

Элементы печи из литья

Печным литьем называются отлитые из чугуна изделия, необходимые для работы печи или камина: от ящиков для золы до дверок, от печных заслонок до каминных решеток, от духовок до варочных поверхностей. Детали чугунного литья для печей служат надежно и долго, если сделаны качественно.
Камины и печи известны с древности. Благодаря их популярности печное литье возникло как отдельное направление. Традиции ремесленников-профессионалов являются основой для современного чугунного печного литья. Чтобы получилась добротная красивая печь или камин, необходима фурнитура с безупречным качеством.
«Московский литейный завод» изготавливает детали из чугуна любой сложности, формы, размера. Качество наших изделий, используемых для кладки печей или каминов, широкоизвестно.
Продажа литья чугунного от лучшего производителя
Если вам нужна отличная печь, вы не ошибетесь в своем выборе, если купите чугунное литье на нашем заводе.
Как правило, для печного литья применяется чугун, обладающий замечательной устойчивостью к очень высоким температурам (огнеупорностью), который практически не деформируется. Элементы печной фурнитуры тщательно подгоняются. К тому же, материал отличается повышенной прочностью и почти не стареет (служит десятки лет). Обычно используется серый чугун (СЧ), которому свойственны превосходные эксплуатационные характеристики. В своем составе серый чугун содержит кремний, серу, фосфор, марганец. Данные вещества повышают физические и химические свойства готовой печной продукции, в первую очередь, огнеупорность. К тому же, литье для печей из чугуна антикоррозийно, поскольку после отливки получает защитное покрытие, защищающее от проникновения ржавчины внутрь структуры металла.
Чугунное литье: где купить качественную печную фурнитуру
«Московский литейный» завод предлагает весь ассортиментный ряд чугунного литья для печей и каминов, включающий дверцы для топки и поддувала, варочные настилы, духовки, зольники, задвижки для дымоходов, колосниковые решетки и многое другое. Раньше такие изделия служили для выполнения исключительно практических задач, но теперь декоративность печных элементов все больше становится важнейшей функцией нашей продукции.
Закупать литье чугунное на нашем заводе можно большими и мелкими партиями. А можно заказать печные элементы в единственном экземпляре. Стоимость фурнитуры для печей и каминов зависит от ряда параметров (материал, наличие декоративной ковки либо других элементов декора, объем заказа и проч.).
«Московский литейный завод»: чугунное литье недорого
Мы отличаемся лояльной ценовой политикой, за что нас очень ценят наши клиенты. Мы предлагаем демократичные цены на высококачественную продукцию и достойный ассортимент.
Если вас заинтересовало чугунное печное литье, цены на него определяются габаритами и наличием дополнительных дизайнерских элементов. Например, стоимость заслонок для дымоходов будет зависеть от размеров и типа заслонки, а также эргономичности ручки.
Преимущества нашего печного литья многочисленны и неоспоримы. Продукция «Московского литейного завода» безопасна для владельца и окружающей среды, так как в применяемом материале отсутствуют вредные вещества. Кроме оптимальной цены и безвредности, наше чугунное литье для печей и каминов имеет множество достоинств.
Чугунное литье: цена и преимущества
Наши менеджеры рассчитают для вас цену печного чугунного литья индивидуально, обсудив с вами все подробности.
К преимуществам печного литья на нашем заводе относятся:
- Универсальность: изготовленные печные элементы вы можете встраивать в самые разнообразные дымоходы; изделия пригодны для любых видов печей и каминов; большинство элементов возможно устанавливать и во время кладки печи или камина, и в уже готовое отопительное устройство.
- Термостойкость: защитный слой печного чугунного литья выдерживает температуру до 800 градусов, при этом чугун сохраняет все свои замечательные свойства. Если в конструкции предусмотрено стекло, оно тоже будет отличаться термостойкостью (до 700 градусов Цельсия).
- Герметичность: это особенно важно для дверок топок. Если дымоход будет по чьей-то оплошности закрыт при несгоревшем угле или дровах, приток воздуха, нужного для продолжения горения, будет отсутствовать, и остатки топлива потухнут. В комнату не будет поступать угарный газ. Кроме того, благодаря герметичности достигается легкость растопки и равномерное горение дров или угля.
- Экологичность: печное чугунное литье максимально безопасно в применении.
При необходимости мы выполним для вас прекрасно декорированную печную фурнитуру. Обычные дверцы при этом становятся великолепной стилистической деталью.
- Антикоррозийные качества.
- Доступная цена.
- Чугунное литье для каналов дымохода
В любой печи или камине обязательно есть каналы: по ним проходят нагретый воздух, а также дымовые газы, отдавая свое тепло. Время от времени в каналах накапливается сажа, затрудняющая движение нагретого воздуха. Для чистки каналов в конструкции печи или камина обязательно делаются отверстия, которые закрываются так называемыми прочистными дверками. Отверстий, как и дверок, обычно несколько.
Система каналов, имеющая разную длину и разветвленную структуру, нужно поочередно или одновременно перекрывать разнообразными задвижками, заслонками, вьюшками.
Печные дверцы и полудверцы подразделяются на несколько видов:
- Топочные нужны, чтобы подавать дрова в топку и изолировать пламя.
- Поддувальными можно менять приток воздуха через зольную камеру к колосникам, расположенным на дне печи; их тоже изготавливают из чугуна. Приток воздуха к огню прямо пропорционален степени открытости дверцы поддувала.
- Прочистные необходимы для прочистки дымоходов.
- Вьюшечными (вьюшками) перекрывают дымоходный канал.
- Печными заслонками (задвижками) закрывают дымовую трубу.
«Московский литейный завод» отольет для вас любые чугунные элементы для каналов-воздуховодов.
Чугунное литье для котельных
Различные котлы бытового и промышленного назначения и все запчасти с ним тоже отливают из чугуна.
Если при отливке элементов для печей и каминов важно и художественное исполнение, для чугунного котельного литья свойственна строгость форм. Очень важна в данном виде литья точность.
Купить литье чугунное для котельных, являющееся разновидностью продукции «Московского литейного завода», выгодно у нас. Мы гарантируем качество и невысокие цены, реализуем заказы по изготовлению котельного литья по чертежам заказчика и по чертежам, которые индивидуально для вас разработают специалисты завода.
Чугунное литье для улицы
Чугунное литье для улицы включает в себя и художественные изделия, и технические. К классу художественного литья относятся решетки и ограды, фонарные столбы и мебель на улицах, в садах и парках (из чугуна изготавливаются элементы для скамеек, столов и проч.), урны для мусора и декоративные люки, а также интерьерные скульптуры (их изготавливают методом точного литья под высоким давлением). К техническому чугунному литью для улицы принадлежат грузы для натяжения ЛЭП и контактной электросети, кабельные консоли, люки для подземных коммуникаций, водоотводы и решетки ливневой канализации.
Все эти изделия, доступные по цене каждому заказчику и имеющие великолепное сочетание качества и стоимости, отольет для вас «Московский литейный завод».
Чугунное литье: приобретайте на нашем заводе
Мы предлагаем печное и котельное литье из чугуна, литье для улицы и любое другое безупречного качества и по демократичной цене. Наши менеджеры помогут определиться с необходимыми габаритами и конфигурацией элементов чугунного литья, исходя из ваших требований.
Чугунные печи и котлы, дымоходы и вытяжки, уличные решетки и элементы скамеек служат десятилетиями, а порой и столетиями. Очень важно, чтобы литье было высококачественным, а это напрямую зависит от того, насколько ответственно производитель относится к своему делу.
Поэтому стоит заказать дешево чугунное литье именно на «Московском литейном заводе», у профессиональных мастеров. Мы обеспечим вас широким ассортиментом изделий. Цена и качество нашей продукции позволяют нам занимать лидирующие позиции в сфере литья из чугуна.
Типовые цены
| Изделие | Срок изготовления | Цена |
|---|---|---|
| Бронзовая заготовка 3 кг | 2-3 дня | 1620 руб. |
| Литые заготовки подставок | 5 дней | 450 руб. |
| Литье из чугуна | 5 дней | 90 руб/1 кг |
| Литье из алюминия | 5 дней | 290 руб/ 1 кг |
| Литье из бронзы | 5 дней | 540 руб/ 1 кг |

Старший специалист. Помощь в оценке стоимость и сроках производства изделий из бронзы, алюминия и чугуна.
Литьё цветных металлов своими руками. #1 Печь
В этом посте я расскажу про печь. Будет много букв и немного картинок. Это не универсальная конструкция, вариантов может быть очень много, их можно найти в гугле и на тематических форумах. Здесь я описываю только свой опыт и впечатления от эксплуатации.
Я сделал выбор в пользу пропана, т.к. с ним печь должна быть чистой, не будет мусора и гари, она требует меньше места. Собрав несколько рецептов воедино, я купил гидроаккумулятор на 24 литра. Критерий выбора – диаметр. Внутренний объем ограничит максимальное количество металла, которое вы сможете расплавить за раз. В остальном это может быть и простое металлическое ведро, или барабан от стиральной машины, или баллон от фреона, или из-под пропана или что-то похожее. Лучше не покупать готовое изделие, а искать что есть под рукой, так выйдет дешевле.
Получившийся корпус я зачистил и сделал каркас, фото поможет понять о чем я:

Крышка поворачивается на гаражной петле, которую я приварил. Конструкция с тремя колесами (одно поворачивается)не очень устойчива, но позволяет катить печь с минимальными усилиями и без длинных ручек (а она тяжелая).

Внутри бака я сделал теплоизоляцию из такого состава: молотый шамот плюс огнеупорная глина в пропорции 2/1 соответственно. Как это правильно сделать: из картона надо сделать цилиндр, который будет служить внутренней опалубкой и поставить в бак. А образовавшуюся пустоту между цилиндром и стенкой заполнить раствором. Предупреждаю – раствор не должен быть жидким. При высыхании слишком жидкой смеси раствор даст огромные трещины, я переделывал после этой ошибки. Раствор был таким, что я его буквально запихивал руками, а воздух удалял трамбовкой (какая-нибудь палка).
Все это сохнет недели две-три. Раствор даст усадку, поэтому щели я заполнил огнеупорной ватой, она даст дополнительную теплоизоляцию. Потеря тепла – основной враг такой печи.
Крышку внутри тоже заполняет раствором. Что бы он не вывалился после высыхания, я насверлил отверстий по бокам крышки и закрутил болты (шляпками наружу). За них раствор цепляется и не падает вниз. На фото ниже видна готовая печь, покрашенная огнеупорной краской.

Здесь видна труба (ф50), в которую вставляется горелка. Труба входит в печь по касательной. Это надо, чтобы создать в печи нужное завихрение, иначе пламя будет бить в одну точку, а нам надо равномерный нагрев все полости печи. На этом патрубке виден кусок малярной ленты. Она там не нужна, но свидетельствует о том, что при работе этот патрубок, как и горелка, абсолютно холодные и за них можно браться руками (это правильный режим работы горелки).
На фото ниже видна горелка.
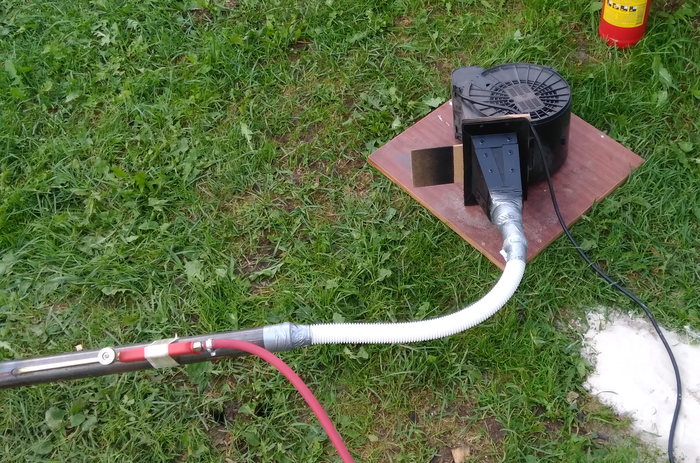
Горение не должно происходить внутри горелки, оно должно происходить в печи. Если горение будет внутри горелки, она раскалится и это не безопасно. Это говорит, что она неправильно работает. Как это обеспечить? Берем кровельную горелку, убираем с нее наконечник и вставляем в трубу (в моем случае диаметр около 40 мм). Длина трубы произвольная, главное – достаточная, чтобы воздух из наддува успел качественно смешаться с пропаном. Еще – чем шире сопло горелки, тем больше жаропроизводительность, расход воздуха и пропана. Это золотое сечение надо искать опытным путем (конечно зависит и от объемов плавки). Для моей печи описанный размер подходит.
На картинке также виден наддув. Это улитка от вытяжки (вроде 600 кубометров в час). Для регулировки количества воздуха я сделал заслонку. В данном случае она открыта на 1/4 и этого хватает за глаза. Я видел горелки в газовых горнах с вентилятором от кулера. Обычно для регулировки люди используют ЛАТР, но у меня его нет. Основная суть в том, что бы сбивать пламя к началу горелки и не допустить горения в трубе (и тем более у сопла).
На картинке ниже видна теплоизоляция печи. Именно про этот ограниченный объем я и говорил при выборе корпуса печи, поэтому про это следует подучать заранее. Я бы сделал побольше, но что есть то есть. Видна сдвинутая в сторону крышка и тигель на заднем плане. Тигель – обрезанный маленький огнетушитель. После нагревов скалывется слоями. На долго его не хватит.

Все это добро питается пропаном. При 1/4 (от мощности улитки) воздуха я ставил на редукторе 1,2 атм. Горит нормально, запас по мощности есть.

2,5 кг бронзы расплавились и перегрелись за полчаса. 300 грамм алюминия за 11 минут.
При расходе газа в 1,2 атм баллон покрывается конденсатом. Читал, что некоторые ставят баллоны в воду, что бы не покрылись инеем.

P.S. Когда я еще не подобрал оптимальные размеры горелки и думал, что ничего не выйдет (было нестабильное пламя, малая температура), решил попробовать плавить на литейном коксе (подготовленный каменный уголь). В печи такого размера это вообще не вариант. Места мало, уголь попадает в тигель. Нагрев локальный, холодный воздух поддува частично забирает тепло. На распал угля надо много энергии (загорается вроде при t
600C), очень инертное топливо, не для такой печи и не для разовых плавок. Он хорош если запустил печь и палишь сутками без остановки.
Я надеюсь вам было интересно. Буду рад ответить на вопросы.
Печное литье – зачем оно нужно?
Конструкция качественной современной печи включает в себя множество сложных и разнообразных элементов. Каждый из них выполняет особую функцию, без которой правильная работа отопительного приспособления просто невозможна. Одним из таких элементов является печное литьё, включающее в себя:
- дверцы;
- колосниковые решетки;
- разнообразные задвижки
- настил для печки.
Как видно из этого списка, чугунное литье – очень важная часть любой печки. И в определенный момент, будь то обновление старой печи или закладка новой, возникает необходимость в его приобретении. Купить чугунное литье по отличным ценам можно в нашем интернет-магазине «Печки-Лавочки».
 Как выбрать правильный вариант?
Как выбрать правильный вариант?
Существует большое количество факторов, которым следует уделить огромное внимание при совершении такой покупки. Во-первых, это, конечно же, качество: эти элементы выполняют очень важные задачи, необходимые для корректной и удобной работы печи, поэтому они должны быть надежными и прочными. Во-вторых, печное литьё LK и другие популярные модели просто обязаны быть приятными на вид, ведь именно они – настоящее лицо нашего отопительного устройства. И, безусловно, в-третьих, стоимость печного литья должна быть в пределах разумного. И отвечающее всем этим требованиям чугунное литье для печей купить Вы с легкостью можете в нашем магазине.
Как подобрать лучшее из печного чугунного литья?
В нашем каталоге представлены идеальные варианты на все случаи жизни. Конечно же, когда речь идет о таком товаре, как печное литье, Финляндия как страна производитель является гарантией качества. Произведенные в этой стране товары отличаются безупречным дизайном и практичностью. Поэтому печное литье SVT Финляндия, которое Вы можете приобрести у нас, это великолепный вариант для каждого дома.
Однако не только зарубежные товары станут отличным выбором для всех. Если Вас интересует печное литьё, Россия также предлагает замечательные по красоте и удобству использования модели.
Почему чугун?
Чаще всего для создания красивых декоративных элементов оформления печей используется чугун. Почему же выбор падает именно на этот сплав, несмотря на то, что современные технологии предлагают нам широкий выбор других материалов? Оказывается, его свойства лучшим образом подходят для этих целей. Печное литье, купить которое Вы можете в нашем магазине, делается из чугуна, потому что этот материал обладает:
- прочностью;
- стойкостью к высоким температурам;
- надежностью;
- податливостью при придании ему изящных форм.
Все эти свойства делают чугунное литьё для печей лучшим вариантом на все случаи жизни.
Почему покупать дверцы и задвижки удобнее всего в нашем магазине?
Причин для того, чтобы SVT печное литье и продукцию других компаний приобретать именно у нас, может быть очень много. Давайте взглянем на основные из них:
- У нас Вы найдете отличный выбор любых необходимых Вам товаров этой категории и полный модельный ряд ведущих мировых производителей.
- Все товары сопровождаются подробным описанием, дающим полное представление о том, что Вы покупаете – забудьте о покупках кота в мешке!
- Если Вас интересует красивое и качественное чугунное литье, цена на него у нас приятно Вас порадует.
- Наши консультанты с удовольствием ответят на все Ваши вопросы и помогут подобрать безупречный вариант печного чугунного литья.
- Сделать покупку у нас – очень быстро и удобно благодаря простой и понятной форме заказа.
- Если Вы покупаете в нашем магазине печное литье, цена на доставку лишь добавит приятных впечатлений о работе с нами.
Поэтому смело выбирайте наш магазин для просмотра ассортимента печного чугунного литья, и Вы ни на минуту не пожалеете о своем выборе!
Иметь дома камин – голубая мечта, наверно, каждого жителя нашей страны. Связано ли это с больше генетической памятью – ведь еще в начале прошлого века наши предки каждый день топили русскую печь, чтобы наполнить свое жилище теплом в зимнюю непогоду, – либо это связано с чувством причастности к элите общества, которое дарит камин, сказать довольно таки сложно.
Однако бесспорным является то, что камины с каждым годом становятся все популярнее и популярнее.
С ростом спроса на камины растет как число фирм, их продающих, так и сам ассортимент каминов. Уже сегодня в каталоге каждого производителя можно найти не менее сотни моделей. В многочисленных каталогах становится все сложнее ориентироваться. Вполне оправданно перед покупателем встает вопрос – как выбрать камин?
В этой статье наша компания попробует предложить Вам так называемую пошаговую инструкцию.
Но, в первую очередь, мы сделаем несколько допущений:
Представим, что в качестве покупателя – человек, не имеющий никакого представления о каминах;
Покупатель намерен приобрести именно камин, а не печь или печь-камин;
Выбор покупателя на каждом этапе строится исходя из его финансовых возможностей и возможностей интерьера.
Первый вопрос, на который нужно ответить: «Где будет установлен камин: в загородном доме или в квартире, расположенной в многоэтажном доме?».
Данный вопрос имеет принципиальную важность, поскольку монтаж камина в многоэтажном доме технически намного сложнее монтажа в загородном доме. Трудности могут быть связаны с выводом дымохода. Кроме того, определенные сложности могут возникнуть в связи с весом камина ( его масса может достигать 1000 КГ), поскольку не всегда перекрытия в многоэтажном доме рассчитываются на такую нагрузку. Естественно, что сложность монтажа повышает его стоимость.
Однако это отнюдь не значит, что установить в многоэтажном доме камин невозможно – важно лишь принимать во внимание вытекающие отсюда ограничения.
Возможно, в данном случае стоит внимательнее рассмотреть вариант установки камина с газовой топкой, что значительно облегчит вывод дымохода, но, в то же время, для установки такого камина возникнет необходимость получения разрешения от предприятия газового хозяйства. Кроме того, значительно возрастает важность квалифицированного монтажа, поскольку газ является взрывоопасным веществом.
Поэтому, если Вы проживаете в многоэтажном доме и не готовы к трудностям, связанным с покупкой дровяного или газового камина, рассмотрите варианты покупки био- или электрокаминов, приобретающих все большую популярность.
Если Вы являетесь обладателем загородного дома, в который и намереваетесь установить камин, то второй вопрос, на который Вам необходимо дать ответ – «Для какой цели, главным образом, он приобретается: для отопления помещения или для эстетического наслаждения?» Не забывайте, что порядок цен для дровяных каминов и электрокаминов, выполняющих больше эстетическую функцию, отличается очень значительно. Стоит ли переплачивать за камин, который не будет использоваться в качестве отопительного средства либо будет использоваться довольно редко, – решать Вам.
Однако обратите внимание на то, что эффект огня в последних моделях электрокаминов настолько реалистичен, что его легко можно принять за настоящее пламя. Кроме того, в большинстве электрокаминов доступна функция обогрева мощностью до 2 КВт – этого будет вполне достаточно для дополнительного обогрева помещения площадью до 20 кв.м.
Ответив на два предыдущих вопроса, убедились ли Вы в том, что камин в традиционном его понимании – это то, что Вам нужно? Если да, то самое время перейти к выбору непосредственно камина! Нет, стоп! Мы забыли, что наш покупатель не имеет ни малейшего представления о том, что представляет собой камин! Попробуем разобраться в данном вопросе.
Итак, то, что обыватель называет «камином», специалист понимает как совокупность 3-х обязательных составляющих:
Говоря простыми словами, облицовка есть то, что предстанет перед взором Ваших домочадцев после завершения монтажа камина, его внешняя форма, то, что люди называют словом «камин», не подозревая о существовании самой важной его составляющей – топки https://kaminhall.ru/collection/Topki.
Топка – основная функциональная часть камина, его сердце, в котором непосредственно происходит процесс горения. Думаю, объяснять значение понятия «дымоход» нет никакого смысла.
Таким образом, процесс выбора камина предполагает поэтапный выбор всех 3-х его составляющих. Рассмотрим каждый этап в отдельности.
1) Выбор облицовки
Стиль будущей облицовки камина – это первое, с чем необходимо определиться при выборе облицовки. При этом Вы должны учитывать стиль, в котором выполнен интерьер вашего дома. И как бы Вам не приглянулся последний камин в стиле Hi-Tech от Доминика Имберта, который Вы увидели в журнале, в деревянном загородном доме, выполненном по русским традициям, он будет смотреться, мягко говоря, не гармонично.
Хоть иногда сложно определенно сказать, в каком стиле выполнен тот или иной камин, в целом, все существующие камины можно отнести к одному из 4 основных стилей:
Второй момент при выборе облицовки касается определения ее габаритных размеров. Естественно, от Вас не требуется определения точных размеров будущего камина, но представлять себе максимально возможный для вашего помещения камин будет полезно. Нет никакого смысла ставить огромный камин в небольшую комнату – он будет «выжигать» в ней слишком большой объем кислорода, и, напротив, небольшой камин не сможет обогреть огромный зал. Однако, помимо размера здесь также стоит учитывать и теплоизоляцию помещения. Чем она лучше – тем меньше необходимость в большом камине для обогрева такого помещения.
Сюда же можно отнести и выбор расположения будущего камина в помещении. При этом следует учитывать размер комнаты, стену примыкания камина, фундамент строения (помните, какой массы может достигать камин?). Можно выделить следующие виды каминов по их расположению в помещении:
Итак, скажем, Вы определились с тем, что в Ваш загородный дом наилучшим образом подойдет угловой камин в стиле кантри. Что дальше? С учетом имеющегося в Вашем распоряжении бюджета можно просмотреть каталоги именитых европейских производителей облицовок и порталов, пытаясь выбрать что-нибудь по душе. И, несомненно, Вам обязательно приглянется как минимум несколько моделей. Но что, если Ваше сердце требует чего-то эксклюзивного? Тут, практически в любой компании, Вам на помощь придет дизайнер, который разработает для Вас проект индивидуального камина, с учетом всех Ваших пожеланий. Вам же останется лишь утвердить проект и смету.
Ну а в случае, если Вы все-таки остановились на облицовке из каталога, то заключительным этапом в процессе выбора этой составляющей камина будет утверждение материалов, из которых облицовка будет изготавливаться. Почему это важно? Во-первых, многие производители предлагают различные цветовые вариации своих облицовок и порталов. А, во-вторых, так как основным материалом в изготовлении облицовок является природный камень, будь то мрамор или песчаник, то не стоит забывать о том, что в природе не бывает двух одинаковых камней. Поэтому очень важно, чтобы покупатель увидел вживую образец камня, из которого будет изготовлен его будущий камин, и лично одобрил его росписью своего пера.
Прежде чем перейти к описанию процесса выбора топки, стоит упомянуть о том, что для многих облицовок производителем предлагаются адаптированные под них топки, что значительно облегчает процесс выбора.
Во-первых, необходимо решить на каком виде топлива будет работать камин: дровах или газе. Про дровяные и газовые топки, а также преимущества и недостатки обоих видов можно почитать в статье о видах топок.
Далее, исходя из габаритных размеров облицовки, можно сузить область возможных вариантов на основании ширины, высоты и глубины необходимой топки.
В-третьих, стоит определиться с формой стекла, которая на Ваш взгляд наиболее соответствовала выбранной облицовке. Выделяются следующие формы стекла:
- прямое стекло;
- призматическое стекло;
- закруглённое стекло;
- двустороннее стекло;
- угловое стекло;
- прямоугольное стекло.
Следующим вопросом при выборе топки будет материал, из которого должна быть изготовлена топка. Этот вопрос имеет принципиальное значение по ряду причин. Здесь существует два варианта: топки из стали и топки из чугуна. Причем, и те, и другие имеют свои преимущества и недостатки. Как правило, чугунные топки обладают большей мощностью и стоят дешевле стальных, однако стальные топки обладают значительно более широким разнообразием форм, а также лучшим обзором огня благодаря большей площади остекления.
Последним, но отнюдь не малозначимым моментом являются такие параметры как способ открывания дверцы и наличие таких функций как система вторичного дожига и обдува стекла, которые делают работу топки более эффективной, а ее эксплуатацию менее обременительной. Что касается дверцы, то существует два основных вида:
- дверцы, открывающиеся вбок;
- дверцы, открывающиеся вверх.
Топки с дверцей, открывающейся вбок, как правило, значительно дешевле, так как система подъемного механизма дверцы делает конструкцию топки более дорогостоящей. Но не стоит забывать и про эстетический момент, потому как не каждому может прийтись по душе торчащая вбок открытая дверца во время процесса наслаждения огнем.
Итак, ответив на все вышеизложенные вопросы, Вам удалось максимально сузить область своего поиска, и остается всего лишь выбрать конкретную модель топки, руководствуясь рамками доступного бюджета.
Чугунное литье
Чугун — это сплав железа с углеродом и другими элементами. Является недорогим, прочным, износостойким, но хрупким конструкционным материалом, широко используемым в промышленности и строительстве.

Технология литья из чугуна
Технология литья из чугуна впервые была освоена в Китае около Х века н.э., в Европе впервые упоминается в 14 веке, как материал для производства пушек. В России первое «литье чугунное, для делания пушек пригодное» относиться к эпохе Ивана IV Рюриковича. Расцвет эпохи чугуна наступил в 19-20 веках. В это время из него делали мосты и трубопроводы, фонари и ограды, элементы архитектурного декора и несущие конструкции зданий. Кроме того, из того же материала отливали рельсы, детали станков, и двигателей. Отдельно стоит упомянуть чугунную посуду, утюги и отопительные приборы.
Чугун также являлся исходным компонентом для производства стали мартеновским способом. Объем его производства был важнейшим показателем экономической мощи страны и ее военного потенциала. С изобретением недорогих технологий производства и обработки сплавов алюминия и стали значение чугуна как конструкционного материала заметно снизилось. Широкое развитие производства высокопрочных пластиков и композитных материалов окончательно оттеснило чугун с передовых позиций.
Процесс литья из чугуна
Чугун производится в доменных печах — огромных сооружениях, высотой с десятиэтажный дом. После расплавления руды и удаления примесей происходит отливка чугуна в стальные формы — изложницы. Получающиеся слитки (чушки) – содержат чугун определенной марки и готовы к дальнейшему переделу. На литейных заводах из них отливают различные готовые изделия.

Процесс литья из чугуна
Основные этапы процесса литья из чугуна:
- Подготовка модели готового изделия
- Изготовление формы для отливки
- Расплавление чугунных чушек
- Отливка расплава в формы
- Извлечение отливок и их окончательная обработка
Существует несколько методов изготовления моделей и подготовка форм
Основные методы чугунного литья
Современная промышленность использует много различных методов производства чугунного литья. Они сводятся к нескольким основным методам литья:
- в формы из глиняно-песчаной смеси (так называемое литье «в землю»)
внутрь формы помещается модель готового изделия, полностью повторяющаяся его форму, но превышающая его по размерам на величину литейной усадки. Глиняно-песчаная смесь трамбуется и уплотняется, обеспечивая полное прилегание к модели. Литье чугуна в форму осуществляется через специально предусмотренные отверстия — литники.
- в гипсовые формы (и из других отвердевающих растворов);
- в оболочковые формы;
- в кокиль (металлические защищенные формы);
- по выплавляемым моделям;
- под давлением.
- В газифицируемую модель
Специалисты различают несколько видов чугуна, в зависимости от содержания тех или иных примесей.

Серый чугун содержит от 2,9% до 3,7% графита и кремний, обладает отличными литейными свойствами:
- низкая температура плавления
- высокая текучесть расплава
- малая усадка.
Является подходящим материалом для корпусов станков и механизмов, поршней и блоков цилиндров двигателей. Высокая хрупкость исключает применение материала в деталях, работающих на изгиб и растяжение. Литье серого чугуна преимущественно проводится в песчаные формы и в кокиль.
Высокопрочный чугун, ВЧШГ, содержит графит в шаровидной форме. Этот вид графита отличается высокой вязкостью и ковкостью, пригоден для кузнечной обработки. Из него отливают трубы, трубопроводную арматуру, ответственные и высоконагруженные детали механизмов.

Изделия из высокопрочного чугуна производят также методом литья в газифицируемую модель. Литье чугуна производится в форму из песчаной смеси, уплотненной вокруг полистироловых блоков моделей.
Для улучшения механических свойств отливки из высокопрочного чугуна подвергают термической обработке. Ее основные этапы:
- нагрев до 850 °C;
- выдержка в нагретом состоянии несколько часов;
- медленное остывание в минеральном масле при 350 °C.
Термообработка повышает однородность материала и снимает внутренние напряжения в отливке, снижая вероятность возникновения трещин в процессе эксплуатации
Производство чугуна
Производство чугуна из ряда главных показателей экономической мощи страны отошло в ряд второстепенных, но не потеряло своего значения для экономики.
Лидером в производстве чугуна с почти десятикратным отрывом является Китай- 543,748 млн. т в год, следом идут Япония 66,943 млн. т, Россия — 43,945 млн. т и Индия — 29,646 млн. т. Китай производит более 50% мирового чугуна.
Чугун производится в доменных печах, подготовленная железная руда плавится вместе с добавками, в качестве топлива используется коксующийся каменный уголь или природный газ.
Основное потребление чугуна происходит сегодня в качестве компонента для выплавки стали. Развитие чугунного производства идет в основном в направлении повышения его энергоэффективности, экологичности и снижения издержек.

Уникальные свойства чугуна — дешевизна, прочность и коррозионная стойкость позволяют черному металлу уверенно смотреть в будущее.
Чугунные отливки
Чугунные отливки бывают разных размеров — от мелких деталей до многометровых станин крупных станков. Конфигурация их тоже бывает самая разнообразная — от простеньких втулок до изысканных литых решеток и ворот.

Отливки из чугуна также подразделяются:
- по назначению – на общие и специальные, такие, как антифрикционные, жаропрочные и т.п.
- по структуре материала – на ферритные, перритные и смешанные
- По виду содержащегося графита — на шаровидные, пластинчатые, хлопьевидные и вермикулярные
- По содержанию углерода — на белые, серые и отбеленные
В металлургической науке существуют и другие классификации чугунных отливок.
Способы литья
Наиболее современный способ это литье по газифицируемым моделям. Этот способ позволяет не только осуществлять литье чугуна, но и получать стальные отливки. Способ отличается экономичностью, экологичностью и возможностью повторного использования материала форм.
Способ состоит из следующих этапов.
Подготовка моделей
Модели делают из предварительно вспененного и подсушенного полистирола с размером зерна 0,3— 0,9 мм. (в зависимости от габаритов детали). Материал задувается в формы, запекается и охлаждается.

Литье по газифицируемым моделям
Модели склеивают или спаивают в блоки. Далее блоки опускают в ванну, чтобы нанести противопригарное покрытие и высушивают. Если конфигурация изделия сложная, то покрытие наносят из сопла.
Формовка
Блоки моделей помещают в опоку, размещенную на вибрирующем основании, постепенно засыпая их песчано-глиняной смесью, их «землей». Иногда засыпку производят слой за слоем, отдельно уплотняя каждый.
Засыпанные и уплотненные формы перевозят в заливочный цех. Вакуумный насос завершает уплотнение песка и придание ему достаточной прочности.
Заливка металла
Металл заливают прямо в материал модели. Жидкий расплав испаряет полистирольные модели и заполняет все детали рельефа.

Продукты сгорания полистирола удаляются вакуумным насосом прямо через стенки формы.
Завершающие операции
Отливки из чугуна остывают в форме. Темп снижения температуры и общая его длительность определяется весом детали, толщиной ее стенок и требованиями производственного процесса. Далее формы разбиваются, отливки очищаются от остатков противопригарной краски, удаляются литники.
Преимущества чугунного литья
Чугунное литье отличается от отливок из других материалов рядом преимуществ, таких, как:
- дешевизной
- высокой прочностью и износостойкостью
- высоким качеством поверхности, сводящим к минимуму последующую механическую обработку

Характеристики и применение чугуна
Важно отметить, что при использовании современных методов литья дешевле получается не только сама отливка, но и конечная продукция. Многие производства, в конце 20 века заменившие чугунные детали своих изделий на стальные, вернулись или планируют вернуться к проверенному временем материалу на новом этапе его развития.
Шихтовые материалы
Металлы, сплавы, специальные лигатуры, шлакообразующие присадки и другие материалы, которые используют для приготовления различных сплавов, в литейном производстве называют шихтовыми материалами или шихтой. В состав шихты входят: свежие материалы (доменные чугуны различных марок, медь, алюминий, цинк, никель и др.), которые поступают в литейные цехи с металлургических заводов; лом черных сплавов и лом цветных сплавов, представляющие собой переработанные промышленные отходы; специальные ферросплавы и лигатуры (промежуточные сплавы более тугоплавких элементов с легкоплавкими), поступающие с металлургических заводов; отходы литейного производства и механических цехов (литники, прибыли, бракованные детали и брикетированная стружка). Количественное соотношение различных материалов в шихте зависит от качества исходных материалов и от требований, которые предъявляют к изготовляемым сплавам.
Основные типы плавильных печей
В литейном производстве используются плавильные печи, работающие на твердом, жидком или газообразном топливе (коксе, нефти, мазуте, газе), и печи электрические. К первому типу печей относят вагранки и тигельные печи, ко второму типу — дуговые электрические печи и электрические индукционные печи. Наибольшее распространение для плавки чугуна получили печи шахтного типа—вагранки. Серый чугун, получаемый в этих печах, используют для отливок различных по сложности деталей. В электрических печах плавится сталь, легированный чугун, а также белый чугун, перерабатываемый затем в ковкий чугун. Схема вагранки приведена на рис. 35. Вагранка представляет собой шахтную печь, основой которой является сварной металлический кожух 1, футерованный изнутри огнеупорным кирпичом 2. Щель между кожухом и футеровкой засыпается сухим кварцевым песком 3. В верхней части вагранки находится загрузочное окно 4. Часть шахты вагранки, расположенная ниже загрузочного окна, футеруется чугунными пустотелыми кирпичами 5, которые предохраняют ее от разрушения при загрузке шихты 7.
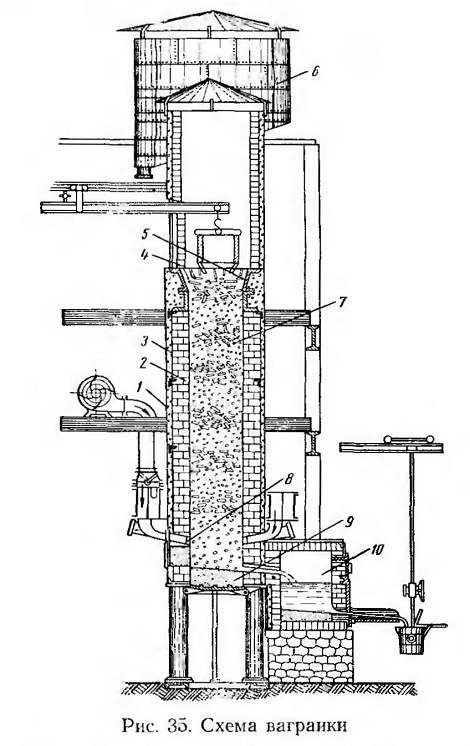
Загружают вагранку с помощью скипового подъемника или консольного крана. Верхняя часть вагранки заканчивается искрогасителем 6.
Для поддержания горения в вагранке через специальные отверстия 8, называемые фурмам и, подается воздух (дутье), нагнетаемый вентилятором. Расплавленный чугун по поду 9, расположенному в нижней части шахты, стекает через специальное отверстие и желоб в копильник 10. В начале работы в вагранку загружают слой кокса высотой 500—1500 мм и поджигают его. Этот слой кокса называется холостой колошей. Затем на холостую колошу загружают рабочую коксовую колошу, флюс и первую порцию металлической шихты. После загрузки материалов через фурмы подают воздух, необходимый для горения топлива. В плавильном поясе чугун и шлаки расплавляются и стекают в горн вагранки. Образующиеся газы, поднимаясь вверх, нагревают металлическую шихту и топливо, а затем уходят в трубу.
По мере сгорания кокса и плавления чугуна загружаемая в вагранку шихта опускается вниз, а на ее место загружают новые порции шихтовых материалов. В процессе плавки жидкий чугун скапливается в горне вагранки. Шлак всплывает на поверхность чугуна и периодически выпускается через шлаковую летку. Накопившийся чугун сливается через летку по желобу в специальный копильник, а затем в ковш. Производительность вагранок 0,5—30 т чугуна в час.
В целях пожарной безопасности и предохранения от загрязнения окружающей местности вагранки снабжают искрогасителями, которые одновременно являются и пылеуловителями.
Для плавки стали в литейных цехах используют мартеновские и электродуговые печи с основной и кислой футеровкой, а также индукционные тигельные печи.
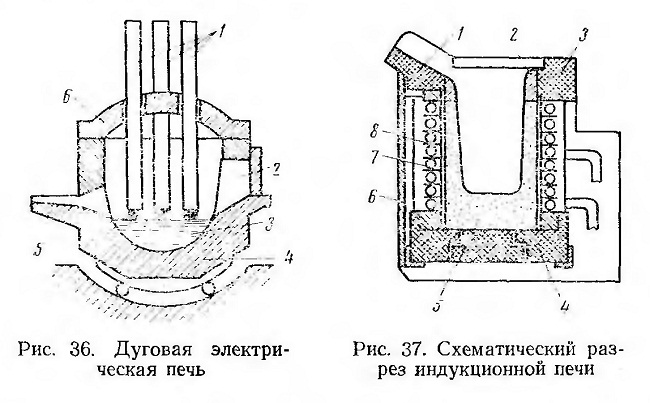
На рис. 36 показана схема дуговой электропечи. Источником тепла в этой печи является электрическая дуга, возникающая между расплавом 3, находящимся в ванне печи 4, и тремя графитовыми электродами 1 (проходящими через свод печи 6), по которым подается электрический ток. Вместимость таких печей составляет 1,5—10 т. Длительность плавки 1,5—4 ч. Приготовленный металл выливается при наклоне печи, осуществляемом специальным механизмом, через желоб 5. Загрузка шихты в печь производится через окно 2 или через свод печи, поднимаемый и поворачиваемый специальным механизмом.
Плавка стали в дуговой электрической печи состоит из следующих операций: заправки электропечи, завалки шихты, расплавления шихты и разливки готовой стали.
Индукционная печь (рис. 37) состоит из каркаса 6, сделанного из немагнитного материала, внутри которого находится индуктор (катушка), выполненный из витков 7 медной трубки, по которым протекает охлаждающая вода. Витки отделены друг от друга изоляцией ‘8. Плавильный тигель 5 в этой печи выполнен из набивной футеровки. Верхние части футеровки 1 и 3 и ее нижняя часть 4 делают из фасонных огнеупорных кирпичей, слой 2 выполняется огнеупорной обмазкой. Источником тепла в этих печах является индукционный ток, возбуждаемый в загруженной в тигель шихте при пропускании по индуктору переменного тока повышенной частоты.
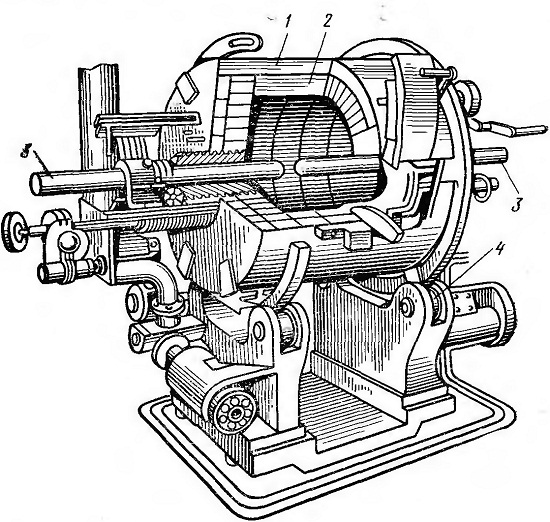
Рис. 38. Дуговая однофазная электропечь для плавки медных сплавов
Плавка цветных сплавов производится в тигельных печах с мазутным или газовым отоплением, в электрических печах сопротивления, а также в дуговых или индукционных электрических печах.
Медные сплавы плавят в тигельных, пламенных и электрических печах. Наиболее широко применяют дуговые однофазные электрические печи типа ДМК (рис. 38). Печь представляет собой металлический барабан 1, футерованный огнеупорным кирпичом 2. Тепло, необходимое для расплавления меди, создается электрической дугой, возникающей между двумя горизонтально расположенными электродами 3. Установленный на роликах 4 барабан 1 может поворачиваться на определенный угол двигателем и зубчатой передачей.
Шихтовые материалы загружают через рабочее окно, снабженное желобом, по которому выпускают готовый расплав. Для выплавки медных сплавов шихтовыми материалами служат чушки, машинный лом, отходы собственного производства и т. д. В процессе плавки меди, цинка и свинца выделяются вредные газы и пары, поэтому плавильные печи снабжают мощной вытяжной вентиляцией.
Алюминиевые сплавы плавят в тигельных и пламенных печах, электрических печах сопротивления и индукционных печах. На рис. 39 показана тигельная печь с газовым обогревом для
плавки алюминиевых сплавов. Печь имеет огнеупорную футеровку 1, внутрь которой вставлен чугунный тигель 2. Газ подводится в горелку 4 и сгорает в пространстве между футеровкой и тиглем. Отверстие 3 предусмотрено для выпуска металла при прогорании тигля. Продукты горения и газы из сплава отводятся вытяжным колпаком 5. Печь подвешена цапфами на боковых опорах и может наклоняться с помощью штурвала и червячной передачи.
Электрическая печь для плавки алюминия своими руками

Приветствую любителей помастерить, сегодня мы рассмотрим, как изготовить простую и надежную электрическую печь для плавки алюминия. Помимо этого такую печь можно использовать для отжига стали, а также для закалки. Нагревательный элемент в печи стоит на 1800 Ватт, печь оснащена термометром, а температура регулируется цифровым устройством. Собрано все просто и из доступных материалов. Если вас заинтересовал проект, предлагаю изучить его более детально!
Материалы и инструменты, которые использовал автор:
Список материалов:
– жаростойкий кирпич (J23);
– жаростойкий цемент;
– железные уголки;
– болт и гайки;
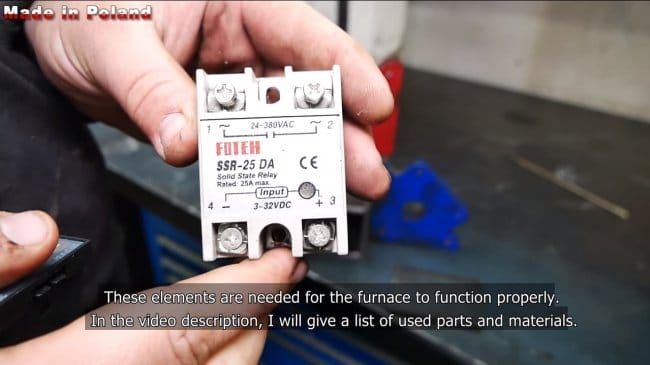
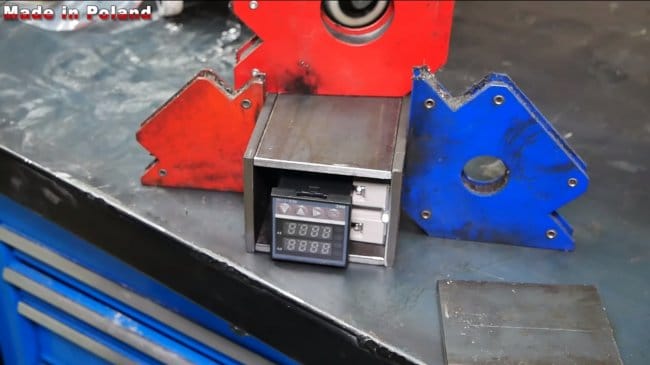
– контроллер REX-C100FK02-V*AN AC 230V ;
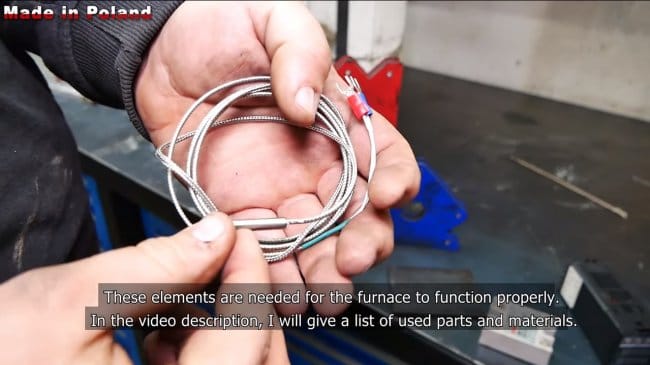
– датчик температуры 0-800C ;
– твердотельное реле Fotek SSR-25DA ;
– электрическая конфорка 1800 Вт;
– дверная петля;
– колесики;
– листовое железо.
Процесс изготовления печи:
Шаг первый. Нагревательный элемент
Первым делом найдем подходящий нагревательный элемент. Для таких целей автор использовал старую электрическую конфорку на 1800 Ватт. Мощности устройства вполне хватает, чтобы получать температуру порядка 800 градусов Цельсия, на такую температуру печь выходит чуть более чем через час.





Шаг второй. Основное тело печи
Далее соберем основное тело печи, тут нам понадобится огнеупорный кирпич марки J23. Особенность этого кирпича в том, что он мягкий и легкий, такой материал без проблем режется ножовкой.
Для тела печи понадобится 10 кирпичей, их автор обрезает под углом 17 градусов, чтобы сложить нужную геометрическую фигуру (десятиугольник).





Далее нам понадобится жаростойкий цемент, такой обычно используют при строительстве печей. Склеиваем на нем кирпичи сперва попарно, а потом собираем и цельную конструкцию.
Шаг третий. Основание и нагреватель
Далее в нижнюю часть печи устанавливается нагреватель, для начала нам нужно сделать под него посадочное место. Убираем лишнее количество материала напильником, чтобы конфорка зашла в печь.
Также изготавливаем и донышко для печи, склеиваем для таких целей три огнеупорных кирпича. Когда раствор засохнет, вырезаем на основании выступ, который будет заходить внутрь печи. Автор работает ножовкой и стамеской. Вот и все, теперь устанавливаем конфорку и приклеиваем основание к печи на раствор.


































Помимо этого для крышки нужно сделать пробку, ее автор выточил из жаропрочного кирпича. Пробка нужна для горловины, через которую будет загружаться алюминий для расплавки. Обязательно нужно сделать также запирающий механизм для крышки, чтобы все закрывалось герметично. Запирающее устройство изготовлено из болта и гаек, привариваем к болту длинную ручку с этим моментом закончили.
Шаг шестой. Колесики
Хоть печь у нас будет и не слишком тяжелой, для ее удобной транспортировки к ней можно прикрепить колесики. Используем небольшие колеса для тележек, которые могут вращаться вокруг своей оси. В раме сверлим отверстия и нарезаем резьбу, теперь колесики можно прикрутить винтами. Если колесо поломается, его можно будет легко заменить.


















Шаг восьмой. Испытания
Печь готова, осталось сделать для нее тигель, автор его сварил из толстостенной железной трубы. Не забудьте сделать на тигле носик для удобного выливания раскаленного металла.
Запускаем печь, ждем ее разогрева, на необходимую температуру печь выходит уже через час, корпус печи при этом нагревается, но не сильно. Теперь снимаем пробку и через горловину загружаем алюминий для расплавки. Это могут быть банки из под напитков, стружка и другой источник алюминия. В процессе желательно помешивать алюминий.
Когда алюминий расплавится, его можно выливать в нужную форму, не забывайте о технике безопасности, жидкий алюминий разогрет до 800 градусов! Автор заливает металл в формы, в итоге получаются заготовки, используемые для работы на токарном станке. Аналогично можно отливать разные изделия, детали для самоделок и так далее.

