

Литье силиконовых приманок
Самостоятельное литье силиконовых приманок дает возможность изготовить их по своим предпочтениям, а не ограничиваться ассортиментом, представленным у продавцов. Выбор приманок в небольших рыболовных магазинчиках или специализированных интернет-магазинах впечатляет, тем не менее дешевле и эффективнее сделать их все же самому.
Однако имеется один весомый минус, а именно значительные временные траты. Ведь процесс отлива силиконовых насадок крайне кропотлив и длителен. Зато результат вполне оправдан.
Формы для литья силиконовых приманок
Прежде чем приступить к выплавке приманок следует обзавестись самым необходимым, без чего этот процесс невозможен, – формой для их изготовления. Ее можно либо купить, либо смастерить собственноручно.
В продаже, преимущественно в интернет-магазинах представлены разнообразные формы для отлива приманок. Безусловно, купить формы для литья силиконовых приманок не составит особого труда, но гораздо интересней и дешевле сделать их самому. К тому же изготовить такие формы можно исходя из собственных предпочтений.
Любая форма состоит из двух поверхностей, которые соприкасаясь, образуют герметичную область. Поверхности качественных форм должны вплотную прилегать друг к другу. На форме можно разместить до десятка контуров, что в разы убыстряет процесс литья. Качественные матрицы характеризуются наличием воздуховодов, предназначенных для вывода воздуха.
Материал для изготовления форм
В качестве материала для таких формочек используют:
- гипс. Наиболее часто формы изготавливают из этого материала, в связи с его относительной дешевизной и простотой изготовления. Для увеличения прочности изготавливаемых форм в гипс добавляют ПВА и покрывают поверхность лаком;
- герметик. Как и гипс, характеризуется невысокой стоимостью. Минусы аналогичные: недостаточный уровень прочности и непрозрачность полученной формы;
- металл. В отличие от гипса и герметика формы из металла прочны, долговечны и обладают высокой точностью, но их стоимость значительно выше;
- оргстекло. Обладает всеми преимуществами форм из металла, на порядок дешевле обходится и к тому же формы получаются прозрачными. Правда, со временем форма мутнеет;
- камень. Характеризуется отличной прочностью, долгим сроком службы и приемлемой точностью, но цена форм получается высокой.
Методика изготовления форм
Для изготовления гипсовой формы для заливки полимерных приманок потребуется:
- гипс (медицинский или строительный);
- посуда и лопаточка для перемешивания гипса;
- жидкое мыло;
- макет приманки;
- весы;
- вода.
Важно правильно подобрать соотношение воды и гипса. Оптимальным считается соотношение 150 грамм гипса на 100 мл воды. Температура воды и гипса при замешивании должна быть не менее 20 градусов. Более равномерное растворение гипса происходит при его медленном подмешивании в воде на протяжении не менее минуты. При образовании пузырьков от них следует избавиться при помощи постукивания.
Различают 2 вида матриц: односторонние и двухсторонние.
Изготовление односторонних матриц
Для создания такой матрицы требуется готовый макет приманки. Обычно его делают из глины или дерева.
- развести гипс с водой до нужной консистенции;
- получившуюся смесь вылить в пластиковую тару;
- макет приманки поместить в гипсовую массу;
- после застывания образец-имитатор вынуть (обычно около 2 часов);
- для полного застывания требуется не менее 10 часов.
Изготовление двухсторонних матриц
Процесс изготовления таких матриц более сложен:
- двухсторонняя матрица делается при помощи тары, имеющей прямоугольную или квадратную форму. Ее нужно наполовину заполнить гипсовой смесью;
- опустить макет приманки до половины в смесь. Полное застывание происходит обычно за 11-12 часов;
- нанести смазывающую жидкость на поверхность первой части матрицы для того, чтобы после отвердевания второй части матрицы, ее можно было без затруднений отделить от первой;
- изготовить вторую половину матрицы. Дать время для застывания;
- разделить формы и в случае наличия заусенцев устранить их;
- выждать пару дней, чтобы все части матрицы застыли и крепко схватились.
- при помощи ножа или другого острого предмета делается воздухоотвод — канавка от образца к краю матрицы. Нелишним будет обработать получившуюся канавку сверлом. Для изготовления объемных приманок должно быть не менее 8 воздухоотводов.
Приманки, сделанные в таких матрицах, сильно похожи на живых представителей подводного мира. В односторонних матрицах добиться подобной схожести практически невозможно.
Красители, блески, ароматизаторы
Использование красителей при изготовлении приманок является крайне желательным, так как цвет является существенным фактором, влияющим на ее уловистость. Выбор красителей впечатляет, но нет смысла приобретать всю цветовую палитру в связи с тем, что для получения необходимого оттенка можно перемешать несколько различных пигментов.
Блестки добавляют в силикон для того, чтобы придать приманке более естественный вид. Их блеск выглядит как блеск чешуи и на такие приманки лучше реагирует хищник. Размер блесток варьируется от 1 до 6 мм.
Ароматизаторы применяются специальные, обладающие отличной термостойкостью.
Силикон для литья приманок
Выбирая материал для выплавки насадок, следует обратить внимание на термопластик. Среди его преимуществ отличное качество, но он совсем не дешев. В продаже имеются и бюджетные варианты, которые являются безусадочными и обладают небольшой вязкостью.
На сегодня среди материалов для отливки приманок рыболовы выделяют следующие:
- «Элепласт»(ТВ25);
- «Пенталаст»;
- «Silix»;
- «Tortap».
Переплавка испорченных силиконовых приманок
Особенно актуальная тема про самостоятельное литье силиконовых приманок для тех рыбаков, у которых от предыдущих походов на рыбалку осталось немало приманок из силикона с разнообразными дефектами. В таком случае можно существенно сэкономить на силиконе, переплавляя такие испорченные приманки.
Перед нагреванием следует измельчить приманки на небольшие части. Помещая силикон в СВЧ печь важно не перегреть его, так как он может изменить цвет и резко пахнуть, выделяя вредные для человека вещества. В связи с этим крайне важно не забывать проветривать помещение.
Инструкция по литью силиконовых приманок
Сделать уловистую силиконовую насадку совсем нетрудно. Важно в точности придерживаться рекомендованной опытными рыболовами последовательности действий:
- нанести силиконовую смазку на матрицу;
- зажать ее струбциной;
- растопить силикон в СВЧ печи при мощности около 250 ватт, периодически помешивая его;
- набрать силикон в шприц и, поднимая его иглой вверх, выпустить из него весь воздух;
- вставить шприц в литник и выдавить полимер пока он не заполнит все пространство. Сигналом к окончанию этого действия будет появление силикона в воздухоотводе;
- аккуратно извлечь шприц, не переставая выдавливать силикон для того, чтобы в приманке не образовались пустотелые носы;
- через минуту вынуть приманку из формы и остудить ее в холодной воде;
- при помощи ножниц удалить лишние куски силикона;
- прикрепить к получившейся приманке крючок.
У этой последовательности действий могут быть некоторые отклонения. Так при небольших объемах силикона его можно расплавлять непосредственно в шприце.
Полезные советы
- для нагревания полимера подойдут любые керамические или стеклянные емкости. Но наиболее предпочтителен вариант с фротопластом, потому что он обладает повышенной прочностью и отлично сохраняет температуру.
- чтобы избежать ожогов следует вынимать из микроволновки нагретую посуду с силиконом через тряпку или надев перчатки;
- для заливки силикона рекомендуется использовать фторопластовый шприц. При отсутствии такой возможности подойдет и стеклянный шприц. Но с ним необходимо быть крайне внимательным в связи с его хрупкостью. Использование обычных шприцов из пластмассы категорически неприемлемо, так как они теряют форму от нагретого силикона.
Литье силиконовых приманок в домашних условиях – занятие, действительно требующее огромных временных трат. Тем не менее, это того стоит, ведь так можно не только значительно разнообразить процесс рыбной ловли, но и значительно сэкономить.
Разборная форма из силикона для литья своими руками
Сегодня мы будем создавать сложную форму из силикона для многоразовых отливок.



Автор постарался слепить этот макет более-менее похожим по форме на тот самый взрыв. Будем делать с него слепок. Чтобы потом отлить его из эпоксидки.
Все любят взрывы и приятно иметь у себя на столе такой маленький светящийся атомный взрыв.
Материалы и инструменты:
1. Силикон
2. Вазелин
3. Пара досок
4. Шуруповерт и саморезы
5. Нож
6. Пассатижи
7. Пластиковые колпачки
8. Скульптурный пластилин
При снятии слепка очень важно продумать то, как будет располагаться модель, чтобы не получилось так, что при заливке силикона, он не может заполнить какие-то участки. Либо в будущем когда будете заливать в форму пластик, эпоксидку, гипс, воск или что-нибудь еще, то так же не должно оказаться такое место где могут появиться воздушные полости, в которые состав просто не сможет попасть.
Для этой цели автор прикупил ведерочко дешманского китайского силикона и, наверное, это самый дешевый силикон из, всех которые существуют. Твердость тридцатка. То есть вроде как средней жесткости. Для разборных форм то что нужно.












Если же силикон не хочет застывать, то нужно покрыть пластилин слоем вазелина. Или, как вариант, приобрести специальные аэрозольные разделители. Продаются они там же где и силикон.
Прикинув необходимый объем силикона, с учетом того, что он еще и по таре размажется при размешивании, автор решил приготовить полтора кило. При смешивании с отвердителем нужно очень аккуратно, вручную перемешивать, чтоб не нагнать пузырей в силикон. Обычно даже если пузыри появились, то они в принципе хорошо выходят из смеси. Но не в нашем случае. Китайский силикон хапает воздух прямо как перед смертью. Даже при легком помешивании внутри оказывается куча пузырей. Автор попытался сделать дегазацию с помощью небольшого вакуумного насоса.












При заливке второй половины, в получившиеся углубления зальется силикон и получатся замки, которые помогут точно стыковать две половины.
Далее смазываем вазелином поверхность силикона, чтобы следующий слой к нему не прилип. Окончательно закрываем опалубку последний доской. Затем наливаем силикон до отметки, которую ранее наметили карандашом.
Чтобы силикон лучше смочил модель и выпустил газы, его можно слегка провибрировать ложкой.


Теперь нужно ждать, когда полностью застынет вторая половина. На это должно уйти около 16 часов при комнатной температуре. Вообще конкретно вот этот силикон схватывается уже через час, но полную твёрдость набирает почти через сутки.
Силикон, оставшийся в контейнере, полимеризовался, но не до конца. Как обычно у дна и в углах хорошо перемешать силикон с отвердителем не получается. Он так и остается навсегда липкой бякой.
Поэтому лучше для замеса использовать одноразовую посуду. Или ту которую не жалко. Но если вас угораздило замешивать силикон в любимой чашки своей мамки, жены, или не дай бог тещи, то отмывать ее точно придется. В принципе, как и руки. Обычное мыло, честно говоря, хреново справляется. Точнее силикон с рук оно вообще не смывает. Большую часть силикона с посуды и рук можно вытереть тряпками. А с оставшимся силиконом хорошо справляется чистящая паста для рук.


Вот эта паста – это что-то вроде концентрированного мыло в перемешку с мелким абразивом. Он соскребает весь силикон и не дает ему прилипнуть снова. После протирания чистящий пастой, достаточно просто смыть водой весь силикон. И не нужны никакие растворители или еще какие-то чистящие средства.
Ну что ж, можно разбирать эту чудо шкатулку. Всякие лишние торчащие куски, сразу срезаем. Видно, как силикон протек через небольшую щель.







Несмотря на большое количество пузырей в силиконе слепок кажется получился без заметных косяков. Но только после заливки будет видно, что на самом деле получилось. Слепок покрыт шероховатостями из-за того, что поверхность пластилина не была сглажена перед заливкой.
Возможно все-таки стоило пройтись кисточкой с растворителем, чтобы убрать слишком мелкую фактуру с поверхности модели.
Давайте попробуем состыковать две половины.
Стыкуются вообще идеально. Практически не видно линии стыка. Даже при нажатии две половины двигаются как одно целое. Как будто стыка нет вообще.
Боковые стороны автор специально оставил ровными, чтобы было удобнее фиксировать две половины перед заливкой, прижав их с обеих сторон двумя кусками доски. Сильно сжимать не нужно, но хотя бы слегка придерживать необходимо. Эпоксидка имеет свойство протекать через любые щели. Так что посмотрим, как она себя поведет.




Благодарю за внимание. До новых встреч!
Форма из строительного силикона для декоративного камня своими руками
У каждого в жизни когда-то случается он, такой долгожданный и немного пугающий – РЕМОНТ! Для отделки стен коридора, части кухни и гостиной был выбран декоративный камень. Всего 80 кв.м. Стоимость данного камня 300 руб. за упаковку 0,33 кв.м. Всего на эту площадь понадобится 243 упаковки, а это чуть больше 72к рублей. По грубым подсчетам понадобится 1215 кг гипса, что в розницу обойдётся почти в 9к рублей. Выгода колоссальная.

Прочитав множество информации, конечно же, выбор пал на изготовление форм из полиуретана. Но в силу того, что в моём городе вообще никто не занимается продажей компаунда, а по всей стране его реализуют единицы, а пересылка возможна только при мелком ОПТе – остановился на колхозном изготовлении: строительный силикон и картофельный крахмал:

Сперва, конечно же, нужно приготовить сам объект для снятия копии – плитку. Мне не понравилось качество отливки и исправил огрехи производителя пластилином, о чём в будущем пожалел. Приклеил её тем же силиконом на обрезок ДСП:

Начинаем месить “тесто”:

Через минут 5 получается вот такая тестоподобная масса:

Сам процесс не снимал, главное хорошо утрамбовать:

Через час снял опалубку и обнаружил это:

Но это легко исправить, замешав небольшую часть массы:

Ещё через 3 часа извлек форму:

Силикон вступил в реакцию и нагрел пластилин:

Как по мне – отличная получилась форма:

А вот, куда пошли остатки силикона, т.к. 2 тубы оказалось много:


Плитка гипсовая 0.33 кв.м – 300 руб. (одна штука 21 руб.)
Герметик силиконовый универсальный 2 тубы (оказалось много) – 310 руб.
Крахмал картофельный 500 г – 40 руб.
Уголок алюминиевый 30х30 – 230 руб.
На этом пока всё, в будущем, если зайдет пост, покажу, что произошло с формами после отливки 80 кв.м и пост о том, как делал форму уже для другой плитки.
За качество фото не пинайте сильно.
Всем спасибо за внимание!
Найдены возможные дубликаты
Как человек, который только что закончил заливать и класть гипсовую плитку, дам несколько советов и расчет экономии:
– Выгоднее покупать готовые формы, т.к. форма 0.1 квадрата стоит 1300 руб, но ее хватит на дофигищща заливок, а самопальные очень быстро портятся.
– Гипс нужно покупать Г-16 или Г-19, в этом случае нет необходимости в добавках пластификатора и т.д. и т.п. Получается дешевле чем фиговый гипс и куча примочек.
– Вибростол и миксер с малыми оборотами нужны по любому, иначе процент брака загубит всю экономию. Вибростол делается спокойно из куска фанеры, резиновых ножек для стиралки и дрели с согнутым саморезом. Миксер можно взять любой (хоть шуруповерт), но мешалка должна быть именно для гипса, т.е. два сваренных квадрата. Любая другая вобьет воздух в смесь – плитка в мусорку, даже вибростол не поможет.
– Перед тем как класть, поверхность обработать бетоноконтактом, и главное тыльную сторону плитки грунтовкой. Иначе гипс высосет влагу из клея быстрее чем он застынет и все будет держаться на соплях.
– Только окрашенная плитка выглядит гораздо темнее, после высыхания цвет сильно светлеет.
– Для окончательной обработки подходит либо матовый лак, либо глянцевый. Полуматовый (полуглянцевый) даст уродливый белый налет, испортите всю работу.
Плитка в Леруа – 300 руб. – 0,33 кв.м. (упаковка) т.е. 800 руб. 1 кв.м.
Заливка с учетом гипса Г-16, пигмента и 10% на брак – 180 руб. за 1 кв.м. Как бы существенно.
Литье форм из жидкого силикона в домашних условиях

В прошлый раз я описывал разработку набора для фокуса «Растворимая ложка», в котором фигурировала форма из силикона.
Сегодня подробно распишу сам процесс литья таких форм из жидкого силикона на основе платины. Предупреждаю, под катом много фото!
Материалы и оборудование
Двухкомпонентный жидкий силикон
Какой именно и где я покупал жидкий силикон описал в прошлый раз.

Форма для отливки силикона
Форму мне изготавливали на заказ из алюминия, но для простых и домашних задач ее можно сделать своими руками из гипса. Этот процесс я еще не описывал, так что будет тема для очередного поста.
Вот пример гипсовой формы, которую делали сами в самом начале: 
А это уже промышленная форма: 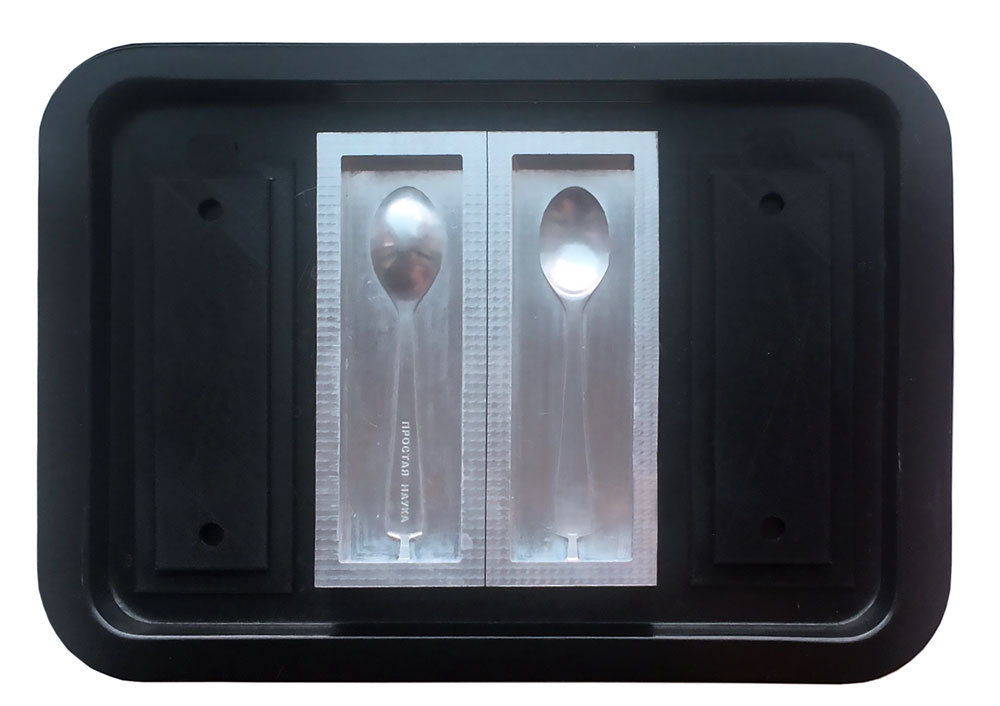
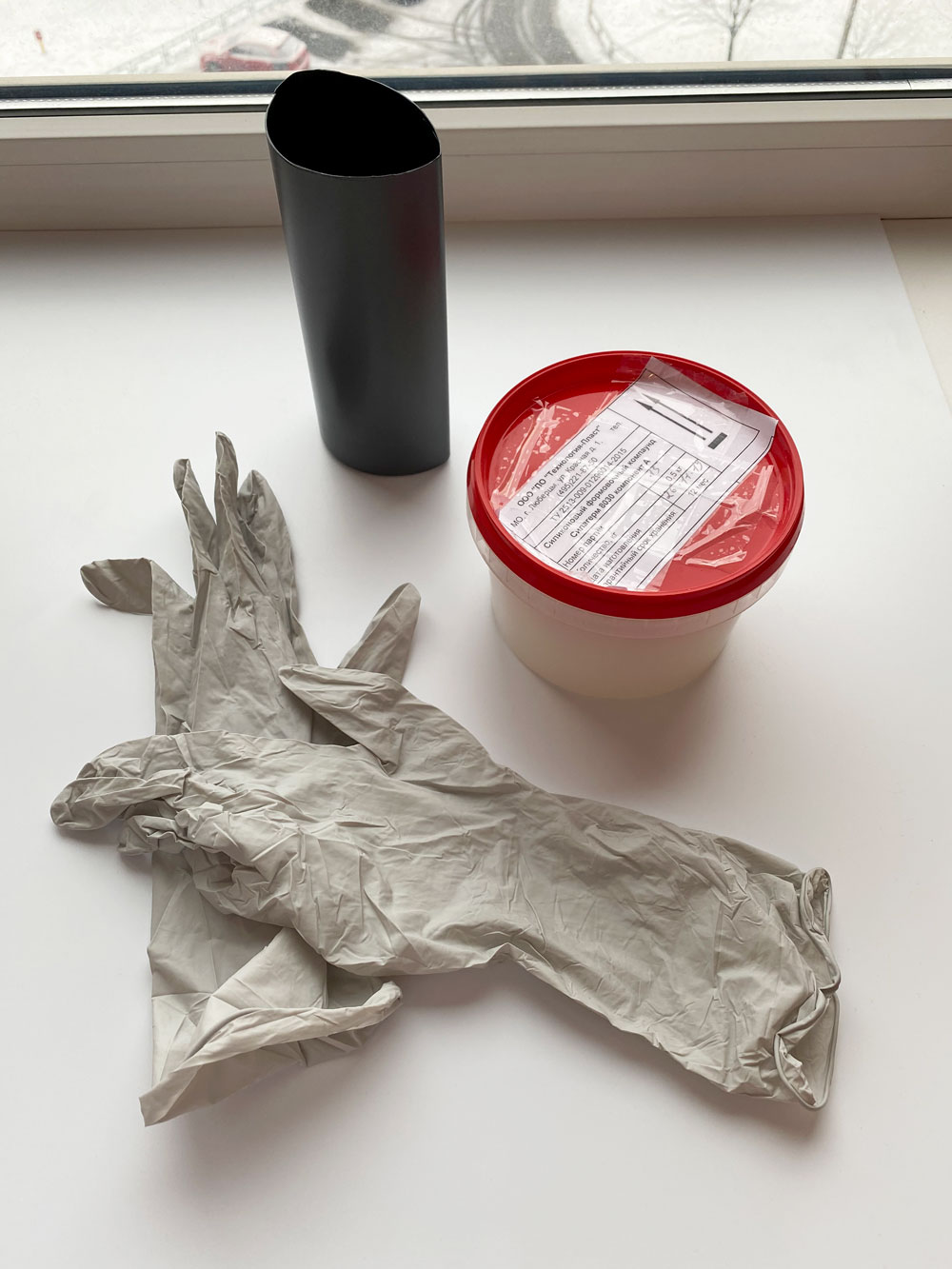
Емкость для замешивания
Лучше использовать прозрачные емкости с мерными рисками. Но чтобы не портить тару я взял флакон из под шампуня и обрезал верхушку. А так как флакон не прозрачный, понадобились дополнительные стадии для определения уровня наполнения. Но это мелочи.
Палочка для перемешивания
Силикон состоит из двух компонентов которые нужно смешать вместе в равных пропорциях. Для перемешивания отлично подходят китайские палочки для еды, которые можно прихватить по дороге домой в любом фастфуде с роллами.

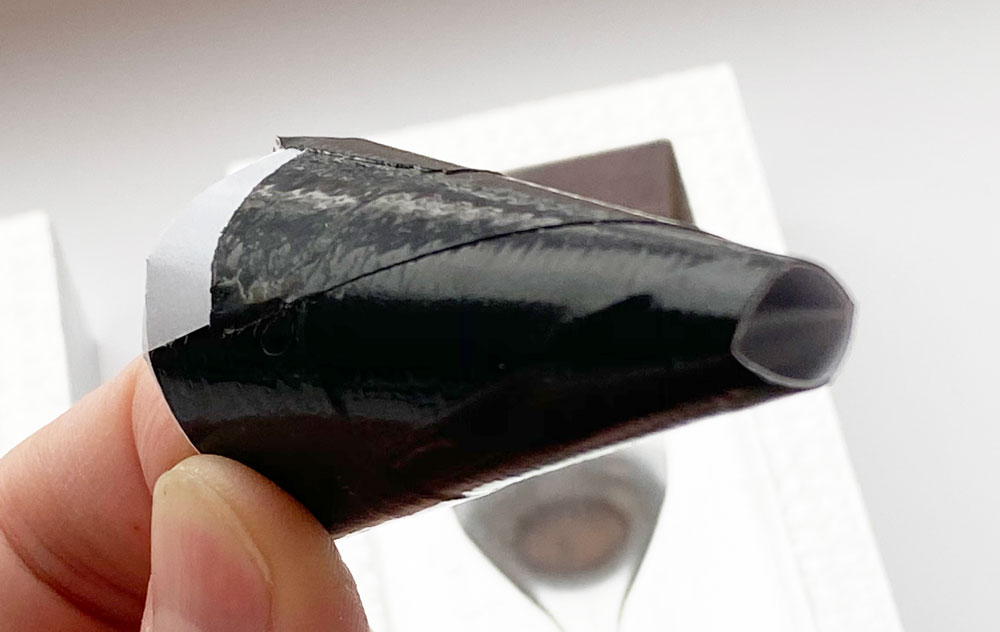
Воронка
Как правило, формы для отливки имеют небольшое отверстие для заливки в них силикона. Поэтому пригодится воронка, изготовить которую можно из глянцевой бумаги, сверху зафиксировав скотчем.
Перчатки
При работе использовал обычные латексные перчатки. Но подойдут любые, лишь бы в них было удобно.
Обезжириватель
Форму, куда будет заливаться силикон, нужно очистить и обезжирить. В первые разы я этого не сделал и на форме оказались небольшие рытвины от твердого мусора, а в паре мест силикон довольно сильно прилип к форме.
Для очистки я использовал очиститель, купленный на строительном рынке. Фотку его забыл сделать, к сожалению. Но можно спирт или WB использовать.
Что еще может пригодится
Восковая смазка
У поставщика силикона продается специальная восковая смазка в виде спрея. Ее наносят на форму перед заливкой и это гарантирует легкое извлечение готовой силиконовой детали из формы. Но я пока обошелся без нее.
Вакуумная камера
Можно еще использовать центробежную или вакуумную камеры, чтобы удалять пузырьки воздуха из силикона. Но для моей цели это было не так критично, да и пузырьков почти не оказалось.
Процесс изготовления
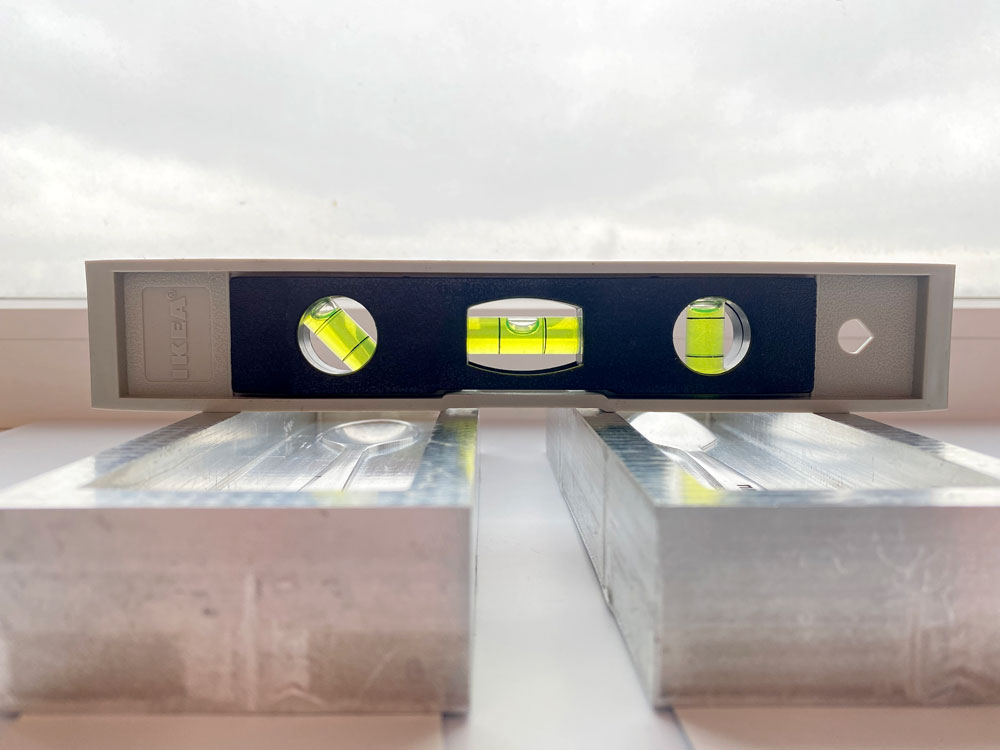
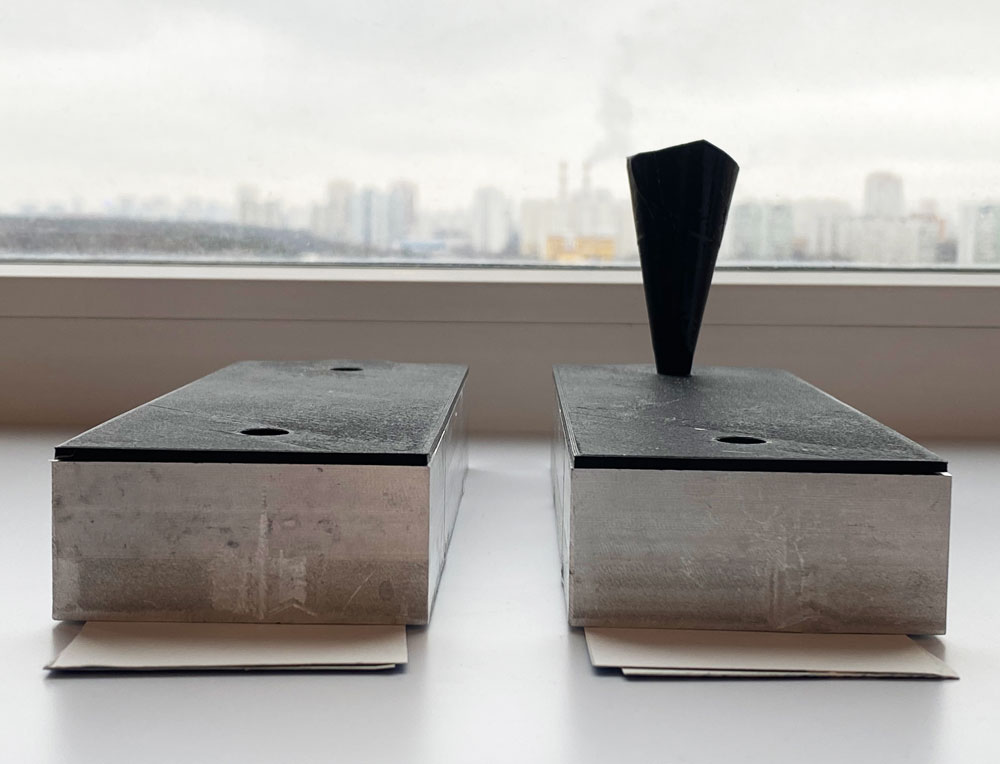
Установка по уровню
Так как мои формы для отливки имеют форм-фактор ванночки, то их нужно установить горизонтально при помощи уровня. После замера я подложил под низкий край картонки и все готово.
Определение объема формы
Для начала нужно понять сколько понадобится силикона для изготовления конкретной формы. Проще всего использовать воду.
Заполняем форму водой и выливаем ее из формы в мерный стаканчик. В моем случае объем составил 130 мл. Вторая форма почти так же. Итого получилось 260 мл.

Теперь про емкость для замешивания силикона. По сути, нужен мерный стаканчик с двумя метками 130 мл и 260 мл, чтобы по очереди залить два компонента силикона.
Я вышел из положения так: взял одну из двух китайских палочек, поместил ее в емкость и залил внутрь 130 мл воды. В том месте, где оказалась грань между сухой палочкой и мокрой, прочертил линию. Затем добавил в емкость еще 130 мл и прочертил вторую риску.

Приготовление силиконовой смеси
Для приготовления силиконовой смеси нужно смешать два компонента жидкого силикона в равных пропорциях и тщательно перемешать.

Компонтент А


Компонент B:


Очень важно хорошо перемешать, иначе реакция произойдет не равномерно и часть силикона останется жидким и форма будет испорчена.
На все про все есть 15 минут, после силикон станет застывать и его невозможно будет вылить в форму.
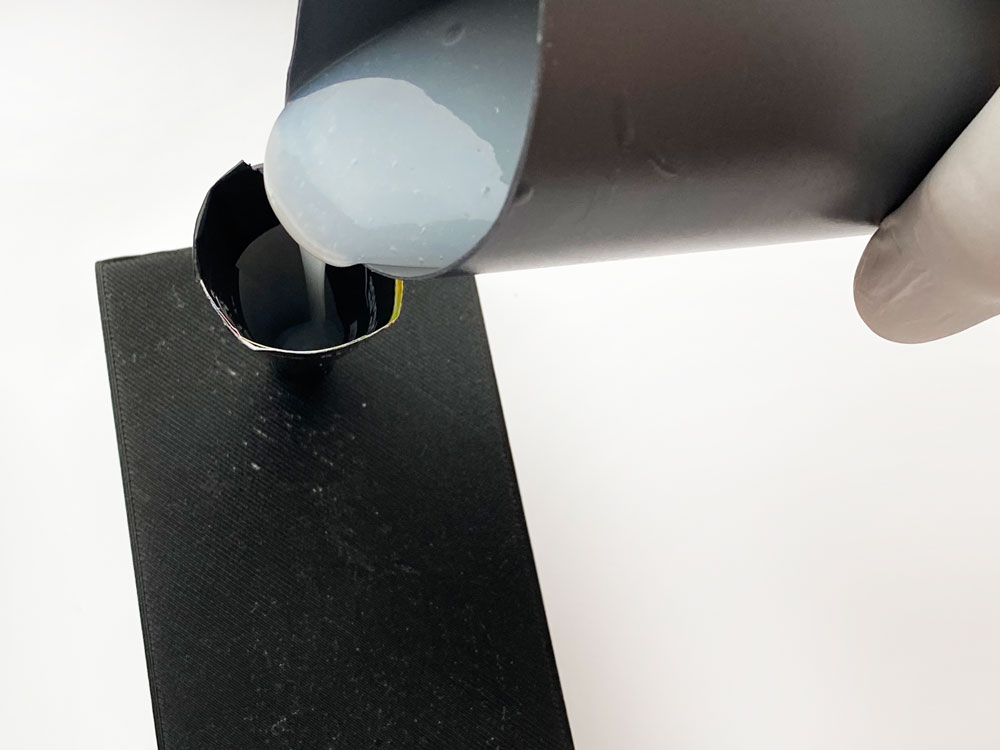
Заливка силикона в форму
В первую форму медленно и в одну точку стал лить приготовленную силиконовую смесь. Важно лить в одну точку, чтобы силикон сам распространялся по форме и выгонял воздух. Если начать перемещать струю, то может образоваться полость с воздушным пузырьком, и из-за этого внутри силиконовой формы окажется либо дырка, либо пустое место.

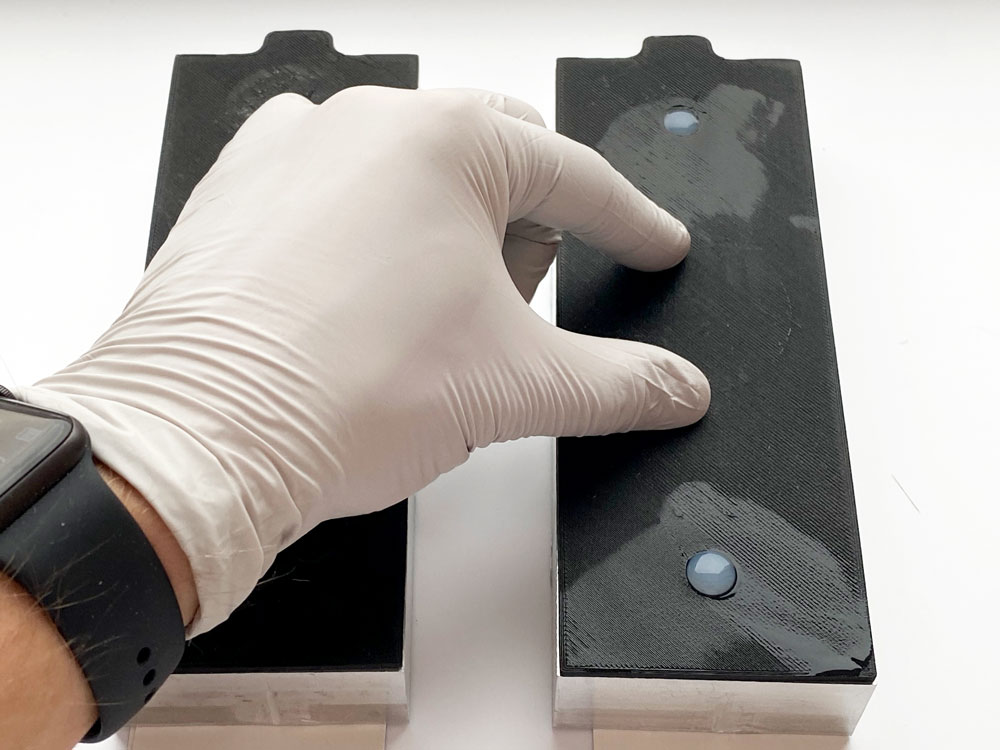
Когда почти вся форма заполнилась силиконом, закрыл ее специально приготовленной крышкой с отверстиями. В одно из них вставил воронку и стал подливать в нее силикон. Вторая дырка нужна для выхода воздуха.
Важно отметить, что крышки нужно плотно прижимать к форме. Я делал это рукой, но было не очень удобно. На будущее изготовлю фиксаторы или защелки.
После того, как формы полностью заполнились силиконом, сверху поставил груз. В таком виде будет находится 24 часа для полного застывания.

Извлечение готовых силиконовых форм
Через сутки силиконовые формы готовы и их можно извлекать из оснастки. Для этого аккуратно плоским предметов (я использовал металлическую линейку) нужно поддеть с краю и медленно приподнять.



Если два компонента жидкого силикона были хорошо перемешены и после заливки прошло 24 часа, то изделие легко отстает от формы. А вот если плохо перемешать смесь, то местами она останется жидкая и деталь будет испорчена.
Дефекты и удаления излишек
Все таки образовались воздушные полости и теперь форма немного с браком. Для моей задачи это вообще не критично, но страдает товарный вид. В следующий раз это учту.

Между крышкой и формой существует небольшой зазор, силикон в него проникает и на форме остаются излишки. А еще в отверстиях для заливки тоже остается силикон и получаются наросты. Их легко удалить при помощи ножниц и канцелярского ножа.



Для чего могут еще пригодится формы из силикона
При выборе силикона для литья основным ограничителем является температура, поэтому заливать что-либо с температурой выше 120°C не получится. Конкретно в эти силиконовые формы будет заливаться галлий, металл с низкой температурой плавления (около 30 градусов), поэтому проблем не будет.
Для чего еще можно использовать формы, отлитые из жидкого силикона:
- для изготовления силиконовых приманок;
- для производства декоративного камня и плитки;
- для литья из гипса;
- для формовки мыла при изготовления;
- использовать при формовке шоколада и желе;
- для литья деталей из двухкомпонентного жидкого пластика;
- при изготовлении декоративных статуэток и поделок;
Если у кого есть опыт в отливке силиконовых деталей и форм, будет здорово дополнить эту историю полезными лайфхаками и приемами.
Ой, у вас баннер убежал!
- Скопировать ссылку
- ВКонтакте
- Telegram

Похожие публикации
- 20 апреля 2016 в 18:51
Мастер-класс по разработке на Xamarin: обзор технологии и погружение в разработку решений
Мастер-класс Бориса Вольфсона. Основы Agile
Лекции Технопарка: мастер-класс Алексея Рыбака «Про то, что я бы хотел, чтобы мне рассказали, пока я учился»
Заказы
AdBlock похитил этот баннер, но баннеры не зубы — отрастут
Комментарии 49
>Но для домашнего литья какая может быть камера )
Камера отлично делается из больших рыжих канализационных труб.
Насос — поискать по авите и тому подобным барахолкам насос Комовского.
Не критичны если в камеру повышенного давления не помещать.
Пылесос не работает. Малый объём силикона дегазируется в шприце на 50мл, но долго и напряжно. Работает вакуумный водоструйный стеклянный насос, компрессор от холодильника или промышленный вакуумник(отсортировано по возрастанию цены).
Не могу считать себя профи в области литья в силикон, но с литьем самого силикона более или менее знаком. И сосчитать ошибки и неоптимальности в статье, мягко сказать, сложновато. Попробую пройтись, но второй раз не хочу внимательно перечитывать, возможно что-то и упущу.
- Про формы пропущу, хотя там моментов просто дикое количество
- Емкость — да почти все, что угодно, хотя из под шампуня я бы не рискнул, фиг его знает, что там за остатки химии будут. Проще пластиковые стаканчики из-под продуктов, типа сметаны, йогуртов и т.п. Измерения либо шприцами, либо на весах.
- Для смешивания палочки для еды не очень. Нам удобнее палочки как от мороженного, причем большие.
- Перчатки нас напрягают, там вроде бы в составе платиновых силиконов нет особых гадостей, так что обычно обходимся. Кстати, латексные могут не подойти и угробить силикон.
- «Обезжириватель»… Если реально надо, чтобы отстало, то для начала попробуйте жидкость для мытья посуды, возможно разведенную. Наносить кисточкой. А вот растворители всякие ну никак не способствуют хорошему отлипанию.
- Графитовая смазка… РЕАЛЬНО?
- Вакуумная камера… У нас конечно есть, но для домашнего использования можно обойтись. Много тонких слоев, а потом поверх все залить и пусть будут пузырьки, лишь бы не на поверхности. Ну и силикон изначально брать жидкий.
- Для хорошего перемешивания обычно одну часть подкрашивают, сразу видны непромесы.
- Автор. Ну какие, блин, плоские крышки? Как будто отливка идет в невесомости. Силу тяжести никто не отменял. Ровность ИДЕАЛЬНАЯ. Есть куда выходить пузырькам из силикона.
- Посмотрел на формы, автору, похоже не известно такое понятие, как замки на форме. Те, кто будет ложки лить заколебутся совмещать половинки.
Много дельных комментов!
6. Графитовую смазку продают сами продавцы силикона. Я не покупал, но они советовали.
9. У меня есть нюанс в том, как они потом используются. Мне нужно иметь точную толщину этих форм, так как они потом вставляются в кейс, где под них имеется определенное по размеру место. И за счет крышек я слегка удешевил получившиеся формы, за счет уменьшения объема силикона (уменьшил толщину).
10. Про замки дело понятное, я это реализовал за счет корпуса, куда они вставляться будут и фиксироваться там.

На фото видно куда они вставляются и идеально совмещаются.
Литье из гипса
Гипс — доступный и легкий в обработке материал. С доисторических времен литье из гипса наравне с лепкой из глины использовалось для изготовления различных поделок, игрушек и ритуальных фигурок.

И в наши дни гипс сохраняет свою популярность как поделочный материал. Из него делают также украшения и детали масштабных моделей техники.
Процесс литья из гипса
Процесс литья из гипса состоит из нескольких этапов. Само литье в гипсовые формы занимает минуты, гораздо больше времени уходит на подготовительные и завершающие операции. К подготовительным относятся:
- Изготовление модели изделия.
- Проектирование и изготовление формы, или опоки.
- Подготовка материалов для литья смазывания формы.

Процесс литья из гипса
Проверьте, чтобы все необходимые материалы, оборудование и инструменты были под рукой, отмыты и очищены после прошлого раза. Счет при отливке идет на минуты.
Непосредственно перед литьем в гипс следует произвести смазывание опоки и смешивание раствора для литья. Заливать растров в отверстие следует тонкой струйкой, обязательно давая воздуху возможность выйти. После заливки форму надо повращать и слегка потрясти, чтобы добиться максимального прилегания раствора к мелким деталям рельефа.
Завершающие операции не менее важны. Они так же определяют качество изделия. К ним относятся
- Сушка (при естественной температуре или на радиаторе). Слишком быстрая сушка может привести к растрескиванию отливки.
- Разборка формы. Если она плохо отходит от изделия, можно легонько обстучать ее деревянным или резиновым молоточком.
- Удаление литников и доработка деталей готового изделия.
- Очистка опоки (если планируется еще одна или несколько отливок).
Литье в гипсовые формы немного отличается от литья в формы из силикона. Силикон не нуждается в смазке, он упруг и из него легче извлекать отливку, к тому же он дает больше возможностей для проработки деталей.
Необходимое оборудование и материалы
Для отливки изделий из гипса не требуется высокопрофессиональное оборудование. Процесс вполне доступен в любительской домашней мастерской.
Важно: подготовка, сам процесс литья и завершающие операции связаны с появлением большого количества пыли. Обязательно должна быть обеспечена качественная вентиляция и уборка помещения. Не стоит заниматься этим в жилых помещениях и в домах, где живут аллергики. Кроме того, смесь воздуха и пыли в определенной концентрации взрывоопасна. Избегайте использования открытого огня в мастерской.

Формы для отливки из гипса
Основным оборудование является форма для отливки. Для ее изготовления сначала следует подготовить модель изделия. Для этого подходит пластилин, полимерная глина, любой пластичный материал. Если делают копию, то моделью является сам оригинал. Обязательно нужно наметить на модели линию стыка половинок будущей формы.
Важно правильно подобрать материал для опоки. Если готовится маленькая формочка для литья кулона или деталей масштабной модели техники — подойдет жесткий картон. Для литья крупных отливок лучше взять многослойную фанеру — ее не разопрет большой массой гипса.

Опока из жесткого картона для литья из гипса
- Емкость для смешивания гипса с водой.
- Стакан с носиком для заливки гипса.
- Резинки для стягивания частей формы.
- Кисточки для смазки.
- Дрель для сверления отверстий.
- Шпатели и ножи.
- Картон и скотч.
Гипс для литья следует выбирать самый лучший. Строительный алебастр можно применять, в крайнем случае, его лучше просеять через сито 0.2 мм, убедиться в том, что он достиг «пуховой» консистенции, не содержит комочков и посторонних включений.

Смазка формы для литья из гипса
Смазку для формы можно приобрести готовую, а можно изготовить самостоятельно из натертого на терке детского мыла, воды и подсолнечного масла.
Изготовление форм для литья из гипса
Наиболее используемыми материалами являются сам гипс и силикон.
Формы из гипса являются традиционными и привычными для многих поколений мастеров. Они более требовательны к уровню мастерства при изготовлении. В последние десятилетия их все больше теснят формы из силикона.
Формы, которые сделаны из силикона, отличаются высокой точностью, возможностью проработки мелких деталей, легкостью изготовления и снятия ее с отливки. Несколько дороже обходится исходный состав, но это компенсируется повышенной технологичностью и долговечностью.
При проектировании и изготовлении формы важно обращать внимание на:
- Тщательность проработки деталей.
- Способ соединения половинок формы и их последующей разборки
- Способ фиксации половинок друг относительно друга
- Расположение отверстий для литья. Оно должно позволить жидкому гипсу проникать во все уголки формы и полностью заполнять ее.
- Конфигурация опоки должна давать пузырькам воздуха свободный выход.
Для фиксации частей опоки друг относительно друга обычно используют резиновые ленты. Для маленьких изделий подходят резинки для денег, для более крупных их вырезают из велосипедных или автомобильных камер.
Изготовление гипсовых форм для литья
Литье в гипсовые формы требует определенного навыка, хорошего планирования и точной координации действий мастера. Как сделать форму для литья из гипса?
Сначала вокруг модели будущего изделия строится опока — ящичек из картона, обклеенного скотчем, или жесткого пластика. Щели между основанием и стенками помазываются пластилином. Модель покрывается смазкой и размещается внутри опоки на равных расстояниях от дна и стенок. В качестве подпорки используют кусочки пластика, картона. Иногда просто подвешивают модель на нитках.

Гипс разводят до консистенции сметаны
Гипс разводят до консистенции сметаны, кисточкой наносят на сложные элементы рельефа модели — углы, впадины и т.п. Все готово к литью. Потом заливают модель до линии стыка половинок опоки и оставляют гипс загустевать.

Гипсовая форма для литья
После загустевания проверяют, насколько хорошо модель отделяется от нижней половинки, смазывают ее и модель и заливают верхнюю половину формы. После загустевания верхней половинки по углам сверлят отверстия для штифтов, которые будут фиксировать половинки при отливке. После этого верхнюю половинку снимают, модель удаляют. Опока готова к отливке. Если вы начинающий мастер, запланируйте достаточно времени на приобретение опыта и наработку навыков. Литье в гипс может получиться не с первого раза.
Область применения литья из гипса
Литье из гипса применяется как на промышленных предприятиях для изготовления деталей отделки помещений, так и в авторских мастерских. Мастера льют из гипса весьма широкий ассортимент
- Авторские элементы декора помещений
- Статуэтки и даже большие статуи, вплоть до моделей для последующего литья из металлов
- Небольшие украшения
- Игрушки
- Детали для масштабных моделей техники
Этим перечнем область применения не ограничивается. Мастера придумывают все новые и новые области применения литья из гипса — везде, где нужно создать детали со сложными поверхностями и рельефом, а требования к прочности и износостойкости не являются критически важными.
Литье пластмасс в силикон — доступное мелкосерийное производство в домашних условиях
Многие из тех, кто печатает на 3D-принтере сталкиваются или с необходимостью получить партию моделей в короткие сроки, или скопировать удачно получившуюся деталь, или получить изделия с прочностными характеристиками, превосходящими таковые у пластиков для домашней 3d-печати.
3D-принтер далеко не всегда способен выполнить такие задачи, но отлично подойдет для создания единственного образца, или мастер-модели. А дальше на помощь нам приходят материалы производства компании Smooth-On, наверное, самого популярного производителя материалов холодного отверждения.

В этом обзоре мы сравним самые основные и популярные силиконы, полиуретаны и добавки к ним, кратко посмотрим на основные способы создания форм и изделий, подумаем, где это может найти применение и, наконец, создадим свою силиконовую форму и модель.
Перед написанием этого поста мы прошли трехдневный тренинг у официального дилера Smooth-On в России, чтобы разобраться во всех тонкостях литья в силикон.
Процесс создания изделий методом литья практически всегда одинаков: создаем модель, с её помощью создаем силиконовую форму, заливаем в нее материал, получаем изделие. Но в зависимости от модели, необходимых свойств, количества отливок, каждый этап может кардинально меняться. Существует несколько способов как создания формы, так и готового изделия.
Пару слов о подготовке моделей, напечатанных на 3D-принтере. Компания Smooth-On обратила своё внимание на эту технологию и выпустила специальный лак под названием XTC-3D. Он прекрасно сглаживает характерные для напечатанных моделей огрехи, видимые слои, которые обязательно перейдут на силиконовую форму, и придает поверхности гладкость и глянцевый вид.
Подробный обзор XTC 3D Вы можете прочитать здесь.
Методы создания форм
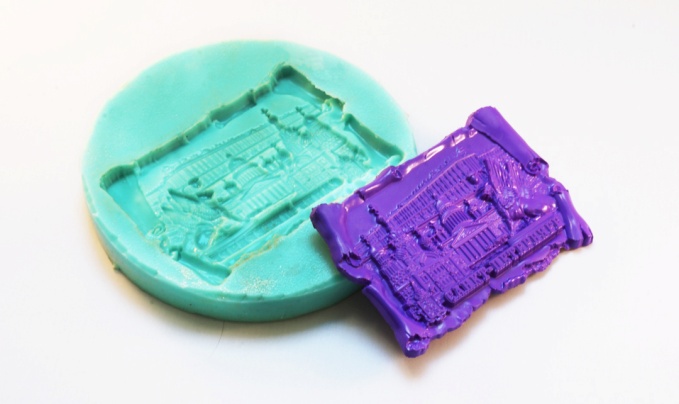
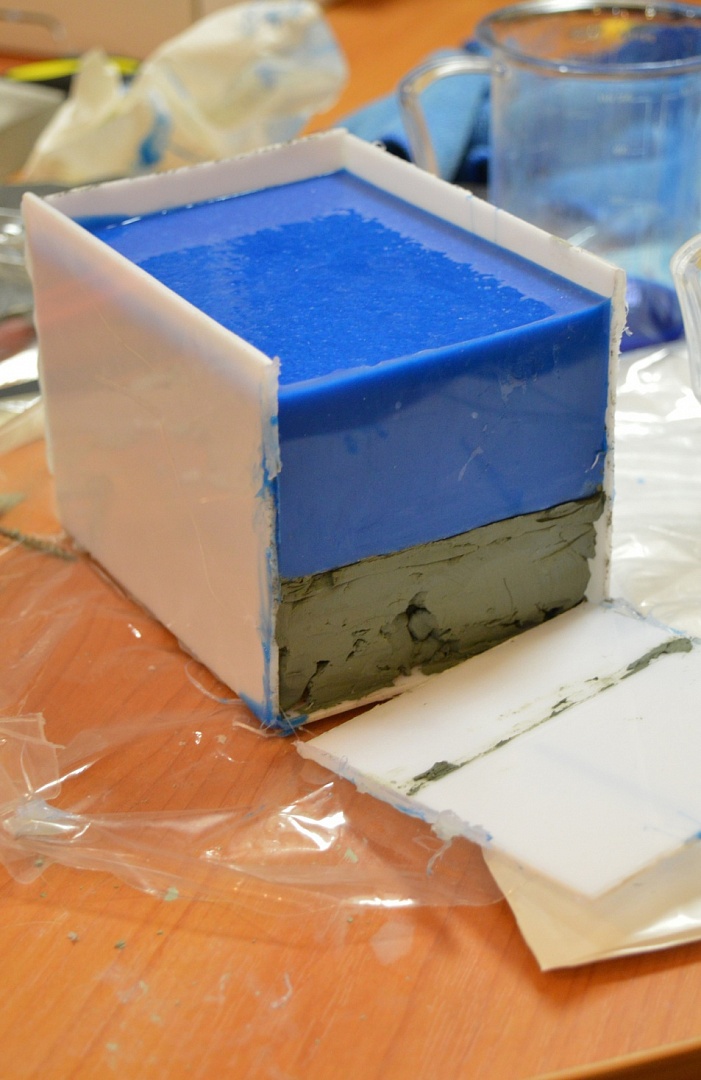
Самый простой способ: модель помещается в опалубку (специальную герметичную емкость из обычного оргстекла, пластика или другого материала), фиксируется в ней и заливается силиконом. Хорошо подходит для простых двухмерных моделей, рельефов, сувенирной и брендинговой продукции.

Аналогичен предыдущему, только модель размещается с учетом того, что форма будет разрезаться полностью или частично для облегчения съема. Модель может быть подвешена с помощью проволоки или размещена на тонкой опоре. Способ предназначен для более сложной геометрии, технических изделий, сложных фигур.
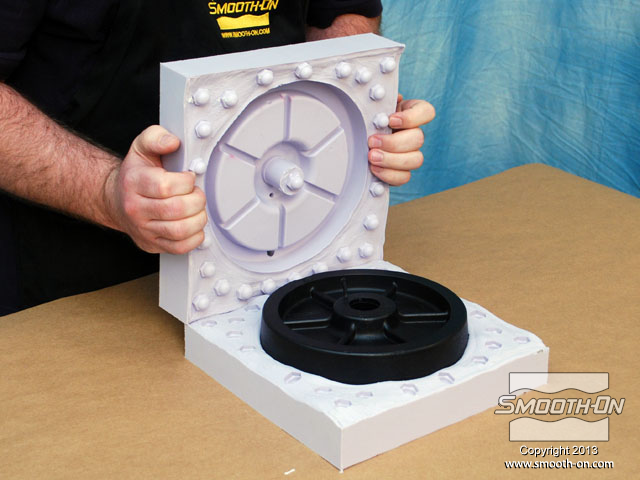
Это один из самых сложных способов. Заключается в помещении модели на глиняную или пластилиновую основу, которая делит силиконовую форму пополам.
На основе размещаются специальные замки, которые будут обеспечивать точное совмещение двух форм и отсутствие смещений. Вокруг основы собирается опалубка, герметизируется горячим клеем или пластилином, и в неё заливается первая половина формы. Затем, после отверждения силикона, форма переворачивается, глина или пластилин счищаются, силикон покрывается разделительным составом, и заливается вторая половина формы.
• Метод «в намазку»

Этим методом создаются так называемые «чулочные» формы, когда силикон точно повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. Для создания формы «в намазку» необходим достаточно вязкий силикон, который бы не стекал с модели.
Можно использовать как специально предназначенные для этого силиконы, называемые тиксотропными, так и обычные, но модифицированные с помощью загустителей.
Силикон наносится кисточкой или шпателем в несколько слоёв, в которых чередуется вязкость и скорость отвердевания, чтобы форма была максимально детализированной и прочной. После того, как все слои готовы, с помощью специального состава создается жесткая внешняя оболочка, которая будет держать форму.
Методы заливки пластиков

Самый простой метод заключается в обычной заливке пластика в форму, он подходит для домашнего использования и позволяет достичь приемлемого качества. Но, по необходимости, для более качественного результата возможно использование установок высокого давления, что позволит практически полностью убрать пузырьки воздуха.
Для этого форма вместе с залитым пластиком помещается в камеру, в которой создается повышенное до 4 атмосфер давление. Форма должна оставаться в камере все время отвердевания полиуретана. При таком давлении пузыри уменьшаются до почти невидимых глазу размеров, что значительно повышает качество изделия.
Еще один метод, так называемая заливка «в обкатку», используется для создания полых изделий. В форму заливается небольшое количество пластика, около 10% от общего объема, отверстие для заливки закрывается, и начинается вращение формы по всех плоскостях, вручную или на специальной ротационной машине. При этом пластик отвердевает на стенках формы, создавая полую модель, что позволяет существенно снизить вес изделия и экономить материал.

• Серия Mold Star 15, 16, 30
Силиконы для создания форм на основе платины. Застывают при комнатной температуре, образуют прочную, гибкую и очень детализированную форму. Предназначены для литья силикона, полиуретана, смол, полиэстера, воска и других материалов. Химически чувствительны и не способны работать с латексом, серой и некоторыми другими соединениями.
Самые базовые и основные силиконы, способные решать большинство задач. Цифра в названии отражает твердость по шкале Шор А. Обладает низкой вязкостью, что позволяет в большинстве случаев работать без оборудования для дегазации. Материал двухкомпонентный, части смешиваются в удобном соотношении 1:1 по объему. В основном предназначены для создания форм методом сплошной заливки.
• Серия Rebound 25, 40
Серия силиконов для создания форм методом «в намазку», который состоит в том, чтобы наносить силикон кистью или шпателем на поверхность модели. Обладает высокой вязкостью, возможностью модификации свойств с помощью загустителей и ускорителей для создания качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1 по объему.
• Серия Equinox 35, 38, 40
Силиконовые пасты с временем жизни 1, 4 и 30 минут. Предназначены для ручного смешивания, по консистенции напоминают густое тесто. Цифры соответствуют твердости по Шору А. Обладает крайне высокой прочностью на разрыв и долговечностью. В отвержденном состоянии является безопасным для заливки шоколада, карамели и других ингридиентов.
• Серия SortaClear 18, 37, 40
Серия полупрозрачных силиконов. Такая особенность, как оптическая прозрачность, используется для создания сложных разрезных форм — изделие прекрасно просматривается, что позволяет сделать точный разрез. Как и серия Equinox, является безопасным при контакте с пищевыми продуктами.
Также к силиконам существует большое количество добавок, обладающих самыми разными эффектами. Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo — увеличивает время жизни силикона, Thi-Vex увеличивает вязкость силикона и позволяет намазывать его кистью или шпателем на модель, Silc-Pig — это концентрированные пигменты для окрашивания.
• Серия Smooth-Cast
Самая основная и популярная серия полиуретанов для создания конечных изделий. Линейка включает в себя более 10 наименований различных пластиков с самыми разными свойствами, позволяющими подобрать материал именно для Вашего проекта. Например, Smooth-Cast 300 обладает коротким временем жизни в 3 минуты и временем отверждения в 10 минут, что позволяет быстро воспроизводить большие партии деталей. Smooth-Cast 305 аналогичен предыдущему, но «живет» уже 7 минут, что позволяет провести дегазацию смешанных компонентов и получить еще более качественное изделие. ONYX обладает глубоким черным цветом, которого не достичь с помощью красителей, 65D ROTO предназначен для создания полых моделей с помощью метода «в обкатку», 325 незаменим для точного воспроизведения цвета, 385 отверждается практически без усадки и максимально точно копирует изделие.
• Серия TASK
Серия полиуретанов специального назначения. Разработана для промышленного применения и обладает специфическими свойствами для конкретных задач.
Для Вашего удобства мы сформировали специальные фильтры по сферам применения:
• Пищевые:
Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов:
Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов
Серия Dragon Skin, добавки Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
• Прототипирование:
Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим:
Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K.
Стоит отметить, что это деление все же условное, и дано, чтобы примерно представить возможности широкого ассортимента компании Smooth-On.
Мы будем использовать только те материалы и оборудование, которые можно применить в домашних условиях. Мы попробуем создать самую сложную в изготовлении двухсоставную форму.
Нам понадобятся:
• Платиновый силикон Mold Star 30
• Заливочный полиуретан Smooth-Cast 300
• Лак для 3D-моделей XTC-3D
• Упаковка виниловых перчаток
• Несколько одноразовых пластиковых стаканчиков
• Емкости для смешивания
• Термоклеевой пистолет
• Материал для опалубки (пластиковые панели)
• Скульптурная глина
• Несколько малярных кистей
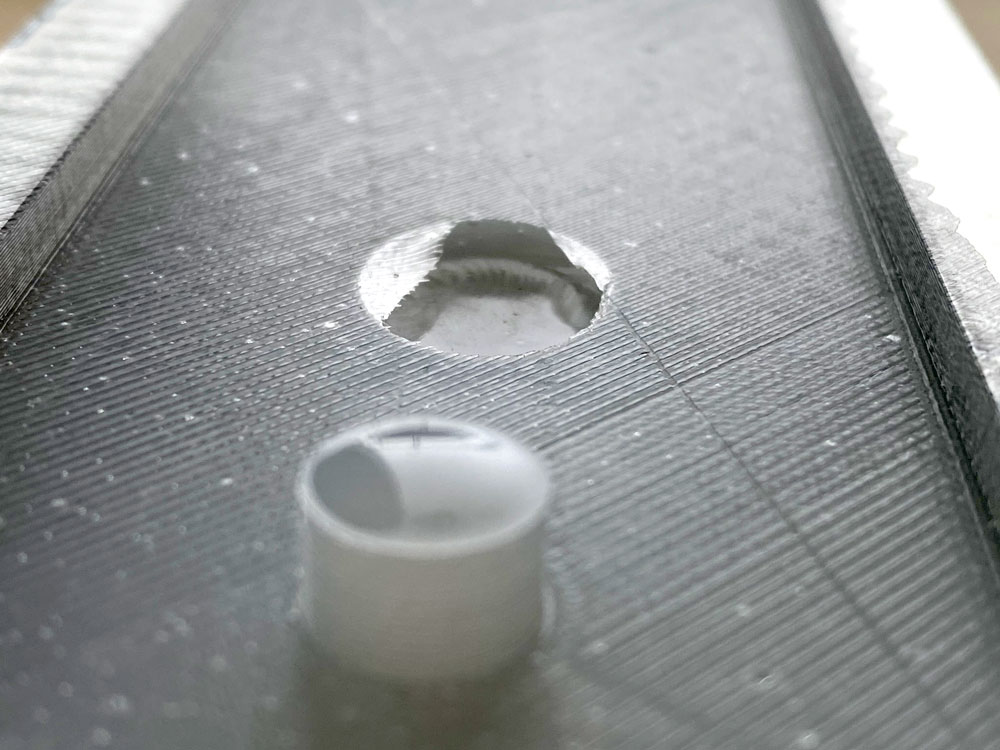
В роли мастер-модели выступит модель довольно популярного среди печатников тестового болта. Мы распечатали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя 100 микрон. Сделали мы это специально для того, чтобы продемонстрировать эффект XTC 3D, поскольку далеко не каждый 3D принтер может печатать с качеством 50 микрон.
Далее — обработка, чтобы отлитая модель не переняла слоистость напечатанного объекта. Обрабатываем болт лаком XTC-3D (подробнее об этом процесс можно прочитать тут), а затем шкурим, чтобы получить гладкую матовую поверхность.

Теперь модель готова к заливке силиконом. Помещаем её на глиняную основу, с помощью которой мы создадим силиконовую форму из двух частей.

Модель должна быть погружена в глину ровно наполовину, так что начинаем процесс выравнивания глины. Края должны быть максимально ровными и полностью прилегать к модели, от этого зависит качество разделения силиконовых половинок. Убираем лишнюю глину и заключаем модель в пластиковую опалубку.

Все стыки пластика обрабатываем термоклеевым пистолетом и закрываем опалубку, окончательно обрабатываем глиняную основу, делаем в ней выемки для замков.

Все готово к заливке силикона. Поскольку двухкомпонентные силиконы и полиуретаны склонны к разделению на фракции, перед каждым использованием их необходимо тщательно перемешивать в емкости.
После перемешивания отмеряем равное количество двух компонентов по объему и приступаем к смешиванию.




Для данной марки силикона дегазация в вакуумной камере необязательна, что очень удобно: исключены появления пузырьков, которые могут испортить нашу форму. Медленно заливаем силикон в опалубку, в самую нижнюю её точку.

И оставляем застывать. Время застывания для этой марки силикона составляет 6 часов. По истечении этого времени освобождаем модель от опалубки.
Затем убираем глину, тщательно очищаем модель от её остатков, смазываем силикон разделительным составом. В случае его отсутствия, можно использовать и обычный вазелин, но качество будет немного хуже.
И дальше полностью повторяем процесс, заливая вторую половину силиконовой формы.

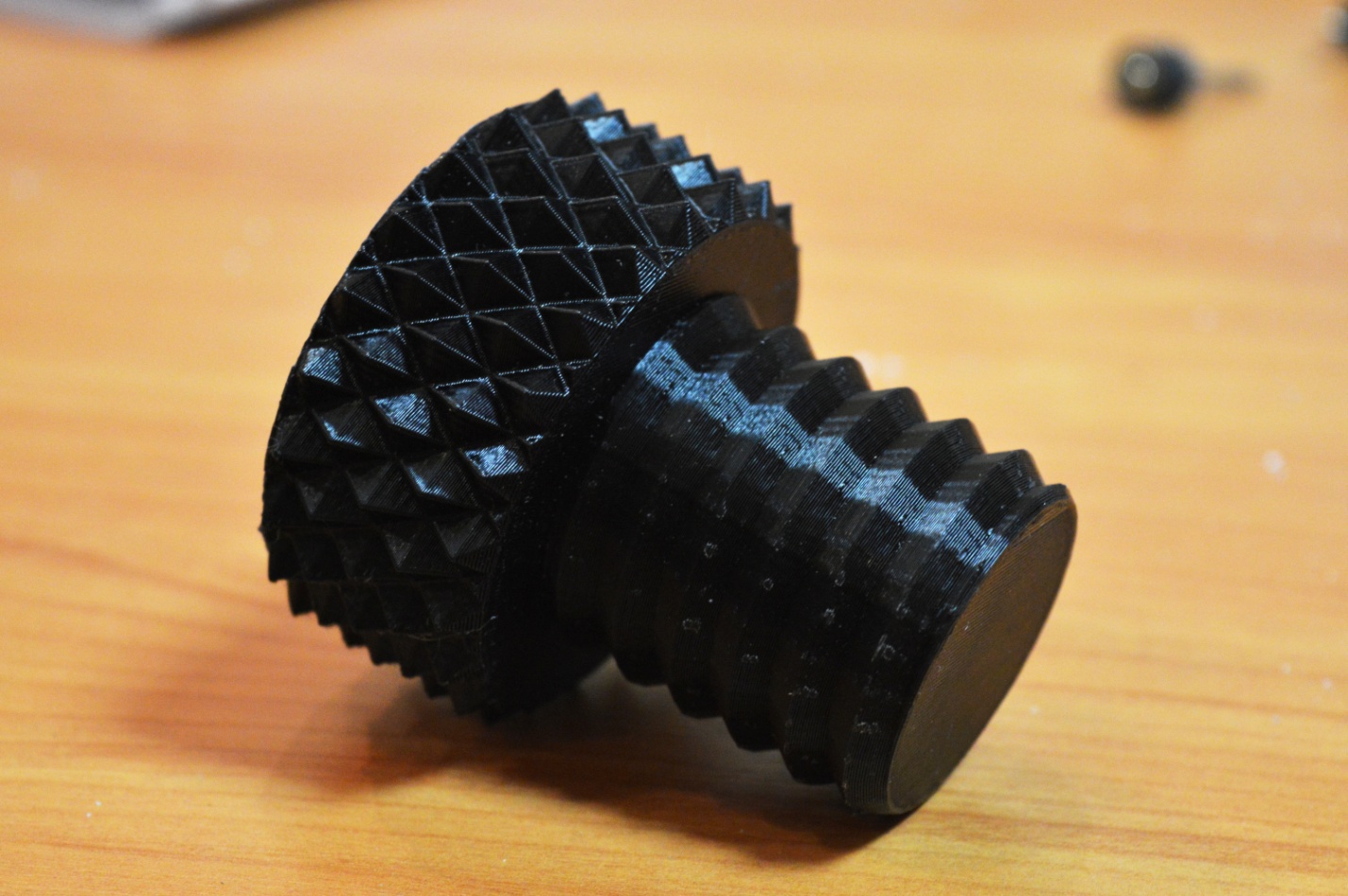
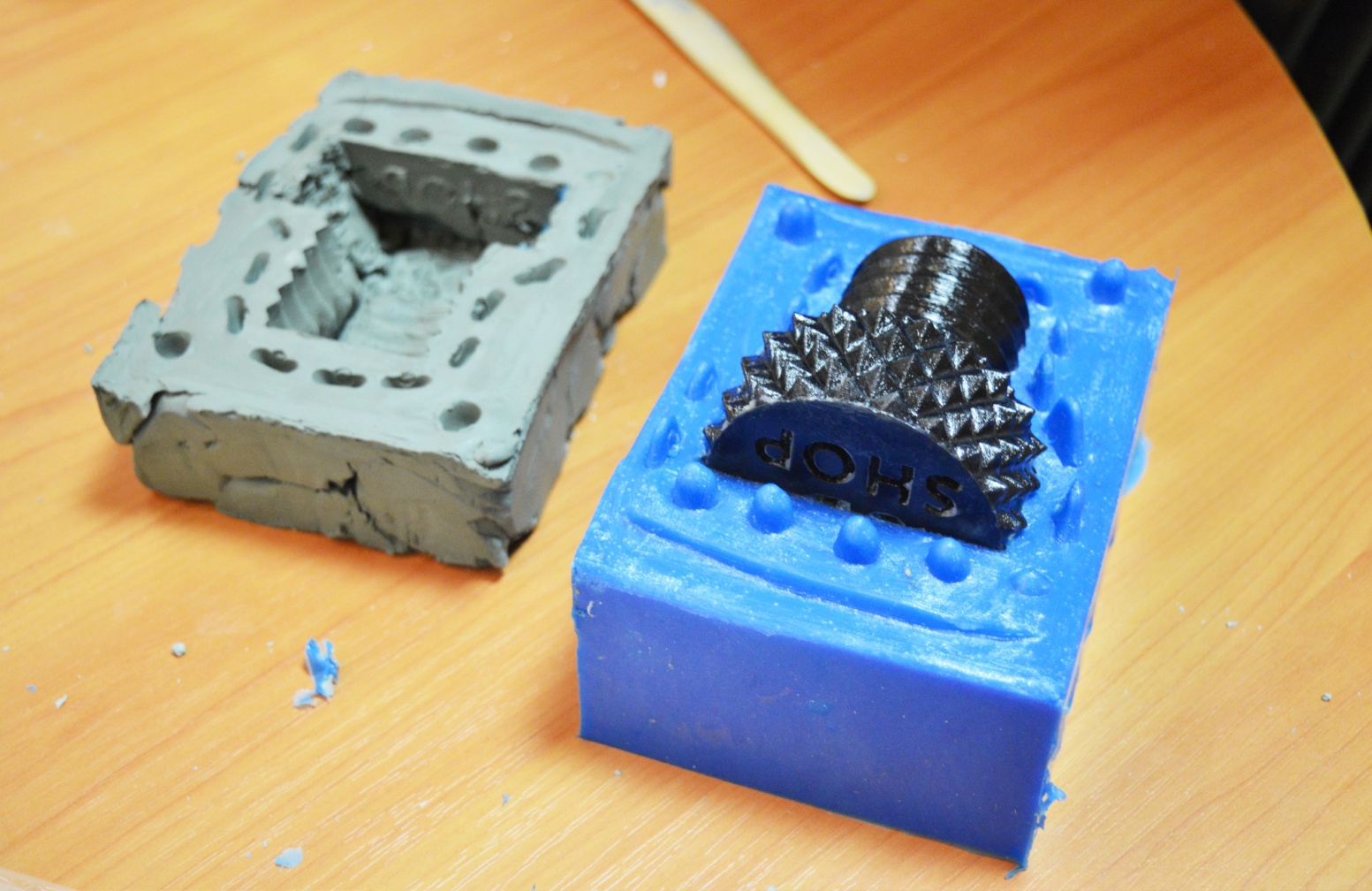
Спустя еще 6 часов силиконовая форма готова. С помощью лезвия аккуратно разъединяем половинки, вынимаем деталь и оцениваем, что у нас получилось.
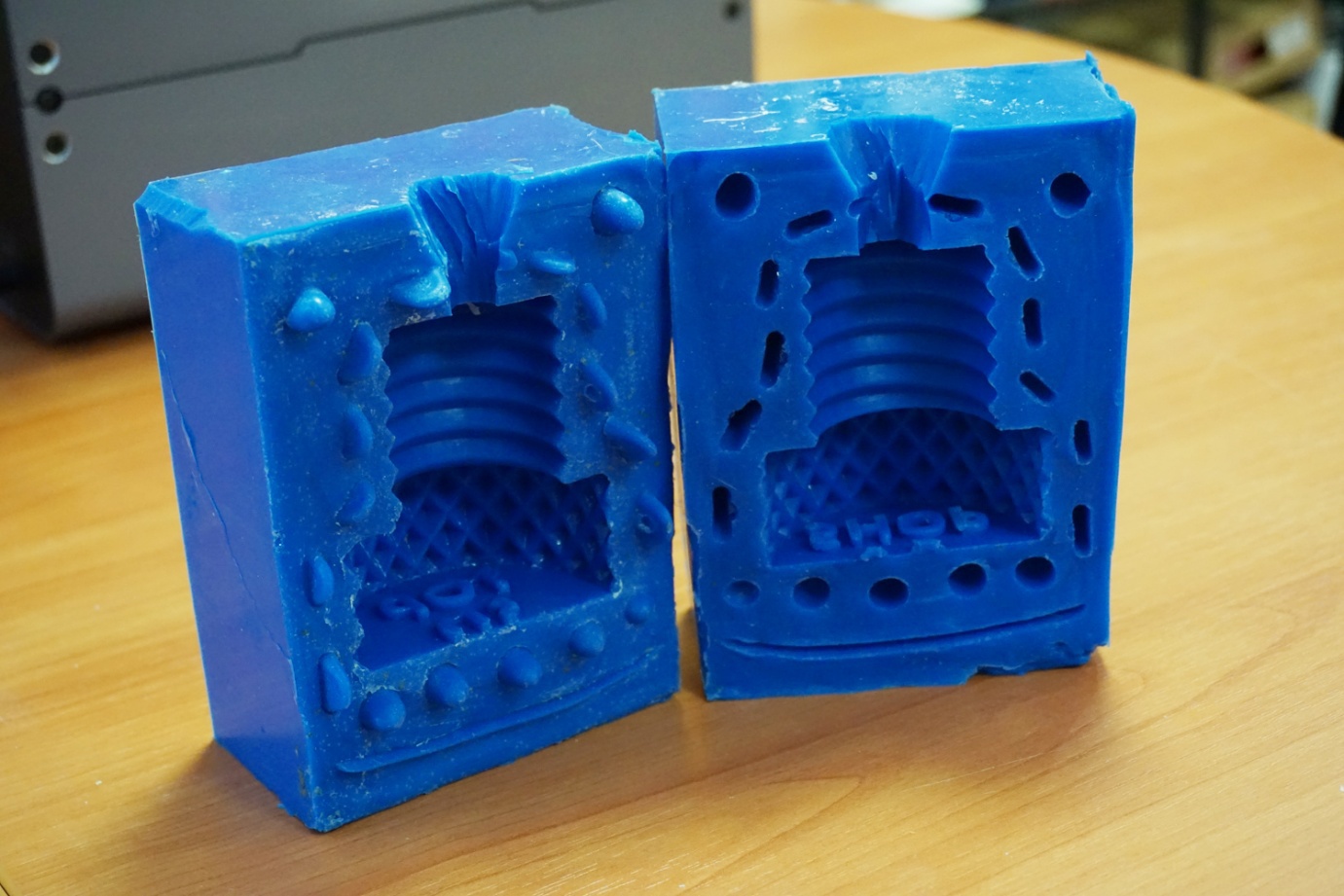
Хорошо видны замки, закладывавшиеся в глиняной основе, хорошая детализация, несмотря на то, что разделительная линия проходила по довольно сложным местам, вроде вдавленных букв.
На самом деле, для данной модели это не самый оптимальный способ создания формы. Но нам было интересно протестировать именно этот метод, несмотря на сложности.
Итак, все готово к заливке полиуретана. Соединяем две половинки формы, используя элементы опалубки для жесткости, скрепляем с помощью резинок, скотча или другим способом, и приступаем к подготовке полиуретана.
Хорошо перемешиваем оба компонента, встряхивая их в течение 5-10 минут. После этого даем немного отстояться, чтобы вышли образовавшиеся пузыри. Все остальное точно так же, как и с силиконом: отмеряем равное количество по объему и смешиваем их. А дальше действовать нужно быстро: время жизни этого полиуретана составляет всего 3 минуты, а время начинает идти сразу, как вы смешали два компонента вместе. Так что мешаем быстро, но аккуратно, чтобы не создавать лишних пузырьков, и сразу заливаем в форму.
Примерно через 3 минуты, в зависимости от объема материала, произойдет быстрое схватывание пластика, а через 10 минут деталь готова к извлечению.
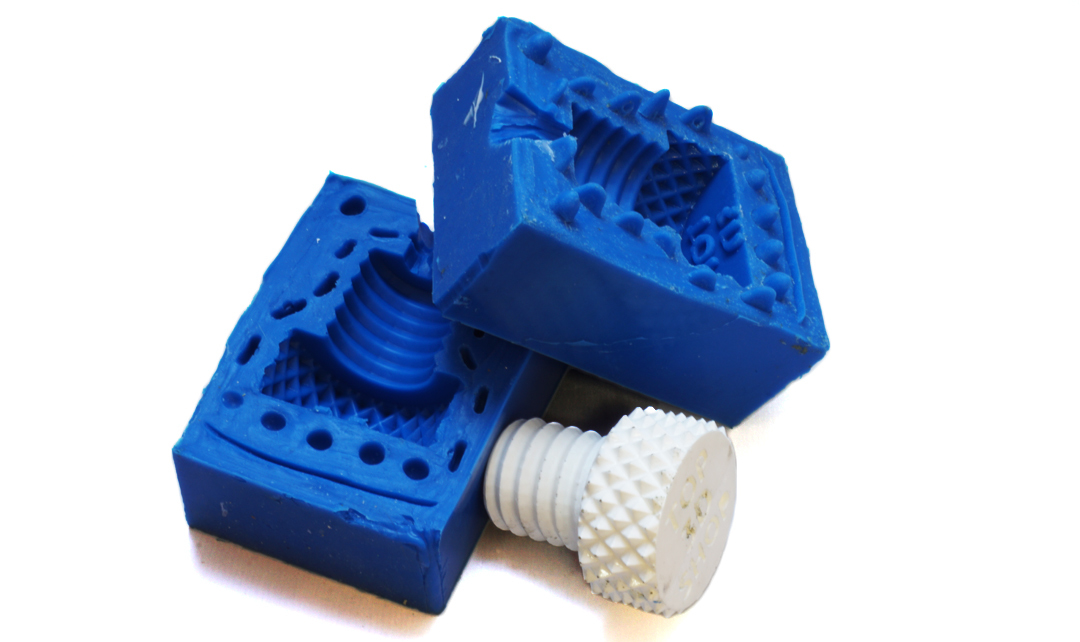
Модель готова. Переданы абсолютно все детали оригинала.
Хочется отметить, что поистине огромные возможности использование материалов Smooth-On открывает в совокупности с 3D-печатью.
Теперь Вы можете получать изделия из огромного количества материалов с самыми различными свойствами, а не ограничиваться лишь классическими PLA и ABS. К тому же, доступным станет мелкосерийное производство: распечатав всего один экземпляр и должным образом его обработав, Вы сможете в довольно короткие сроки создать необходимое Вам количество копий в домашних условиях. Для достижения приемлемого результата вовсе не обязательно использование дорогостоящего оборудования.
В случае если Вам необходимы услуги мелкосерийного производства Top 3D Shop к вашим услугам.

