
Типы покрытых электродов для ручной дуговой сварки конструкционных сталей
Согласно ГОСТ9467, электроды для сварки конструкционных сталей классифицируются в зависимости от механических свойств сварного соединения, полученного при сварке тем или иным электродом и делятся на типы, представленные в таблице:
Типы и классификация электродов для сварки
При работе с ручной электродуговой сваркой вы постоянно работаете с электродами. Этот элемент сварочного процесса не столь прост как кажется и имеет свою обширную классификацию. Сегодня можно подобрать изделия под любые нужды, исходя из свариваемых металлов, вида оборудования, необходимых свойств шва и множества вспомогательных параметров. Ниже вы ознакомитесь с классификацией покрытых электродов и их обозначением.

Какие бывают электроды
Электроды, применимые для работ с ручной дуговой сваркой разделяются на плавящиеся и неплавящиеся. Стержни, плавящиеся при сварке, изготавливают из чугуна, стали, меди или другого металла, в зависимости от материала. Они играют роль анода или катода, а также выполняют функцию присадочного материала. Бывают покрытые или непокрытые.
Покрытие в плавящихся стержнях выполняет много функций от удержания дуги, до формирования газового облака, препятствующего окислению шва.
Неплавящиеся электроды для сварки, изготавливают из различных тугоплавких материалов – графит, вольфрам или уголь. Служат они для розжига и удержания дуги, а заполнение шва присадками выполняется с помощью ручной подачи плавкого материала. 
Из чего состоит плавящийся электрод
Плавящиеся электроды для ручной дуговой сварки состоят из внутреннего стержня и внешнего слоя. Согласно требованиям Госстандарта, при создании плавящихся электродов сварочных используются разнообразные стали: углеродистые, с большим или малым числом примесей, также применяют медь, алюминий, никель и другие цветные сплавы. Состав стержня обусловлен свариваемым материалом, так как оба металла должны подходить друг другу. Исключение составляет чугун, который может свариваться как стальными, так и электродами из меди и железа.
Как и стержень, внешний слой изготавливается с учетом свариваемого металла, именно поэтому его состав может несколько меняться. Но несмотря на это оно неизменно выполняет следующие функции:
- способствует удержанию дуги;
- производит шлак обволакивающий сварочную ванну, расплавляя минеральные компоненты покрытия;
- производит защитный газ, появляющийся как следствие горения органических компонентов покрытия.
- выполняет раскисление или легирование металла.
Классификация покрытых электродов
Учитывая длинный список всевозможных вариаций из покрытия, сплава и других параметров покрытых электродов, для более удобного поиска нужного типа стержней они получили обширную классификацию. Виды сварочных электродов разделяют исходя из таких признаков:
- сплавы с малой долей примесей и углеродистые сплавы;
- материал с большим числом лигатур;
- сплавы усиленной прочности и с уникальными свойствами;
- наплавочные электроды с уникальными свойствами.
Тип – значение конечного шва, характеризующееся прочностью на разрыв, временное или точечное механическое воздействие.
Марки сварочных электродов – уникальное значение присваиваемое изготовителем для внутренней классификации изделий. Именно поэтому маркировка электродов для сварки одинаковых по параметрам, но от различных изготовителей может быть разной.
Толщина внешнего слоя – исходя их соотношений толщины, к размеру центрального прутка классифицируют внешний слой на – тонкие, средней толщины, толстые и самые толстые.
Род тока – электроды постоянного тока, переменного с прямым или обратным подключением.
Состав покрытия – есть разделение на сварочный электрод с кислотным, основным, целлюлозным, рутиловым, слоем с увеличенной концентрацией железа, напыление состоящее из различных слоев.
По допустимым положениям стержни разделяют на изделия допустимые к работе в:
· любых положениях;
· всех за исключением вертикального, направленного вниз;
· нижнее и вертикальное направленное кверху;
· нижнее.
![]()
По качеству или по состоянию шва, после работы со стержнями электроды разделяют на три группы. Изделия лучшего качества относятся к первой группе.
Толщина – параметр указывающий на диаметр стальной основы, может быть в пределах от 1.6 до 12 мм.
Маркировка сварочных электродов и их расшифровка
Чтобы разобраться какие электроды представлены перед вами следует изучить их маркировку. Каждая упаковка содержит информацию о 9 основных характеристиках согласно ГОСТ 9466-75.
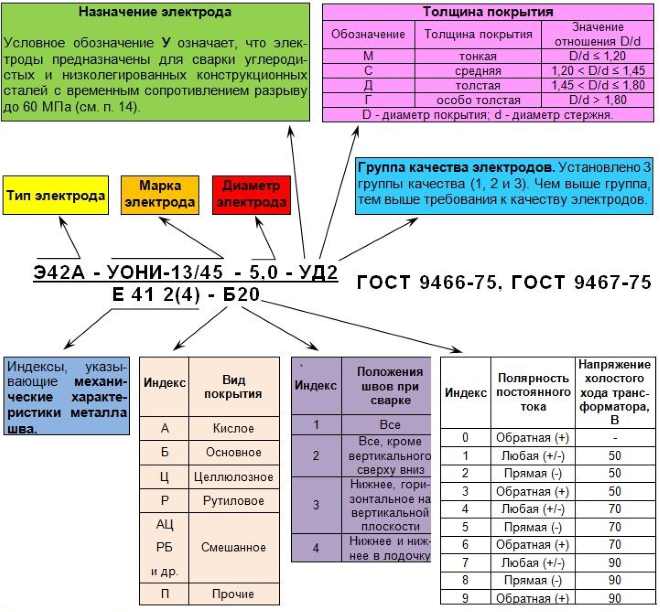
- Типы покрытых электродов для сварки.
Высокопрочные стали, с большой долей углерода, высокими или низкими процентами лигатур, варятся электродами с маркировкой, начинающейся с символа Э – электрод, затем идут цифры, указывающие на предельно допустимые нагрузки при растяжении (кгс_мм2), в конце стоит индекс А – обозначающий повышенную устойчивость шва к пластичным и ударным нагрузкам. Например: Э 42, Э 50, Э46 А, Э 60 и тд.
Термостойкие и высоколегированные стали: символа Э, цифр после тире, указывающих на количество углерода, следом идут буквы и цифры – указывающие на конкретный химический элемент (А – азот, М-молибден, Ф – ванадий и тд.) и его количество в сотых долях. Химические составляющие расположены в порядке убывания их количества в изделии. Например: Э-09М; Э-10ХЗМ1БФ; Э-30Г2ХМ и тд. - Марки электродов для сварки
Марки – параметр индивидуальный и зависит исключительно от производителя. - Диаметр
Толщина внутренней части покрытого электрода колеблется в пределах от 1.6 до 12 мм, в быту чаще всего используются толщины 3-5 мм. - Назначение
Изготовленные для работы с углеродистыми сталями и с низким числом примесей, а также прочностью до 60 кгс/м2, электроды маркируются буквой – У;
Легированные конструкционные стали с пределом прочности выше 60кгс/м2, сваривают изделиями с маркировкой – Л;
Продукцию для сталей с низким коэффициентом теплопроводимости маркируют буквой – Т;
Металлы с большой долей примесей и уникальными свойствами можно сваривать изделиями с маркировкой – В;
Наплавочные слои с уникальными характеристиками производятся изделиями с маркировкой – Н. - Толщина покрытия
Значение, показывающее соотношение толщины покрытия к внутреннему стержню. Если это отношение меньше 1.2, то изделие маркируют символом М и относят к тонко покрытым; средний слой в пределах от 1.2 до 1.45 маркируется символом С; толстые – от 1.45 до 1.8 отмечают символом Д и наконец самое толстое, отношение которого более 1.8 маркируют отметкой Г. - Основные свойства шва
Точные свойства сплавов, для каждого типа эти значения собственные и указывают на прочность, процентный состав примесей, рабочую температуру шва и ряд других показателей. Данные значения можно найти в соответствующих таблицах с расшифровками. - Вид электродного покрытия
А – кислотное покрытие.
Б – фтористо-кальциевое.
Ц – целлюлоза.
Р – рутиловое.
Ж – повышенное содержание железа.
Также существуют смешанные виды покрытия электродов, которые маркируется несколькими буквами исходя из состава. - Маркировка пространственных положений
1 – все,
2 – все, кроме вертикального, направленного вниз;
3 – нижнее, плюс вертикальное (движение снизу-вверх);
4 – исключительно нижнее. - Род сварочного тока и подключение
– Индекс 0 электроды для постоянного тока и обратным подключением;
– индекс 1,4, 7 – указывает на изделия для любых родов напряжения и любых подключений;
– указатели – 2,5,8 – ток любой, но подключение должно быть прямым;
– индексы – 3,6,9 для любых токов и обратного подключения.
Производители сварочных электродов
Ниже, представлена тройка лучших производителей сварочных, покрытых электродов России:
- НПП «Сварка Евразии». За более, чем 70 летнюю историю компания успела освоить полный цикл производства электродов и на данный момент выпускает все виды электродов – плавящиеся, сварочные, для легированных сталей и многие другие.
- ЗАО «Электродный завод». Производитель славится своими изделиями, поставляющимися на крупнейшие машиностроительные заводы страны, также компания выпускает продукцию и для рядового потребителя. Профессиональные сварщики отмечают удобство работы и качество продукции данной компании.
- ООО «НПО Спецэлектрод». Изделия этой фирмы это более 50 различных марок потребительских стержней толщиной до 6мм. Также производство принимает индивидуальные заказы.
Не стоит забывать и про мировых лидеров, тройка лучших:
- Esab – компания с вековой историей и продукцией, признанной лучшей в мире. Эти Шведские электроды знают на всех континентах как самые качественные.
- Kobe Steel – Японская компания, получившая популярность за счет поставок их продукции нефтедобывающим предприятиям.
- Klöckner & Co SE – немецкая компания, производящая сталь и расходные материалы для сварочных работ. Электроды для сварки данной фирмы очень популярны и широко используются в России.
Выбор диаметра электрода для РДС (ММА)
Диаметр сварочных электродов для работы с различными по химическому составу сталями прописан в различных нормативных документах. К примеру, согласно ГОСТ- 9466-75 , определен номинальный диаметр электрода, который соответствует диаметру стержня. Следует отметить, что номинальный диаметр электрода для сварки не включает в себя толщину обмазки.
Толщина покрытия электродов для сварки
Согласно п. 1.5. ГОСТ-9466-75, для каждого диаметра и марки электрода существует своя индивидуальная толщина обмазки. Определяется зависимости от отношения D/d, где D – диаметр с покрытием, а d – диаметр стержня, при этом соотношение у электродов с тонким покрытием (буквенное обозначение М) должно быть менее или равно 1,2; для электродов со средним покрытием (буквенное обозначение С) должно быть менее или равно 1,45; для электродов с толстым покрытием (буквенное обозначение Д) должно быть менее или равно 1,80; а для электродов с особо толстым покрытием (буквенное обозначение Г) должно быть больше 1,80.
К примеру, сварочные электроды УОНИ-13/45 , марка Э-42А УОНИИ-13/45-d4-УД Е 412(4)-Б 20. В соответствии с маркой номинальный диаметр электрода равен d4, показатель – Д означает, что покрытие толстое. Полный диаметр D электрода с покрытием равен 6 мм, отношение D/d или 6/4 равно 1,5, что соответствует параметру электродов с толстым покрытием так как попадает в диапазон от 1,45 до 1,8.
Примечательно, что иностранные производители придерживаются таких же правил, только диаметры импортных электродов не соответствуют российским стандартам. Так к примеру японские сварочные электроды LB-52U имеют номинальные диаметры d. 2,6, d. 3,2, d. 4, а диаметры вместе с покрытием D 3,9, D 4,8, D 6, отношение диаметров равны 1,5, что соответствует толстому покрытию. Также сварочные электроды ОК 53.70 фирмы The ESAB Group произведенные в Швеции соответствуют международным стандартам d. 2,6, d. 3,2, d. 4 мм, а принадлежащий ESAB российский Завод ЭСАБ-СВЭЛ выпускает продукцию с торговой маркой ОК с диаметрами российских стандартов.
Выбор диаметра электрода
Выбор диаметра электрода для сварки осуществляется в зависимости от толщины свариваемого металла, его марки и химического состава, формы кромок, положения сварки, разновидности соединения. К основным особенностям различных диаметров электродов относятся:
1. Сварочные электроды 1 мм – предназначены для работы с металлом, толщина которого 1-1,5 мм, при силе тока 20-25А;
2. Электроды сварочные 1,6 мм – в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются двух размеров 200 или 250 мм, используемые для работы с металлами толщина которых от 1 до 2 мм с силой тока 25-50А;
3. Электроды сварочные 2 мм – согласно ГОСТ9466-75 для низкоуглеродистой и легированной стали изготавливаются длинной 250 мм, допускается также длинна 300 мм, толщина свариваемых металлов от 1 до 2 мм, сила тока 50-70А;
4. Электроды сварочные 2,5 мм – по ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются длинной 250-300мм, допускается также длинна 350 мм, толщина свариваемых металлов от 1 до 3 мм, сила тока 70-100А;
5. Электроды сварочные 3 мм – наиболее широко применяемый диаметр электрода, в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются трех размеров 300, 350 и 450 мм, предназначены для работы с металлами, толщина которых от 2 до 5 мм с силой тока 70-140А;
6. Электроды сварочные 4 мм – широко используемый диаметр пригодный для работы как на профессиональном так и на бытовом оборудовании. Выпускается согласно ГОСТ9466-75 двух размеров 350 и 450 мм для любых видов стали, для металлов, толщина которых от 2 до 10 мм с силой тока 100-220А;
7. Электроды сварочные 5 мм – электроды этого диаметра требуют достаточно мощного сварочного оборудования. В соответствии с ГОСТ9466-75, изготавливаются длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 150-280А;
8. Электроды сварочные 6 мм – предназначены для работы на профессиональном оборудование. Согласно ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 230-370А;
9. Электроды сварочные 8-12 мм – для работы на высокопроизводительном промышленном оборудовании. В соответствии с ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых свыше 8 мм с силой тока от 450А;
При этом необходимо отметить, что при определенном диаметре электрода диапазон силы тока для каждой марки электродов свои. К примеру, при диаметре электрода 3 мм для УОНИ 13/55 сила тока 70-100А, а для МР-3 сила тока 80-140А.
2.2. Электроды для рдс
Для РДС плавящимся электродом применяют электроды, представляющие собой стержни из сварочной проволоки (длиной 225-450 мм) с электродным покрытием.
Электродное покрытие предназначено для повышения устойчивости горения дуги, образования комбинированной газошлаковой защиты, легирования и рафинирования металла.
Для изготовления покрытий применяют различные материалы (компоненты):
Газообразующие компоненты – органические вещества: крахмал, пищевая мука, декстрин либо неорганические вещества, обычно карбонаты (мрамор СаС03, магнезит MgC03 и др.).
Легирующие элементы и элементы – раскислители: кремний, марганец, титан и др., используемые в виде сплавов этих элементов с железом, так называемых ферросплавов. Алюминий в покрытие вводят в виде порошка-пудры.
Ионизирующие или стабилизирующие компоненты, содержащие элементы с низким потенциалом ионизации, а также различные соединения, в состав которых входят калий, натрий, кальций, мел, полевой шпат, гранит и др.
Шлакообразующие компоненты, составляющие основу покрытия – обычно это руды (марганцовая, титановая), минералы (ильменитовый и рутиловый концентраты, полевой шпат, кремнезем, гранит, мрамор, плавиковый шпат и др.).
Связующие – водные растворы силикатов натрия и калия, называемые натриевым или жидким калиевым стеклом, а также жидким натриево-калиевым стеклом.
Формовочные добавки – вещества, придающие обмазочной массе лучшие пластические свойства, – бентонит, каолин, декстрин, слюда и др.
Для повышения производительности сварки, увеличения количества дополнительного металла, вводимого в шов, в покрытии электродов может содержаться железный порошок до 60% массы покрытия. Многие материалы, входящие в состав покрытия, одновременно выполняют несколько функций, обеспечивая и газовую защиту в виде газа СO2, и шлаковую защиту в виде СаО и т. д.
Газовая защита образуется в результате диссоциации органических веществ при температурах выше 200°С, диссоциации карбонатов при температуре
 ,
,  ,
,
а также последующей диссоциации С02
 .
.
Состав шлакообразующих может быть различным. Это оксиды СаО, MgO, MnO, FeO, A123, Si02, Ti02, Na2O, галогены CaF2 и др.
Плавящиеся штучные электроды (с покрытием) согласно ГОСТ 9466 – 75 классифицируют:
толщине и виду покрытия,
роду и полярности тока,
допустимым пространственным положениям сварки.
Согласно этой классификации электроды маркируют.
2.3. Оснащение стационарного поста для рдс
В стационарных условиях сварочного цеха, участка или лаборатории для выполнения работ ручной дуговой сваркой покрытыми электродами оборудуют специальные посты РДС. Пример комплектации стационарного поста РДС представлен на рис. 5.
Пост представляет собой отдельную кабину размером 2×2,5 м и 2×2м. Кабины обязательно имеют стенки для защиты от излучения дуги соседних рабочих мест. Стенки кабины могут быть сделаны из тонкого железа, фанеры, брезента. Фанера и брезент должны быть пропитаны огнестойким составом, например раствором алюмокалиевых квасцов. Каркас кабины изготовляют из стали (из трубы или уголка). Пол в кабине должен быть из огнестойкого материала (кирпич, бетон, цемент). Стены окрашивают в светло-серый цвет красками, хорошо поглощающими ультрафиолетовые лучи (цинковые или титановые белила, желтый крон). Освещенность кабины должна быть не менее 80 – 100 лк. Кабину оборудуют местной вентиляцией.
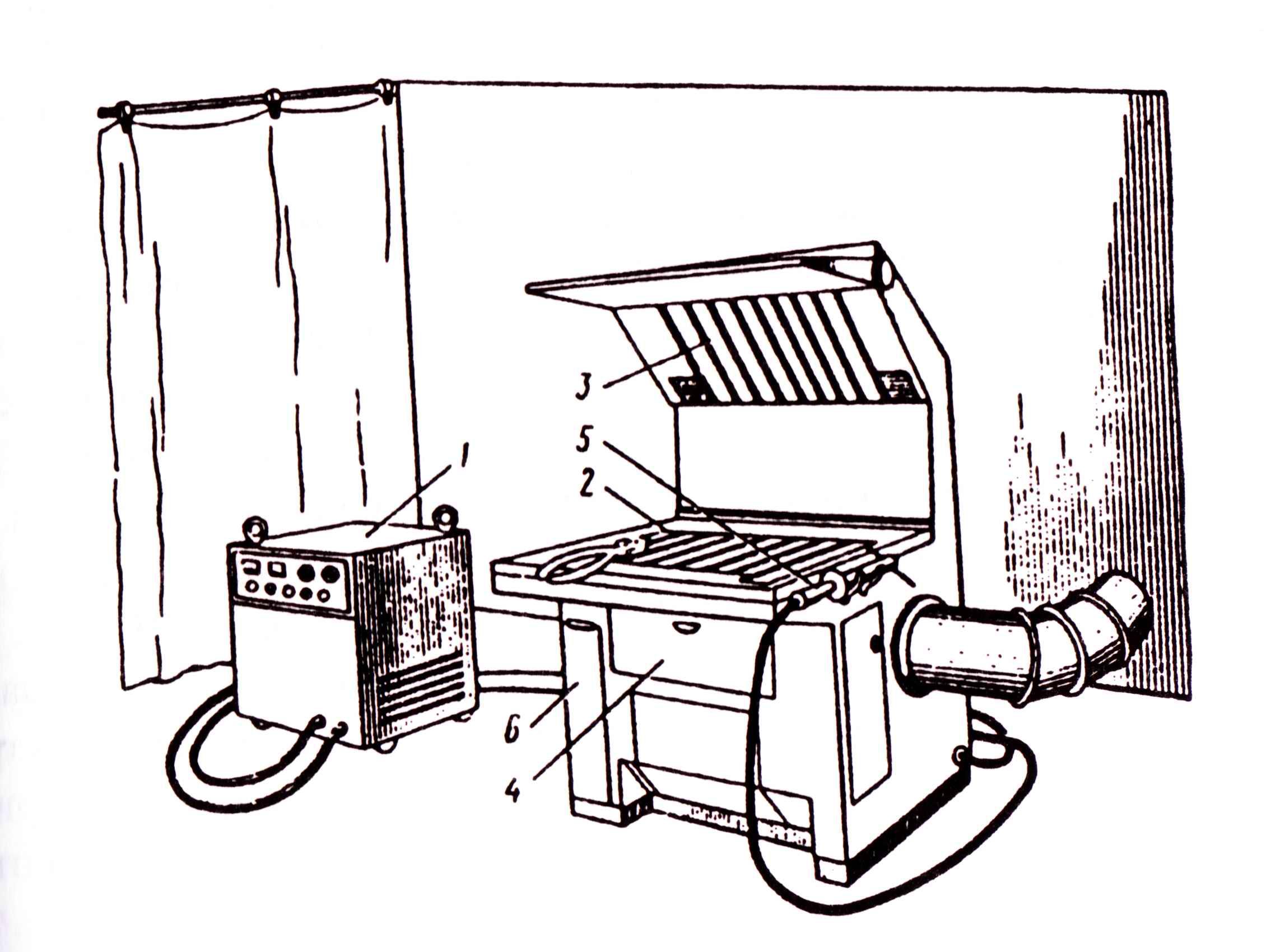
Рис. 5. Стационарный пост для РДС: 1 – источник питания; 2 – сварочный стол; 3 – вентиляционный отсос; 4 – ящик для инструмента; 5 – электрододержатель; 6 – ящик с электродами.
Вентиляционный отсос 3 (рис. 5) располагают так, чтобы газы, выделяющиеся при сварке, проходили мимо сварщика.
Сварку деталей производят на рабочем столе 2 высотой 0,5 — 0,7 м. Крышку стола изготовляют из чугуна толщиной 20 — 25 мм. В ряде случаев на столе устанавливают различные приспособления для сборки и сварки изделий. Если выполняются однотипные работы, то стол заменяется манипулятором, на котором изделие собирается и сваривается в удобном для сварщика положении. Сварочный пост оснащен источником питания 1 (генератором, выпрямителем или сварочным трансформатором).
Обязательным условием выполнения сварочных работ является использование защитных щитков сварщика, которые обязательно имеются на рабочих местах и применяют для защиты глаз и лица электросварщика от прямого излучения электрической дуги, брызг расплавленного металла и искр. Их изготовляют по ГОСТ 12.4.035 из токонепроводящего, нетоксичного и невоспламеняющегося материала. Внутренняя сторона корпусов щитков должна иметь матовую гладкую поверхность черного цвета. Щиток имеет ручку овального сечения длиной не менее 120 мм, или снабжен устройством, удерживающим ее на наголовнике не менее чем в двух фиксированных положениях: опущенном (рабочем) и откинутом назад. Щитки должны иметь массу не более 0,6 кг. Они комплектуются светофильтрами. Светофильтр выбирается в зависимости от мощности дуги (сварочного тока). Нельзя пользоваться случайными цветными стеклами, так как они не могут надежно защищать глаза от невидимых лучей сварочной дуги, вызывающих хроническое заболевание глаз.
Электрододержатели 5 (рис. 6) применяют для закрепления электрода и подвода к нему тока при ручной дуговой сварке. Электрододержатели допускают захват электрода не менее чем в двух положениях: перпендикулярно и под углом не менее 115 0 к оси электрододержателя. Токоведущие части электрододержателя необходимо надежно изолировать от случайного соприкосновения со свариваемым изделием или руками сварщика. Схемы некоторых конструкций электрододержателей показаны на рис. 6.

Рис. 6. Типы электрододержателей: а – вилочный; б- щипцовый; в – завода «Электрик»; г – с пружинящим кольцом.
Для присоединения провода к изделию применяют винтовые зажимы типа струбцин, конец провода в которые впаивают твердым припоем. Зажимы должны обеспечивать плотный контакт со свариваемым изделием.
Для зачистки швов и удаления шлака применяют проволочные щетки – ручные и с электроприводом.
Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила и молотки.
Для хранения электродов при сварке используют специальные ящики 6.
Сварочные провода служат для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи.

