
Соединение медных труб: инструкции и сравнение различных монтажных технологий

Трубы из меди применяются при монтаже систем ГВС, ХВС, кондиционирования, отопления, газоснабжения. Они дороги, однако долговечны, пластичны, устойчивы к коррозии. Но чтобы инженерные коммуникации из них прослужили десятилетиями, соединение медных труб должно производиться правильно.
Мы расскажем, каким образом производится устройство медных трубопроводов, обеспечивающих герметичность транспортируемой среде или циркулирующему теплоносителю. В представленной к ознакомлению статье подробно описаны монтажные технологии. С учетом наших советов сооружение систем будет выполнено “на отлично”.
Нюансы работы с медными трубами
Для выполнения монтажа внутренних трубопроводов в доме можно выбрать трубу из пластика, металлопластика либо нержавеющей стали. Но только аналог из меди способен прослужить без проблем и капремонта больше полувека.
Правильно смонтированные медные трубопроводные системы на практике исправно работают на протяжении всего срока эксплуатации, что отведен коттеджу или многоквартирному дому.

Трубам из меди не страшны длительные тепловые нагрузки, хлор и ультрафиолет. При промерзании они не трескаются, а при изменении температуры внутренней среды (воды, стоков, газа) не меняют своей геометрии.
В отличие от пластиковых аналогов, медные трубопроводы не провисают. Это пластик подвержен расширению при высоких температурах, с медью подобного не происходит по определению.
У трубных медных изделий есть два недостатка – высокая цена и мягкость металла. Однако дороговизна материала окупается долгим сроком эксплуатации.
А чтобы стенки труб не оказались повреждены изнутри эрозией, в системе обязательно должны устанавливаться фильтры. Если в воде не будет загрязнений в виде твердых частиц, то и проблем с разрушением трубопроводов не возникнет.
Требования к обработке и сварке труб
При работе с медными трубами необходимо соблюдать следующие правила:
- Монтируя пайкой водопровод ХВС или ГВС, следует исключить использование свинцового припоя – свинец слишком токсичен.
- Скорость потока воды должна быть не выше 2 м/с, иначе мельчайшие частицы песка или иного твердого вещества постепенно начнут разрушать стенки трубы.
- При использовании флюсов после завершения монтажа трубопроводная система в обязательном порядке подлежит промывке – флюс является агрессивным веществом и будет способствовать коррозии трубных стенок из меди.
- При пайке нельзя допускать перегрева места соединения – это может привести не только к формированию негерметичного стыка, но и потере прочности медного изделия.
- Переходы труб с меди на другие металлы (сталь и алюминий) рекомендуется выполнять посредством латунных либо бронзовых фитингов-переходников – в противном случае стальные и алюминиевые трубы быстро начнут коррозировать.
- Грат (наплывы металла) и заусенцы в местах резки подлежат обязательному удалению – их наличие приводит к образованию в водяном потоке турбулентных завихрений, что способствует эрозии и уменьшению эксплуатационного срока трубопровода из меди.
- При подготовке медных труб к соединению категорически запрещается применять абразивы – их оставшиеся после монтажа внутри частицы приведут к повреждению металла и образованию свища.
Если в системе водопровода либо отопления в доме помимо медных есть также трубы или элементы из иных металлов, то водяной поток должен идти от них к меди, а не наоборот. Ток воды от меди к стали, цинку либо алюминию приведет быстрой электрохимической коррозии участков трубопровода из последних.
Благодаря пластичности и прочности металла медные трубы без проблем подвергаются резке и сгибанию. Поворот трубопровода можно выполнить как путем использования трубогиба, так и с помощью фитингов. А для устройства разветвлений и соединений с различными приборами существует множество деталей из термостойких пластмасс, латуни, нержавейки и бронзы.
О взаимодействии меди с другими металлами
В большинстве частных домов бытовые водопроводы собраны из стальных и алюминиевых труб. В отопительных системах также присутствуют радиаторы из стали или алюминия. Неправильная врезка в подобную разводку труб из меди чревата немалыми проблемами.
Самый оптимальный вариант монтажа – это применение труб и приборов исключительно из меди и ее сплавов. Сейчас без проблем можно найти биметаллические алюминиево-медные радиаторы, а также соответствующие фитинги и запорную арматуру. Совмещать разные металлы стоит только в крайних случаях.
Если совмещение неизбежно, то медь должна быть замыкающей в цепочке элементов трубопровода. Избавить ее от способности проводить электроток невозможно.
А при наличии даже слабого тока этот металл создает со сталью, алюминием и цинком гальванические пары, что неизбежно ведет к преждевременной их коррозии. При монтаже водопровода между ними обязательно нужно вставлять переходники из бронзы.
Еще она потенциальная проблема – кислород в воде. Чем больше его содержание, тем быстрее коррозируют трубы. Это касается трубопроводов как из одного металла, так и сделанных из разных.
Нередко владельцы коттеджей допускают серьезную ошибку, часто меняя теплоноситель в отопительной системе. Это только приводит к добавлению совершенно ненужных порций кислорода. Лучше всего воду не менять полностью, а доливать ее, когда возникает необходимость.
Выбор монтажа: разъемный vs неразъемный
Чтобы соединить медные трубы в единую трубопроводную систему, можно воспользоваться несколькими способами их сочленения. Разные сантехники применяют обжимные и пресс фитинги, сварку либо пайку. Но прежде чем самому начинать работы, нужно определиться – неразъемным быть трубопроводу или разъемным.
Существует три монтажных технологии соединения труб из меди:
- электрическая сварка;
- пайка с помощью горелки или электропаяльника;
- прессование.
Все эти технологии могут быть применены при формировании как разъемной, так и неразъемной системы. Здесь больше вопрос использования разнообразных фитингов и переходников либо отказ от них.
Если трубопроводная система нужна разъемная, а также более простая в плане ремонта и добавления новых элементов, то соединения необходимо делать разъемными.
Для этого используют фитинги:
- компрессионные;
- резьбовые;
- самофиксирующиеся.
Разъемные соединения проще выполнить самостоятельно, можно обойтись даже без пайки. Они не требуют от мастера излишне высокой квалификации.
Однако подобные узлы нуждаются в постоянном осмотре и подтягивании гаек, чтобы исключить протечки. Перепады давления и температуры в системе ведут к ослаблению креплений. И время от времени их рекомендуется подтягивать.
Если доступ к медным трубам планируется закрыть наглухо отделкой или бетонной стяжкой, то соединять их лучше всего в неразъемную конструкцию пайкой либо сваркой. Такая система более надежна, долговечна и устойчива к порывам.
На изделия из меди запрещается наносить резьбу. Этот металл слишком мягок по своей структуре. При устройстве разъемного трубопровода все резьбовые подсоединения должны делаться посредством фитингов. Последние соединять с медной трубой можно прессованием либо пайкой.
Перед выполнением соединений медные трубы подготавливают особым образом:
Медные трубы: механические способы соединений без применения пайки
Главная страница » Медные трубы: механические способы соединений без применения пайки

Несмотря на частое использование технологии пайки для соединений, медная труба нередко соединяется с фитингами и арматурой посредством механических способов без применения нагрева газовой горелкой. Причём, по мере технологического развития, механические способы соединений узлов медных труб становятся всё более практичными и рациональными для работы. На текущий момент соединения медных труб, фитингов и арматуры доступно выполнить несколькими опробованными механическими способами разъёмных соединений. Рассмотрим такие варианты механической сборки без нагрева более подробно.
Механические разъёмные соединения медных труб
Сантехническая и другая практика отмечается использованием целого ряда способов создания разъёмных соединений, которые по надёжности и прочности не уступают паяным. При эксплуатации водопроводных и прочих систем, где используются медные трубы, встречаются монтажные фрагменты, где пайка меди невозможна в принципе. Для таких ситуаций как раз и применимы разъёмные механические соединения:
- Конической развальцовкой.
- Накатными канавками.
- Связывающим обжимом.
- Вставкой нажимом.
Рассмотрим технологические моменты каждого способа на случай применения для строительства систем медных трубопроводов.
Способ #1: соединение конической развальцовкой
Развёрнутые по концам трубки — уширенные в сторону торца, рассматриваются приемлемой альтернативой организации соединения, когда использование пайки нежелательно, либо нецелесообразно.
Системам водоснабжения обычно присущи соединение между трубой и раструбом при подключении, например, счётчика расхода воды. Кроме того, медную трубу нередко приходится соединять с латунными фитингами раструбной посадкой концевых частей труб, развальцованных на конус под 45°.
 Подготовленное коническое механическое соединение медной трубы с фитингом под резьбовое закрепление сопрягаемых частей узла. Этот способ широко распространён на монтаже систем кондиционирования
Подготовленное коническое механическое соединение медной трубы с фитингом под резьбовое закрепление сопрягаемых частей узла. Этот способ широко распространён на монтаже систем кондиционирования
Подобного рода соединение медной трубы с фитингом (арматурой) выполняется при помощи соответствующего инструмента, посредством которого делается коническая развальцовка концевой части медной трубы. Для каждого размера трубы применяется инструмент, соответствующий наружному диаметру медной трубы и углу наклона развальцовки — обычно 45º.
Инструмент включает в набор следующие элементы:
- раздвижные металлические планки с отверстиями разных диаметров;
- ярмо, оснащённое подвижным расширяющимся конусом;
- зажимной винт раздвижных планок.
Медная трубка предварительно отрезается дисковым труборезом для получения ровного торца под прямым углом относительно оси трубы. Затем на тело медной трубы надевается гайка латунного фитинга и производится развальцовка концевой части медной трубы до полного внутреннего диаметра без остаточных внутренних заусенцев.
 Коническая развальцовка (развёртка) конечной части медной трубы при помощи специального инструментального набора под развальцовку разных диаметров медных труб
Коническая развальцовка (развёртка) конечной части медной трубы при помощи специального инструментального набора под развальцовку разных диаметров медных труб
Процедура развальцовки проста. Основные моменты:
- точно по широкой кромке раздвижного стержня выставить торец медной трубы;
- ярмо установить по контрольным боковым отверстиям точно над срезом медной трубы;
- стянуть крепёжным винтом половины зажимных металлических планок;
- винт ярма с конусом плавно вкручивать по резьбе до характерного щелчка.
Следует отметить – не все инструменты обеспечивают функцию проскальзывания при достижении полной развальцовки — дают характерный контрольный «щелчок». Поэтому следует дополнительно контролировать процесс развальцовки.
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, создаваемые соединением с торцевыми выточками (накатными канавками), длительное время практиковались на устройстве спринклерных (оросительных) пожарных систем. Начиная с 1925 года, этот вполне надёжный метод соединения труб используется на стальных и железных магистралях отопления, вентиляции, кондиционирования воздуха и других систем.
Между тем, аналогичный способ механического соединения накатной канавкой также доступен для медных труб диаметром от 50 до 200 мм. Комплект для создания механического соединения накатной канавкой содержит:
Система механического соединения накатными канавками предлагает практическую альтернативу пайке медных труб большего диаметра. Соответственно, способ накатной канавки не требует дополнительного нагрева (применения открытого пламени), как в случае пайки твёрдыми или мягкими припоями.
 Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Соединение способом накатных канавок основано на свойствах пластичности меди и повышенной прочности этого металла при холодной обработке. Конструкция предполагает уплотнение зажимной системы, для чего используется прокладка синтетического эластометра (EPDM — Ethylene Propylene Diene Methylene) и специально разработанный зажим. Ряд производителей по всему миру предлагают инструменты под создание соединений накатными канавками — прокладки, зажимы, фитинги.
 Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Подготовка и выполнение соединения накатной канавкой
Как и для других процессов соединения меди без пайки, правильная подготовка концевой части трубы имеет первичную значимость для создания прочного, герметичного шва. Правильный выбор инструмента соединения накатными канавками под каждый тип медной трубы также очевиден. Необходимо соблюдать рекомендации производителя для обеспечения безопасной, безаварийной подготовки таких видов соединений.
Таблица допустимых давлений и температур для этого типа соединений
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Накатная канавка, D = 50,8 – 203,2 мм, тип K, L | 0 — 2065 | минус 35 / плюс 120 для K |
минус 30 / плюс 80 для L
Пошаговый процесс сборки узла накатными канавками:
- Отрезать по размеру концевые части медных труб точно перпендикулярно оси.
- Удалить заусенцы после реза и снять фаску.
- Накатить канавки нужных размеров, как того требует производитель фитингов.
- Осмотреть фитинги, прокладки, зажимы, на отсутствие повреждений.
- Смазать прокладки в соответствии с рекомендациями производителя.
Перед окончательной сборкой осмотреть зажимные поверхности на чистоту, на отсутствие строительного мусора. Собрать соединение в соответствии с рекомендациями производителя.
 Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Затягивать окончательно зажимные гайки следует, прилагая требуемый крутящий момент в соответствии с рекомендациями производителя. После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.
Тестирование законченной системы с накатными канавками
Испытание законченной системы трубопроводов допускается выполнять методом подачи в систему давления воздуха или воды. Также не исключается гидропневматический метод, когда применяется относительно высокое испытательное давление.
Однако следует учитывать – величина испытательного давления не должна превышать максимально допустимого рабочего давления, указанного производителем системы накатных канавок.
Способ #3: соединение связывающим обжимом (Press-connect)
Соединение медной трубы и арматуры из медного сплава посредством обжимного связывающего способа является быстрым, экономичным и не требует технологии пайки. Метод соединения связывающим обжимом (Press-connect) появился в Европе в конце 1950-х годов и до сих пор успешно применяется. С конца 1990-х годов этот способ соединений распространился по всему миру.
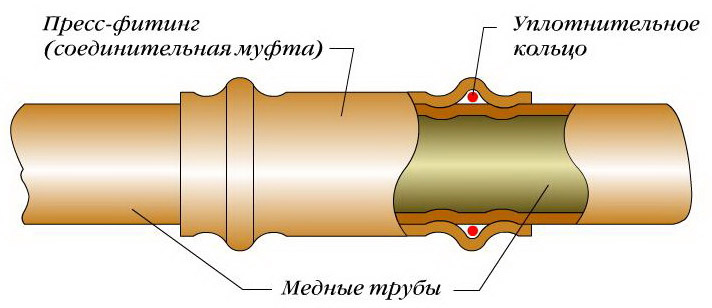
 Структурный вид механического связывающего обжимного соединения («press-connect»), где высокая герметичность достигается за счёт использования элестомерного уплотнения
Структурный вид механического связывающего обжимного соединения («press-connect»), где высокая герметичность достигается за счёт использования элестомерного уплотнения
Практика применения связывающего обжимного соединения показывает удовлетворительные результаты. Как и в предыдущем (#2) варианте, здесь используется эффект пластичности и выраженной прочности меди при холодной обработке. Соединение связывающим обжимом предусматривает наличие:
- специального фитинга,
- эластомерной прокладки,
- инструмента обжима,
- специальных губок.
Типичные диапазоны значений давления и температуры для соединений связывающим обжимом приведены в таблице ниже:
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Обжимное связывающее, D = 12,7 – 101,6 мм | 0 – 1375 | минус 18 / плюс 120 |
| Обжимное связывающее под высокое давление, D = 6,35 – 31,75 мм | 0 — 4826 | Минус 32 / плюс 150 |
Пошаговое создание соединения связывающим обжимом
Медную трубу под соединение связывающим обжимом следует внимательно осмотреть на предмет наличия вмятин, глубоких царапин, грязи, масел, жира, других дефектов снаружи и внутри. Если обнаружена лёгкая овальность медной трубы в области обжима, соответствующим инструментом необходимо выправить дефект.
Шаг 1: подгон заготовки по размеру
Точно подогнать медную трубу по длине с учётом упора в основание чаши соединительного узла. Отрезать заготовку по размеру дисковым труборезом, соблюдая перпендикулярность торцевой кромки. Удалить заусенцы, снять фаску торцевой части медной трубы, чтобы исключить вероятность повреждения прокладки при вставке медной трубы в фитинг.
Шаг 2: отметка глубины вставки и подбор кулачков
РИС8 Подбор соответствующего кулачкового механизма и отметка глубины вставки концевой части в процессе применения способа связывающего обжима
Проверить фитинг под использование в узле, убедиться в целостности уплотнительной прокладки и правильном расположении. Глубину вставки концевой части медной трубы внутрь фитинга необходимо отметить на поверхности, прежде чем вставлять медную трубу внутрь фитинга. Выбрать подходящий размер прессующего кулачка, вставить в инструмент прессования.
Шаг 3: сочленение медной трубы с фитином и процесс обжима
Медную трубу следует вставить до упора внутрь фитинга, выровнять до момента наложения прижимных губок на фитинг. Поместить прижимные губки на буртик фитинга под углом 90° (перпендикулярно) относительно центральной осевой линии медной трубы. Активировать пусковой механизм прессующего инструмента.
По завершении цикла прессования ослабить зажимные губки, снять инструмент и визуально осмотреть шов, ориентируясь по ранее выставленной метке на поверхности медной трубы.
Соединения связывающим обжимом под высокое давление
Достижения в технологиях связывающих обжимных соединений и в разработках материалов для уплотнительных колец, позволяют применять соединения связывающим обжимом для систем высокого давления. Однако системы высокого давления требуют применения несколько иной конфигурации прессовых губок.
 Результат изготовления соединительного узла техникой двойного обжима на 360º
Результат изготовления соединительного узла техникой двойного обжима на 360º
Соединения связывающим обжимом для трубопроводов низкого давления, технологических трубопроводов и линий сжатых газов немедицинского назначения, используют единую стандартную шестиугольную форму прессования.
Соединение с помощью связывающих обжимов под более высокие давления требует использования специально разработанных пресс-фитингов и зажимных губок для обеспечения двойного обжима фитинга на 360°.
Способ #4: соединение вставкой нажимом (Push-connect)
Отличительная особенность способа сборки вставкой нажимом — для установки не требуется никаких дополнительных инструментов, горелок, специальных топливных газов или электроэнергии. Сборка вставкой нажимом обеспечивается встроенным эластомерным уплотнением и захватным кольцом из нержавеющей стали.
 Удобный во всех отношениях и вполне практичный для эксплуатации способ сборки узла вставкой нажимом (push-connect)
Удобный во всех отношениях и вполне практичный для эксплуатации способ сборки узла вставкой нажимом (push-connect)
Типичные диапазоны значений давления и температуры для узлов, выполненных вставкой нажимом, приведены в таблице:
| Тип сборки | Диапазон давлений, кПа | Диапазон температур, ºC |
| Вставкой нажимом, D = 12,7 – 50,8 мм | 0 – 1375 | минус 18 / плюс 120 |
Существует два распространенных типа фитингов для этого типа сборки. Оба варианта создают прочные надёжные сборки узлов. Однако если один тип фитинга для способа вставки нажимом позволяет легко снимать сборку после установки, например, для обслуживания системы, второй не поддерживает такой конфигурации. Этим моментом фитинги отличаются один от другого.
 Виды фитингов для соединений способом вставкой нажимом: слева – разборная конструкция; справа – неразборная конструкция
Виды фитингов для соединений способом вставкой нажимом: слева – разборная конструкция; справа – неразборная конструкция
Перед сборкой узла требуется выполнить все подготовительные процедуры с медной трубой, как уже было описано выше. Здесь следует уделить особое внимание очистке скошенного конца медной трубы с помощью наждачной бумаги, нейлоновой абразивной ткани или сантехнической ткани. Этими действиями обеспечивается целостность уплотнительной прокладки в момент вставки медной трубы в тело фитинга.
Сборка предполагает исполнение жёсткого толкающего, одновременно закручивающего движения, направленного в тело фитинга. Движение медной трубы внутрь фитинга выполняется до момента, пока медная труба не упрётся в заднюю часть чашки фитинга. Этот момент обычно указывает предварительно сделанная отметка глубины вставки на поверхности меди.
Точка J
Обзоры и рейтинги статьи
Соединение медных труб: сравнение монтажных технологий

Трубы из меди применяются при монтаже систем ГВС, ХВС, кондиционирования, отопления и газоснабжения. Они дороги, однако долговечны, пластичны и обладают превосходными показателями стойкости к коррозии.
Но чтобы инженерные коммуникации из них прослужили десятилетиями, соединение медных труб должно производиться правильно. Существует несколько технологий для монтажа, и каждая из них имеет свои особенности исполнения.
- Нюансы работы с медными трубами
- Требования к обработке и сварке труб
- О взаимодействии меди с другими металлами
- Выбор монтажа: разъемный vs неразъемный
- Три основных способа соединения
- Вариант #1: Сварка
- Вариант #2: Капиллярная пайка
- Вариант #3: Цанговые фитинги и пресс-муфты
- Выводы и полезное видео по теме
Нюансы работы с медными трубами
Для выполнения монтажа внутренних трубопроводов в доме можно выбрать трубу из пластика, металлопластика либо нержавеющей стали. Но только аналог из меди способен прослужить без проблем и капремонта больше полувека.
Правильно смонтированные медные трубопроводные системы на практике исправно работают на протяжении всего срока эксплуатации, что отведен коттеджу или многоквартирному дому.

Трубам из меди не страшны длительные тепловые нагрузки, хлор и ультрафиолет. При промерзании они не трескаются, а при изменении температуры внутренней среды (воды, стоков, газа) не меняют своей геометрии. В отличие от пластиковых аналогов, медные трубопроводы не провисают. Это пластик подвержен расширению при высоких температурах, с медью подобного не происходит по определению.
У трубных медных изделий есть два недостатка – высокая цена и мягкость металла. Однако дороговизна материала окупается долгим сроком эксплуатации. А чтобы стенки труб не оказались повреждены изнутри эрозией, в системе обязательно должны устанавливаться фильтры. Если в воде не будет загрязнений в виде твердых частиц, то и проблем с разрушением трубопроводов не возникнет.
Требования к обработке и сварке труб
При работе с медными трубами необходимо соблюдать следующие правила:
- Монтируя пайкой водопровод ХВС или ГВС, следует исключить использование свинцового припоя – свинец слишком токсичен.
- Скорость потока воды должна быть не выше 2 м/с, иначе мельчайшие частицы песка или иного твердого вещества постепенно начнут разрушать стенки трубы.
- При использовании флюсов после завершения монтажа трубопроводная система в обязательном порядке подлежит промывке – флюс является агрессивным веществом и будет способствовать коррозии трубных стенок из меди.
- При пайке нельзя допускать перегрева места соединения – это может привести не только к формированию негерметичного стыка, но и потере прочности медного изделия.
- Переходы труб с меди на другие металлы (сталь и алюминий) рекомендуется выполнять посредством латунных либо бронзовых фитингов-переходников – в противном случае стальные и алюминиевые трубы быстро начнут коррозировать.
- Грат (наплывы металла) и заусенцы в местах резки подлежат обязательному удалению – их наличие приводит к образованию в водяном потоке турбулентных завихрений, что способствует эрозии и уменьшению эксплуатационного срока трубопровода из меди.
- При подготовке медных труб к соединению категорически запрещается применять абразивы – их оставшиеся после монтажа внутри частицы приведут к повреждению металла и образованию свища.
Если в системе водопровода либо отопления в доме помимо медных есть также трубы или элементы из иных металлов, то водяной поток должен идти от них к меди, а не наоборот. Ток воды от меди к стали, цинку либо алюминию приведет быстрой электрохимической коррозии участков трубопровода из последних.

Благодаря пластичности и прочности металла медные трубы без проблем подвергаются резке и сгибанию. Поворот трубопровода можно выполнить как путем использования трубогиба, так и с помощью фитингов. А для устройства разветвлений и соединений с различными приборами существует множество деталей из термостойких пластмасс, латуни, нержавейки и бронзы.
О взаимодействии меди с другими металлами
В большинстве частных домов бытовые водопроводы собраны из стальных и алюминиевых труб. В отопительных системах также присутствуют радиаторы из стали или алюминия. Неправильная врезка в подобную разводку труб из меди чревата немалыми проблемами.

Самый оптимальный вариант монтажа – это применение труб и приборов исключительно из меди и ее сплавов. Сейчас без проблем можно найти биметаллические алюминиево-медные радиаторы, а также соответствующие фитинги и запорную арматуру. Совмещать разные металлы стоит только в крайних случаях.
Если совмещение неизбежно, то медь должна быть замыкающей в цепочке элементов трубопровода. Избавить ее от способности проводить электроток невозможно. А при наличии даже слабого тока этот металл создает со сталью, алюминием и цинком гальванические пары, что неизбежно ведет к преждевременной их коррозии. При монтаже водопровода между ними обязательно нужно вставлять переходники из бронзы.
Еще она потенциальная проблема – кислород в воде. Чем больше его содержание, тем быстрее коррозируют трубы. Это касается трубопроводов как из одного металла, так и сделанных из разных.
Нередко владельцы коттеджей допускают серьезную ошибку, часто меняя теплоноситель в отопительной системе. Это только приводит к добавлению совершенно ненужных порций кислорода. Лучше всего воду не менять полностью, а доливать ее, когда возникает необходимость.
Выбор монтажа: разъемный vs неразъемный
Чтобы соединить медные трубы в единую трубопроводную систему, можно воспользоваться несколькими способами их сочленения. Разные сантехники применяют обжимные и пресс фитинги, сварку либо пайку. Но прежде чем самому начинать работы, нужно определиться – неразъемным быть трубопроводу или разъемным.
Существует три монтажных технологии соединения труб из меди:
- электрическая сварка;
- пайка с помощью горелки или электропаяльника;
- прессование.
Все эти технологии могут быть применены при формировании как разъемной, так и неразъемной системы. Здесь больше вопрос использования разнообразных фитингов и переходников либо отказ от них.

Если трубопроводная система нужна разъемная, а также более простая в плане ремонта и добавления новых элементов, то соединения необходимо делать разъемными. Для этого используют фитинги:
- компрессионные;
- резьбовые;
- самофиксирующиеся.
Разъемные соединения проще выполнить самостоятельно, можно обойтись даже без пайки. Они не требуют от мастера излишне высокой квалификации. Однако подобные узлы нуждаются в постоянном осмотре и подтягивании гаек, чтобы исключить протечки. Перепады давления и температуры в системе ведут к ослаблению креплений. И время от времени их рекомендуется подтягивать.
Если доступ к медным трубам планируется закрыть наглухо отделкой или бетонной стяжкой, то соединять их лучше всего в неразъемную конструкцию пайкой либо сваркой. Такая система более надежна, долговечна и устойчива к порывам.
На изделия из меди запрещается наносить резьбу. Этот металл слишком мягок по своей структуре. При устройстве разъемного трубопровода все резьбовые подсоединения должны делаться посредством фитингов. Последние соединять с медной трубой можно прессованием либо пайкой.
Три основных способа соединения
Перед тем как соединить отрезки медных труб, необходимо их нарезать в соответствии со схемой разводки и подготовить. Понадобится труборез или ножовка по металлу, трубогиб и напильник. А для зачистки торцов не помешает и мелкозернистая наждачная бумага.

Только имея на руках схему будущей трубопроводной системы, можно рассчитать необходимое количество расходных материалов. Нужно заранее определиться, где и какого диаметра трубы будут смонтированы. Необходимо четко понимать и то, сколько для этого потребуется соединительных элементов.
Вариант #1: Сварка
Для выполнения автоматизированной либо ручной сварки медных труб требуются электроды и газ для создания защитной среды (азот, аргон или гелий). Также понадобится сварочный аппарат на постоянном токе и в некоторых случаях горелка. Электрод может быть графитовым, вольфрамовым, медным или угольным.
Основной недостаток этой монтажной технологии – это существенные различия в характеристиках у получаемого шва и металла трубы. Они отличаются по химическому составу, внутренней структуре, электро- и теплопроводности. При неправильном выполнении сварки стык впоследствии может даже разойтись.

Сваркой медные трубы правильно соединить сможет только квалифицированный мастер. Здесь требуются определенные познания и навыки. У этого варианта монтажа существует масса технологических нюансов. Если в планах все делать самому, а опыта работы со сварочным аппаратом нет, то лучше воспользоваться иным способом соединения.
Вариант #2: Капиллярная пайка
В бытовых условиях медные трубы сваркой сантехники соединяют редко. Это слишком сложное, требующее специализированных навыков и трудоемкое дело. Проще воспользоваться методом капиллярной пайки с применением газовой горелки или паяльной лампы.

Пайка медных труб бывает:
- низкотемпературной – используются мягкие припои и паяльная лампа;
- высокотемпературной – применяются тугоплавкие сплавы и пропановая либо ацетиленовая горелка.
Особой разницы в конечном результате эти методы пайки не имеют. Соединение в обоих случаях получается надежным и прочным на разрыв. Шов при высокотемпературном способе получается несколько прочнее. Однако из-за высокой температуры струи газа из горелки повышается риск прожигания металла трубной стенки.
Припои используются на основе олова либо свинца с добавлением висмута, селена, меди и серебра. Однако если трубы паяются для системы подачи питьевой воды, то от свинцового варианта из-за его токсичности лучше отказаться.
Различается два способа спайки трубопроводов из меди:
Первый вариант предусматривает расширение конца одной из соединяемых труб специальным экспандером. Затем этот раструб надевается на вторую трубу, а стык спаивается с помощью припоя. Расширение торца производится так, чтобы между внешними и внутренними стенками соединяемых изделий оставался зазор в 0,1–0,2 мм. Большего не надо. Припой по нему за счет капиллярного эффекта все равно заполнит весь имеющийся просвет.
В этой технологии важно не повредить трубу при расширении. Если она сделана из твердой меди (R 290), то ее придется предварительно обжечь. При этом металл в месте сочленения приобретает свойства мягкого аналога. Важно не забывать об этих изменениях при расчете параметров рабочего давления в трубопроводе.

Чтобы упростить спаивание своими руками элементов медного трубопровода, достаточно приобрести готовые соединительные муфты, повороты, тройники и заглушки. На них уже есть необходимый раструб. Применение этих деталей приводит к удорожанию монтажных работ, но сильно их упрощает.
Для очищения металла в месте пайки и смазки припоя торцы соединяемых труб покрываются флюсом. Его следует наносить исключительно на трубные стенки снаружи. Раструбы и фитинги изнутри им не обрабатываются. В этом попросту нет необходимости.
Для выполнения спайки трубы вставляются в раструб и нагреваются горелкой. При достижении нужной температуры к зазору подносится припой. Он начинает плавиться и затекать внутрь. Если его в стык попадет слишком много, то он вытечет изнутри трубопровода, что приведет к сужению внутреннего диаметра трубы. А при малом расходе соединение окажется недостаточно пропаянным.
Если с применением припоя возникают проблемы, то можно воспользоваться фитингами, в которых он уже есть в нужных объемах. Для упрощения работ сейчас еще на заводе в эти соединительные элементы вносят изнутри капиллярный поясок из соответствующего сплава. Эту деталь нужно лишь надеть на трубу и разогреть горелкой.
Вариант #3: Цанговые фитинги и пресс-муфты
Неразъемное соединение труб из меди можно выполнить и при помощи пресс-муфт либо обжимных (цанговых) фитингов. В них вместо припоя используется уплотнительное кольцо. Первый вариант зажимается на трубе специальными клещами, а второй – накидными гайками и ключом к ним.

При затягивании гайки конец одной медной трубы прижимается к другой. Медь в результате притирается, создавая прочное, без просветов соединение. Протечки при использовании таких муфт практически исключены.
Выводы и полезное видео по теме
Как выглядит работа с трубами на практике, можно увидеть в следующих видеороликах.
Все о пайке медных труб газовой горелкой:
Разбор типичных ошибок соединения труб из меди мягким припоем:
Об особенностях монтажа пресс-фитингов:
Способов соединения медных труб между собой и с фитингами существует несколько. Одни из них проще выполнить самостоятельно, а другие обойдутся дешевле, но требуют специального инструмента. Ничего особо сложного в подобном монтаже нет. Однако прежде чем приступать непосредственно к пайке трубопровода, стоит потренироваться в применении горелки. Во время работ нельзя допускать пережога меди.
Соединение медных труб: типы и особенности
Содержание:
Благодаря своим практически уникальным эксплуатационным качествам медь является сегодня одним из самых востребованных материалов, применяемых для монтажа коммуникационных систем. Особенно часто она встречается в частных домах, где системы водоснабжения и отопления выполняются именно из медных труб, соединение которых между собой осуществляется с помощью различных методов.

Одной из главных причин использования в коммуникационных системах меди является выдающаяся устойчивость этого материала к высоким температурам и высокому давлению со стороны циркулирующей по трубам среды. Так, например, расчеты показывают, что в случае монтажа однотрубной системы отопления при желании получить температуру воды в радиаторе 70 градусов, на входе она должна быть не ниже 120 градусов. Многие современные материалы на такую температуру просто не рассчитаны. В качестве примера здесь можно привести столь популярные сегодня пластиковые (или полимерные) трубы. Они легки, стоят не слишком дорого (особенно в сравнении с медью), не вызывают сложностей при монтаже и выглядят вполне эстетично. Но вот максимальная температура, на которую они рассчитаны, составляет 95 градусов Цельсия. При более высокой температуре трубы просто начинают плавиться. В то же время медь легко выдерживает температуры до 300 градусов.
При эксплуатации бытового трубопровода возможно возникновение и обратной ситуации – замерзание воды в трубах. Абсолютное большинство материалов при этом не выдерживает линейного расширения замерзшей воды и разрушаются – на трубах из полимера, чугуна или стали появляются разрывы или трещины. Медь великолепно справляется и с этой проблемой благодаря своей пластичности.
Вообще, медные трубы – это универсальные элементы. Они могут применяться не только в системах водоснабжения или отопления. Часто из них монтируются специализированные трубопроводы в холодильных установках или кондиционерах. Из-за газонепроницаемости меди их применяют и для монтажа газопроводов, как бытовых, так и промышленных. Кроме того, в последнее время довольно распространенным явлением стали медные трубы для электропроводки, которые позволяют надежно защитить все ее «хитросплетения» от механических и иных повреждений.
Виды соединений медных труб при монтаже сетей.
Для соединения медных труб в единую систему используются различные приемы и дополнительные детали. Выбор конкретного метода зависит и от особенностей трубопровода, и от его предназначения, и от его местоположения, и даже от национальных традиций. Что касается последнего пункта, то на сегодняшний день в Европе, где трубопроводы из меди применяются наиболее часто, сложились два традиционных подхода к их монтажу:
- «британский подход» – это бесфитинговое соединение труб между собой (гибка труб, фланцевание, вытяжка отводов, пайка, сварка и т.д.). Такой метод позволяет максимально упростить конструкцию медного трубопровода, в котором практически не используются никакие дополнительные элементы (соединительные детали требуются лишь для подключения приборов к трубопроводу). Но стоит отметить, что этот подход требует достаточно большого опыта и высокой квалификации от монтажников. Кроме того, не обойтись здесь и без специальных инструментов;
- «германский подход» – соединение труб между собой с помощью фитингов. Такой подход обладает целым рядом преимуществ: применение фитингов требует меньше времени для монтажа трубопровода и меньше усилий со стороны монтажников. Он может применяться для прокладки трубопровода любой конфигурации и гарантирует высокое качество соединения, практически не зависящее от опыта и квалификации монтажника. К минусам метода относится усложнение конструкции трубопровода и необходимость регулярной проверки фитинговых соединений.
Все существующие сегодня типы соединения медных труб можно разделить на 2 категории:
Неразъемные соединения – это конструкция, разобрать которую, не разрушая ее отдельные составляющие, нельзя. К ним относится:
Пайка или сварка может быть бесфитинговой. Также используются и заводские соединители для медных труб (разнообразные фитинги). Для прессования необходимы специальные пресс-фитинги, которые снабжаются обжимными гильзами.
Все типы неразъемного соединения могут применяться при монтаже систем водоснабжения, газоснабжения и отопления.
Обратите внимание! При монтаже водопроводов и систем теплоснабжения для труб малого и среднего диаметра чаще всего используется низкотемпературная пайка, а сварка – для труб большого диаметра. При устройстве «теплых полов» наиболее распространенный прием – прессование. Если требуется соединить медь со сталью, то обычно применяется пайка или сварка в зависимости от диаметра труб (припой – бронза). А вот при монтаже газопровода необходима высокотемпературная пайка.
Разъемное соединение – это разборная конструкция. Она получается с помощью различных типов фитингов:
- резьбовых;
- компрессионных;
- самофиксирующихся.

Кроме того, в данном случае может применяться фланец – соединитель для медных труб большого и среднего сечения. А при аварийном ремонте трубопровода для соединения труб одинакового диаметра может временно использоваться стяжная муфта.
Чаще всего разнообразные фитинги и соединители применяются для подключения к трубопроводу различной аппаратуры, потребляющих приборов или арматуры. Удобство таких соединений состоит в том, что их можно легко разобрать в случае необходимости (например, если потребовался ремонт трубопровода или замена подключенной к нему аппаратуры). Они очень надежны и не требуют большой квалификации от монтажника. Кроме того, для монтажа необходим минимум специальных инструментов – большинство работ производится буквально вручную.
Но при этом разъемные соединения нуждаются в периодическом осмотре и обслуживающих мероприятиях. Их ослабляют перепады температуры и давления в системе, а уплотнительные элементы со временем изнашиваются. Именно поэтому располагать их надо таким образом, чтобы доступ к ним при эксплуатации трубопровода был открыт в любой момент.
Обратите внимание! На медные трубы запрещено наносить резьбу. Поэтому для соединения меди с резьбовыми элементами системы применяют специальные фитинги переходного типа. Такие детали с одной стороны имеют раструб для соединения с трубой методом пайки или опрессовки, а с другой стороны – резьбу.
Какой бы тип соединения не был выбран при монтаже медного трубопровода, следует знать, что оно в любом случае не снижает механическую прочность системы. Наоборот, любое из соединений, кроме сварки, увеличивает толщину стенок системы, а значит, это место трубопровода является даже более прочным, чем сама труба. Что касается сварного соединения, то оно (изначально более мягкое вследствие особенностей процесса) становится более прочным со временем.
Подготовка медных труб для соединения при монтаже коммуникационных сетей.
Перед тем как соединять трубы друг с другом, их необходимо подготовить. Подготовка включает в себя несколько этапов.
Для выполнения данного этапа лучше всего прибегнуть к помощи трубореза. Весь процесс использования этого инструмента предельно прост. Надо надеть труборез на тот конец трубы, где предстоит сделать отрез, продвинув его на отмеченное для разреза место. После этого необходимо плотно затянуть хомут (винт) инструмента и начать вращение резака вокруг трубы. Винт при этом будет затягиваться, в результате чего труба окажется отрезанной в месте нахождения резака.

Обратите внимание! Применение трубореза позволяет сделать точный перпендикулярный разрез. Но в процессе отрезания трубы не стоит применять излишних усилий – это может смять конец медного изделия. Лучше сделать пару лишних оборотов трубореза.
Конечно, все знают о пластичности меди и о том, что резать ее можно и обычной ножовкой. Но вот добиться хорошего качества такого среза и его перпендикулярности довольно сложно. При работе ножовкой кромки получаются слишком неровными и требуют дополнительной обработки. Правда, в том случае, если специального инструмента под рукой нет, ножовка оказывается единственным способом подогнать трубу под нужную длину. Но тогда следует обратить особое внимание на кромки.
После резки на кромке трубы в любом случае останутся заусенцы и неровности. Перед тем как выполнять соединение, от этих дефектов необходимо избавиться. Для этого используют надфиль или напильник закругленной формы.

Внешнюю поверхность кромки также необходимо зачистить, убрав с нее оксидную пленку и загрязнения. Выполняется эта работа с помощью мелкозернистой шкурки. Кроме того, перед соединением следует зачистить и внутреннюю поверхность кромки. Для этих целей подойдут специальные салфетки или щетки.
Обратите внимание! Зачистку кромки следует производить до тех пор, пока ее поверхность не станет блестящей. Но при этом проявлять слишком много усердия не следует, так как велик шанс снять слишком большой слой меди. В этом случае при выполнении соединения с помощью пайки или сварки могут возникнуть сложности.
Соединение медных труб с помощью капиллярной пайки.
Одним из самых распространенных способов соединения медных труб является капиллярная пайка. Для ее проведения применяются особые фитинги, помогающие припою распределиться в месте получения шва предельно равномерно независимо от того, в каком положении находится сама труба. Большое значение при этом имеет правильный выбор диаметра фитинга – он должен быть больше диаметра трубы на 0,1-0,15 мм.
Для выполнения капиллярной пайки на конец трубы потребуется нанести флюс. Это специальный состав, который, расплавляясь, растворяет имеющуюся на трубе пленку оксида. Кроме того, он прекрасно защищает медь от окисления, которое неизбежно возникает при ее нагревании.
Обратите внимание! Флюс – это состав с высокой химической активностью, а это значит, что он может взаимодействовать с металлом, на который наносится. Поэтому при его применении следует быть внимательным и не использовать флюса больше, чем требуется. Лучше всего воспользоваться кисточкой, нанося флюс исключительно на ту часть трубы, которая будет помещаться внутрь фитинга. Причем делать это надо непосредственно перед началом пайки. После этого сразу же вставьте конец трубы в фитинг до упора, поворачивая его вокруг оси трубы – это требуется для того, чтобы флюс «лег» максимально равномерно. Если при этом какая-то часть флюса окажется на внешней поверхности трубы, его надо немедленно удалить.

После того как труба будет вставлена в фитинг, место соединения необходимо нагреть. Нагрев должен быть равномерным по всей окружности соединения. Для этого можно применять открытое пламя – например, газовую горелку с двумя соплами. Нередко применяется и более безопасный способ – промышленный фен. Определить степень прогрева можно при помощи флюса или используемого припоя. В том случае, если применяется флюс, в состав которого входит олово, о достижении нужной для пайки температуры будут свидетельствовать появившиеся в месте соединения серебристые капли. Если же используется другой тип флюса, то понять, нагрелось ли соединение до необходимой температуры, можно, приложив к нему край припоя. Если припой сразу начинает плавиться, значит, его уже можно вводить в зазор между трубой и фитингом. При этом вести пруток припоя можно как справа налево, так и слева направо – он в любом случае заполнит зазор и надежно соединит детали между собой.
Количество необходимого припоя определяется очень просто – по диаметру трубы. Для этого еще перед началом пайки можно обернуть трубу проволокой, которая будет выполнять роль припоя, и отрезать от нее кусок требуемой длины.
Обратите внимание! В продаже имеются фитинги для капиллярной пайки, внутри которых уже имеется припой в нужном количестве. Работа с такими фитингами сводится к нагреву места соединения до температуры, когда припой станет плавиться. Добавлять дополнительный припой в этом случае не требуется.
После выполнения пайки соединение должно остыть в естественных условиях. Во это время оно не должно подвергаться никаким механическим воздействиям. Только после полного застывания припоя можно продолжать процесс монтажа трубопровода.
Подобным образом выполняются и другие соединения в процессе установки системы водоснабжения или теплоснабжения дома. После того как вся система будет смонтирована, ее обязательно необходимо промыть горячей водой – это поможет удалить изнутри труб остатки флюса. Если этого не сделать, то оставшийся на поверхности меди состав может привести к коррозии медных элементов. С наружной части трубопровода также следует осмотреть все места соединений и при наличии на них оставшегося флюса или припоя почистить их с помощью влажной тряпки.
Соединение медных труб с элементами из других материалов.
Нередко при монтаже частного медного водопровода, канализации или системы теплоснабжения возникает необходимость в использовании элементов, изготовленных из других материалов. В этом случае следует помнить, что ни в коем случае нельзя допустить прямого соприкосновения меди и оцинкованной стали из-за возникающих при этом электрохимических процессов. В результате такого контакта коррозийные процессы на поверхности стали развиваются в ускоренном темпе, и она разрушается. Для того чтобы избежать этого, между медным и стальным участком трубопровода необходимо помещать фитинг из латуни. Кроме того, здесь очень важно, чтобы детали из оцинкованной стали в трубопроводе располагались перед медными – то есть циркулирующая по трудам вода сначала проходила стальной участок, а потом поступала в медный. А вот контакт меди с пластиком, латунью или кислотоупорной сталью с этой точки зрения безопасен и не влияет на срок службы трубопровода.
Обзор фитингов для монтажа медных труб
Медные комплектующие для монтажа трубопроводов не уступают аналогам из других материалов, а по долговечности и устойчивости к температурам – даже опережают. Однако надежность и функциональность коммуникаций из меди полностью зависит от качества выполнения узлов соединения.

Где применяются медные трубы
Фитинги и трубы из высококачественной меди не уступают по техническим качествам комплектующим для трубопроводов из других популярных материалов. В отличие от сплавов на основе железа, медь совершенно не ржавеет. Кроме того, она не боится ультрафиолета, экстремально низких и высоких температур, тогда как для полимерных соединений одинаково губительны солнечный свет, мороз и сильный жар. Медные трубы мало весят, просты в транспортировке, хранении и монтаже.

Все эти положительные качества позволяют трубной продукции из меди сохранять популярность в качестве комплектующих для монтажа систем:
- горячего и холодного водоснабжения,
- кондиционирования воздуха,
- газораспределения,
- отопления.
Особенности соединительных элементов для медных труб
Так как комплектующие из меди применяют в сферах, где недопустимы даже малейшие утечки, к узлам медных трубопроводов предъявляются высокие требования. При соединении труб важно обеспечить не только максимальную надежность и герметичность, но и предотвратить химические процессы, которые негативно повлияют на состав рабочей среды и состояние трубопровода.
Для монтажа трубопровода можно использовать фасонные элементы из разных материалов:
- Медные. Это наилучший вариант – трубы и фитинги на узловых участках будут одинаково реагировать на температурные колебания, что снизит вероятность разгерметизации узлов. Кроме того, все комплектующие из меди, в том числе и соединительная арматура, делаются тонкостенными, так как медь не подвержена коррозии и не нужно при изготовлении изделий закладывать запас толщины. Чем тоньше стенки, тем легче фитинг, поэтому медная арматура – одна из самых легких, а значит, оказывает на трубопровод минимальную нагрузку.

- Стальные нержавеющие. Такие фитинги универсальны и подходят для соединения между собой медных изделий и для образования перехода между трубами из разных материалов. Однако из-за разницы в температурном расширении этих материалов может произойти разгерметизация узлов. Кроме того, нержавеющая сталь под воздействием горячей или химически агрессивной рабочей среды хоть и медленно, но разрушается.
- Латунные. Арматура из латуни, как и из нержавейки, универсальна. Латунные фитинги для соединения медных труб предпочтительнее стальных, так как ближе по температурному расширению и сроку эксплуатации.



Обратите внимание! Для сопряжения труб из меди нельзя применять фитинги из черной стали, даже если она хромирована или оцинкована. С нелегированной сталью медь вступает в реакцию, в результате которой фасонный элемент может разрушиться.
Виды фитингов
Вся соединительная арматура разделяется на несколько видов по выполняемым функциям:
- Прямые – для прямого соединения двух труб одного диаметра. Называют такие фитинги муфтами, корпус обычно имеет форму цилиндра.
- Переходные – для прямого соединения двух труб разных диаметров. Переходники, или редукторы, имеют сложную форму: два коротких разноразмерных цилиндра соединены усеченным конусом.
- Угловые, или поворотные, – для соединения одинаковых труб под углом. Такие фитинги называют отводами или уголками, угол изгиба корпуса – от 15 до 90 градусов.
- Разветвительные – для объединения двух и более потоков или разделения одного потока на несколько. Корпуса тройников имеют три патрубка, диаметры которых могут различаться. Корпуса крестовин состоят из четырех или более патрубков, соединенных под прямым углом.
- Герметизирующие – для перекрытия свободных патрубков. Эти фасонные элементы, называемые заглушками, представляют собой крышку или пробку.
Особенности разных методов соединения
Монтаж узлов на медных трубопроводах выполняется следующими способами:
- сварной – с нагревом до температуры, близкой к температуре плавления,
- капиллярный – пайка при невысокой температуре,
- резьбовый – скручивание на резьбу,
- обжимной – с применением компрессионных фитингов,
- опрессовочный – с помощью пресс-фитингов и пресс-клещей.
Обратите внимание! Сварной и капиллярный методы применимы только для соединения медных труб между собой или с медными фитингами. Резьбовые, обжимные и пресс-фитинги можно использовать не только медные, но и стальные или латунные.
Каждый из методов имеет нюансы проведения монтажных работ и особенности получаемых узлов. Сварка и пайка позволяют образовать надежные неразъемные узлы, но для их выполнения необходимо сварочное оборудование, а его применение не всегда возможно. Остальные способы можно применять для монтажа медных трубопроводов в помещениях, где проведены отделочные работы, в непосредственной близости от других коммуникаций, в том числе рядом с газовыми трубами.
Сварное соединение медных труб
Сварка трубной продукции из меди производится только встык.
Работы выполняются в следующем порядке:
- Под соединяемые элементы прокладывают асбестоцементные листы, чтобы снизить потери тепла и ускорить нагревание трубы и фитинга.
- Торцы фитинга и трубы нагревают газовой горелкой, работающей на высокой мощности.
- Стыкуют оплавленные срезы и плотно прижимают их друг к другу, избегая перекосов.
- Остывший шов проковывают, чтобы снизить зернистость образовавшегося грата.
Обратите внимание! Медь легко остывает, поэтому нагрев и соединение следует проводить максимально быстро. Если свариваются толстостенные трубы, подключают вторую горелку, которой подогревают оплавленные срезы, не давая им остыть.
Капиллярное соединение или пайка
Более популярным, чем сварка, методом монтажа медных узлов является пайка. Во-первых, этот метод не требует сильного нагревания соединяемых деталей и последующей проковки шва. Во-вторых, нет ограничений по времени работ, так как нагревать нужно не трубы и фитинги, а припой – тонкую проволоку из технической меди.
Выполняется соединение в несколько шагов:
- Вставляют трубу в раструб фитинга.
- Нагревают место соединения, нанося припой на трубу вдоль края надетого на нее раструба.
- Расплавленный припой поднимается по зазору между медными элементами, равномерно заполняя его.
- Дают образованному узлу остыть.
- После остывания очищают наружную часть соединения от остатков припоя при помощи чистящего средства. Внутренности трубопровода с этой же целью промывают водой сразу или по окончании монтажа всех узлов.
Обратите внимание! Название способа происходит от капиллярного эффекта – жидкость может преодолевать силу тяжести и двигаться вверх между двумя поверхностями при определенной дистанции между ними. Расплавленная медь является жидкостью и поэтому поднимается между стенками трубы и фитинга. Однако для этого метода необходимо, чтобы соединяемые элементы трубной сети имели раструбы, обеспечивающие необходимый зазор.
Использование резьбовых фитингов
Самым простым является соединение на резьбу, выполняемое, если нужно образовать разъемный узел. Чаще всего для этого способа применяются стальные и латунные фитинги, которые могут иметь внутреннюю или внешнюю резьбу.

Выполняется монтаж следующим образом:
- Наматывают на внешнюю резьбу фитинга или трубы ФУМ-ленту.
- Вкручивают элемент с внешней резьбой внутрь элемента, имеющего внутреннюю, вручную.
- Завинчивают фитинг до упора при помощи гаечного ключа.
Обратите внимание! Резьбовые узлы склонны к разбалтыванию в ходе эксплуатации и требуют периодического подтягивания. Поэтому их можно устанавливать только на тех участках трубопровода, которые доступны для профилактики.
Обжимные фитинги
Компрессионная арматура состоит из корпуса с внешней резьбой на штуцерах, обжимной гайки и одного или двух обжимных колец. Суть метода соединения заключается в том, что торцевую часть трубы зажимают между штуцером фитинга и обжимной гайкой. Удобен этот способ тем, что проводится без нагрева, без специальных инструментов – достаточно разводного ключа, этим же ключом при необходимости можно демонтировать узел. При этом надежность компрессионного узла гораздо выше, чем у резьбового. Обжимные фитинги производят из различных материалов, но для соединения медных труб применяются только те, у которых обжимные кольца изготовлены из меди.
Соединение выполняется в следующем порядке:
- Снимают с фитинга и надевают на трубу обжимную гайку, сдвигают ее в сторону от края.
- Поочередно выполняют эти же действия с обжимными кольцами.
- Вставляют в трубу штуцер фитинга.
- Поочередно сдвигают к корпусу фитинга кольца и навинчивают гайку.
- Затягивают обжимную гайку ключом.
Обратите внимание! Приложение избыточного усилия при затягивании обжимной гайки может привести к деформации трубы или срыву резьбы фитинга.
Особенности применения пресс-фитингов
Опрессовка напоминает обжимной метод соединения, но для выполнения опрессовочного узла необходим пресс-фитинг и пресс-клещи.
Фитинг для опрессовки состоит из корпуса с гладким или ребристым штуцером, фиксирующего кольца и пресс-кольца.
Порядок монтажа узла:
- Надевают на трубу пресс-кольцо и фиксирующее кольцо, сдвигают их в сторону от среза.
- Устанавливают штуцер в трубу.
- Сдвигают поочередно кольца к корпусу фитинга.
- Затягивают пресс-кольцо пресс-клещами.
Получаемое соединение является неразборным и по надежности не уступает сварному и капиллярному.
Как выполняется соединение медных труб с пайкой и без неё
Даже с учетом того, что полимерные трубы применяются все чаще, металлические изделия все еще пользуются немалым успехом. Как правило, в качестве металла используется медь, латунь и сталь. В лучшую сторону по показателям устойчивости к коррозии и высоким температурам отличается медь. Собственно, о соединении медных труб, и пойдет речь в этой статье.

Даже несмотря на то, что медные трубы отличаются своей дороговизной, учитывая все характеристики материала, их применение является довольно-таки оправданным.
В первую очередь, перед соединением медных труб, стоит определиться с тем, как их соединять, методом пайки или иным способом.
Соединение труб при помощи пайки
Рассмотрим соединение медных трубок фитингами с последующей пайкой, которая бывает низко- и высокотемпературной. При первом методе пайка осуществляется при температуре 300 ºC. Второй метод используется при обустройстве систем с высокими нагрузками в промышленных целях.
В качестве соединителей для медных труб выступают муфты, дополнительно нужен оловянно-свинцовый припой и флюс.

Технология пайки труб будет следующей:
- В первую очередь отрезают трубу определенных размеров. Процесс этот должен производиться аккуратно, с учетом размеров имеющихся фитингов.
- Концы труб должны быть осмотрены – не должно быть каких-либо дефектов, таких как сколы, трещины или заусенцы. Если их не устранить, то будут проблемы с герметичностью соединения после выполнения всех работ.
- После того, как убедились, что торцы очищены, можно начинать соединение. В связи с тем, что соединяться будет несколько труб, и они могут быть с различными сечениями, то и фитинги должны быть подобраны соответствующим образом.
- Далее окончание трубы и внутренние стенки муфт следует обработать флюсом, который обезжирит поверхности для получения максимально качественного соединения.
- Теперь конец трубы продевают в соединитель медных трубок и нагревают. Его нужно подобрать так, чтобы сечение было больше сечения трубы на 1-1,5 см. Прогревают трубы газовой горелкой. Зазор между трубой и соединительной муфтой заполняют расплавленным припоем. В настоящее время на рынке можно найти любой тип припоя под свои нужды, так что с выбором не должно возникнуть каких-либо проблем.
- После равномерного распределения припоя по окружности, стыкуемые детали нужно оставить, пока он полностью не затвердеет.
- На финишном этапе нужно проверить соединители для медных труб и всю систему, запустив в нее воду. В этот момент проверится не только система, но и выполнится очистка ее от остатков флюса, который со временем может становиться причиной коррозии металла.
Герметичная стыковка медных труб без пайки
Дополнительно стоит отметить, что, невзирая на то, что соединение труб пайкой считается наиболее надежным методом в большинстве случаев, все же встречаются ситуации, когда таким способом воспользоваться не представляется возможным. В таких случаях можно прибегнуть к соединению медных трубок без пайки. Потребуются специальные фитинги, которые обеспечат надежное соединение благодаря зажимному эффекту, который образуется при резьбовом соединении.
В данном случае соединение производят в такой последовательности:
- Сначала рассоединяют фитинги, которые, зачастую, имеют две составные части.
- Один из элементов надевают на трубу. Как правило, это гайка и зажимное кольцо.
- Далее в фитинг продевают трубу и затягивают гайку.

Обычно такие фитинги комплектуются развернутой инструкцией, которой в обязательном порядке нужно придерживаться, иначе выполненные работы будут некачественными.
Стоит отметить, что перед тем как соединить медные трубки без пайки, стоит осознать все риски, так как качественное соединение получить довольно сложно. Минимальные перекосы соединяемых деталей не допускаются вообще, в противном случае технология грубо нарушается. Чтобы резьбовое соединение получилось предельно герметичным, его желательно дополнительно уплотнить специальными нитями. При этом стоит следить, чтобы они не оказались с внутренней стороны трубы, так как впоследствии вода может не проходить по системе должным образом.
Обязательные правила соединения
При любом типе соединения перечень проводимых работ будет выглядеть таким образом:
- Соединяемые труб должны быть выполнены из одного и того же металла. В случае, если вы собрались соединять медную трубу с трубой из любого другого материала, вы должны определиться с нужным методом соединения. К примеру, для стыковки труб из меди и поливинилхлорида способ пайки использовать нельзя.
- При соединении медной трубы со стальной, медную трубу следует располагать после стальной.
- Во время затягивания резьбового соединения нужно быть крайне осторожным, особенно, если в вашем распоряжении трубы с тонкими стенками.
- Чтобы правильно определиться с количеством необходимого припоя, кусок проволоки должен иметь длину окружности спаиваемой трубы.
- Для прогрева труб лучше всего подойдет специальная горелка. Можно, конечно, использовать и простую паяльную лампу, но в данном случае нужно быть готовым, что место стыка перегреется, а весь рабочий процесс несколько усложнится.
- Не секрет, что медные трубы являются довольно затратным материалом. В этой связи еще до проведения работ не будет лишним осуществить предварительные просчеты объема необходимого материала. Вместе с тем, помните, что все соединительные детали также обладают своими размерами, так что и их нужно учитывать.

В завершение не лишним будет отметить, что соединение труб из меди технологически является процессом средней сложности. Если вы занялись такими работами впервые, то нужно быть готовым к тому, что могут возникнуть некоторые нюансы. Чтобы разобраться в процессе, и получить о нем как можно большее представление, не лишним будет получить консультацию у профессиональных рабочих, или, как минимум, ознакомиться с имеющимися видеоматериалами.

