

Плитка одинарного и двойного обжига
Важно ли покупателю знать, сколько обжигов прошла плитка? По большому счету, нет. Достаточно того, что она нравится по дизайну и подходит по назначению (потолочная или настенная). Так в чем же между ними принципиальная разница?

На фото:
Получить такой рисунок на плитке однократного обжига невозможно — поверхность не будет такой блестящей, а краски столь яркими.
Функциональность выше красоты плитки. Лично мне очень нравится плитка итальянской фабрики «Fap Ceramiche», особенно коллекция «Pura». Несмотря на то, что плитка этой фабрики крупноформатная, она очень красивая. Я часто использую ее в своих работах. Но при выборе плитки нельзя делать упор только на декоративные свойства, как бы вам не нравился тот или иной производитель. Использовать плитку надо всё же по назначению. Так, не стоит класть плитку, имитирующую камень, на фартук кухни. С позиции декоративности это, может быть, интересно, а вот с практической стороны содержать такую плитку в чистоте будет проблематично. То же самое — не стоит использовать красивую, но скользкую глянцевую плитку на полу в ванной комнате.
Функциональность выше красоты плитки. Лично мне очень нравится плитка итальянской фабрики «Fap Ceramiche», особенно коллекция «Pura». Несмотря на то, что плитка этой фабрики крупноформатная, она очень красивая. Я часто использую ее в своих работах. Но при выборе плитки нельзя делать упор только на декоративные свойства, как бы вам не нравился тот или иной производитель. Использовать плитку надо всё же по назначению. Так, не стоит класть плитку, имитирующую камень, на фартук кухни. С позиции декоративности это, может быть, интересно, а вот с практической стороны содержать такую плитку в чистоте будет проблематично. То же самое — не стоит использовать красивую, но скользкую глянцевую плитку на полу в ванной комнате.
«Устройсво» плитки
Два в одном. Конструкция керамической плитки достаточно проста: она состоит из «глиняной» основы и декоративного слоя (глазури, эмали). В зависимости от того, обжигают плитку однократно или дважды, толщина декоративного слоя различается. Обжиг плитки и его кратность напрямую связаны с местом использования плитки. Двухобжиговая плитка всегда настенная (причем только внутри помещения), а однообжиговая годится как для пола, так и для стен; некоторые виды используются и для наружных работ.
Плитка однократного обжига
Для пола и стен. При однократном обжиге плитки основа и нанесенная на нее глазурь отправляются в печь одновременно. Благодаря сильнейшему спаиванию их уже невозможно отделить друг от друга. Такая керамическая плитка глазурованная прочна и устойчива к царапинам, обладает низким водопоглощением. Однако важно понимать: одновременный обжиг плитки при очень высоких температурах проходят два разных по составу сырья. Не удивительно, что изделия в процессе производства «усыхают» на 7–10%. То есть при данной технологии сложно добиться идеально точного размера плиток, и поэтому они обязательно проходят сортировку по калибру. Проще говоря, при покупке вам придется обращать внимание на маркировку плитки глазурованной и подбирать необходимое количество пачек одного калибра.

На фото:
У плитки однократного обжига свой особенный шарм. Например, эта технология позволяет создавать имитации состаренной поверхности.
Плитка двойного обжига

Чем плоха плитка двойного обжига? Недостаток плитки двойного обжига — в высоком уровне водопоглощения. То есть ее нельзя использовать в неотапливаемых помещениях. Да и к царапинам достаточной стойкости нет. Если вы ищете настенную плитку для фасадной части здания, выбирайте модели среди коллекций одинарного обжига.
На фото: плитка от фабрики Pamesa.
Только для стен. При двойном обжиге плитки сначала в печи изготавливается основа (при высоких температурах), а потом по второму кругу плитка обжигается уже с нанесенной глазурью (при относительно низких температурах). Таким образом, достигается более высокое качество глазури: поверхность получается блестящая, сохраняются цвета желаемой яркости и насыщенности, ведь при низких температурах красящие пигменты практически не выгорают. Двойной обжиг позволяет еще более украсить поверхность керамической плитки глазурованной — создать различные рисунки, нанести золотой и платиновый декор (так называемый люстр, как у фарфоровых чашек). К тому же плитка глазурованная после двойного обжига получается идеального размера, без отклонений. То есть вам не придется запоминать цифры калибра и разыскивать пачку именно с такой маркировкой, если при укладке не хватит пары-тройки плиток.

На фото:
Плитка двойного обжига встречается исключительно в коллекциях для стен.
Плитка двукратного обжига
Читайте также:
|
Плитка однократного обжига
Изделие получается путем прессования смеси сырьевых ингредиентов. Цвет обожженной смеси колеблется от светло-желтого до темно-коричневого в зависимости от содержания железа в глине и от пористости. Большинство керамических плиток однократного обжига изготавливается из светлой смеси: это связано с ее производственными преимуществами, а также с большим спросом на рынке.
Спрессованная смесь подвергается глазурованию, а следом однократному обжигу, что обеспечивает хорошее прилипание глазури к смеси.
Керамическая плитка может изготавливаться с плотной как стекло или пористой основой. Это чрезвычайно важная характеристика плитки, т.к. от пористости зависит и водопоглощение, которое в свою очередь определяет ее морозостойкость, механическую прочность и, следовательно, область применения. В зависимости от водопоглощения керамических плиток необходимо подбирать и подходящие материалы для их укладки.
Низкопористая керамическая плитка пригодна для устройства внутренних и наружных полов и характеризуется высокой стойкостью к механическим агентам и морозу. Изделия подвергаются повышенной усадке в процессе обжига, и поэтому продаются разделенными на партии по калибру.
Высокопористая плитка однократного обжига изготавливается из специальной смеси, рассчитанной на предупреждение усадки в процессе обжига: поэтому возможна укладка плитки с узким швом. Изделие имеет повышенную пористость (большее водопоглощение) и низкую механическую прочность, что делает его пригодным только для облицовки стен.
Еще одной разновидностью плиток однократного обжига является плитка глазурованная под давлением. Она изготавливается по современной технологии, в соответствии с которой слой глазури подвергается прессованию вместе со смесью, а дальше обжигу. Готовое изделие имеет низкую пористость и, благодаря высокой толщине слоя глазури, является особо пригодным для устройства полов, подвергающихся высоким нагрузкам при интенсивном движении.
Плитка двукратного обжига.
Изделие этим методом изготовлялось до внедрения способа однократного обжига: по этой традиционной технологии глазурь наносится на обожженную смесь, затем изделие подвергается второму обжигу. Недостаток этой технологии перед способом однократного обжига заключается в более высокой себестоимости продукции (два обжига вместо одного), а также в невозможности изготовления низкопористых изделий (невозможна глазуровка обожженной низкопористой смеси).
В настоящее время керамическая плитка двукратного обжига используется для облицовки стен и пола, в особенности при необходимости придания блеска поверхности плитки. В таком случае двукратный обжиг имеет технологическое преимущество перед однократным: при последней технологии в процессе обжига через глазурь проникает газ от разложения смеси.
2.2 Обоснование типа тепловой установки
Щелевые печи состоят из корпуса, выполненного в форме туннеля, проходящего в нем роликового конвейера с приводными механизмами, систем отопительных и вентиляционных устройств.
Поперечное сечение туннеля имеет вид щели шириной 0,9— 2,2 м и высотой 0,42—0,73 м в свету. Длина туннеля колеблется в зависимости от рода обжигаемых изделий и режима обжига от 23 до 60 м.
Отапливают печи газом или мазутом. Применяют также электронагрев— электрические печи. Газообразное топливо сжигают непосредственно в рабочем туннеле печи — печи открытого пламени или в пространстве между стенками рабочего туннеля и муфеля — муфельные печи. В муфельных печах обжигаемые изделия не соприкасаются с продуктами сгорания топлива и нагреваются излучением от нагретых стенок муфеля.
Печи с электронагревом оборудуют электронагревателями, расположенными над и под конвейером, от которых изделия также нагреваются излучением.
Принцип действия щелевых печей сходен с туннельными печами. Материал, поступивший на конвейер с одной стороны туннеля, движется по нему к противоположному концу туннеля, проходя зоны подогрева, обжига и охлаждения. Окончательное охлаждение производится вне печи на обдувочном конвейере. В отличие от туннельных, работающих с пульсирующим передвижением изделий, в щелевых печах осуществляется непрерывно-поточное движение материала, так как печь включена в общий технологический поток.
2.3 Обоснование режима тепловой обработки
Штучные формованные изделия (кирпич, плитки, трубы и др.) сушат в камерных, туннельных, щелевых и конвейерных сушилах. Обычно это конвективные или радиационно-конвективные сушила, в которых сушильным агрегатом служит горячий воздух или дымовые газы. К наиболее прогрессивным конструкциям с механизированным непрерывным перемещением изделий относятся туннельные и щелевые сушила.
Так как сформованные керамические и огнеупорные изделия после сушки подвергаются обжигу, то следует считать наиболее эффективной конструкцией совмещение сушила с печью. Для туннельных и щелевых сушил это выполняется при обжиге огнеупорных изделий таким образом, что сушило устраивают в одну линию с печью и садку изделий производят на печные вагонетки, которые последовательно проходят сушило и печь. Работа туннельных сушил в большей степени зависит от способа садки изделий на вгонетки и способа подвода и отвода сушильного агента, обеспечивающих равномерное его движение у поверхности каждого его изделия в процессе сушки. При этом скорость движения газов по каналам садки изделий составляет от 2 до 5 м/сек, а расход сушильного агента – 80 – 100 кг/кгисп. вл. (при сушке керамических изделий). Для увеличения скорости движения сушильного агента, а так же для создания более мягкого режима сушки применяют рециркуляцию отработанных газов.
2.4 Технологические расчеты
Определим часовую производительность печи, принимая выход годной продукции 94%, а коэффициент использования оборудования 96%.

Принимая продолжительность обжига τ=22 ч, находим ёмкость печи:
Е=Рτ=12.65∙22=278.3 м 2 пл.
Определим скорость движения конвейера :

Где L-шаг плиток по длине конвейера, n- количество плиток по ширине конвейера, l и b-длина и ширина плитки соответственно.
 = 234.4 м/мин.
= 234.4 м/мин.
Принимаем следующие размеры печи :
Высота канала = 0.62 м.
Объем печного канала = 13.39 
Число роликов = 320 шт.
В печь автоматически поступает плитка влажностью не больше 0.2 %, поэтому начальная температура в печи 400  .
.
На роликовый конвейер можно вместить Е1= 21.6 м 2 плиток (911 шт.), считая по основному ассортименту (плитки 158×150×5).
Длина рабочей части туннеля определяется по формуле:

Находим объем печного канала
Плотность садки на 1 м 3 печного канала

Съем с 1 м 3 печного канала

Продолжительность нагрева и обжига 10 ч охлаждения 12 ч. Длина зоны охлаждения

Длина зоны обжига, считая интервал температур 850-1150°С

Длина зоны подогрева будет составлять .

3. Теплотехническая часть
3.1 Теплотехнический расчет
Необходимый для работы печи расход топлива определяют из уравнения теплового баланса. Тепловой баланс состоит из двух частей: приходной и расходной. В приходную часть входит теплота, вносимая предварительно подогретым воздухом и топливом, и теплота экзотермической реакции. В расходную часть входит теплота, затраченная на нагрев металла и на все виды потерь теплоты в окружающую среду. Для методической печи необходимо определить часовой расход топлива  .
.
Приходные статьи теплового баланса:
1. Химическая теплота горения топлива:



2. Физическую теплоту, вносимую подогретым воздухом, определяем
 ккал/ч,
ккал/ч,

где Vв.д. – действительный (фактический) расход воздуха, необходимый для горения единицы топлива при коэффициенте расхода воздуха λ>1 .
3. Физическую теплоту, вносимую подогретым газообразным топливом, находим по формуле:
 ккал/ч,
ккал/ч,

4. Теплота экзотермической реакции, выделяемая при окислении нагреваемого металла:


где y – тепловой эффект окисления нагреваемого металла для углеродистых, низко-среднелегированных сталей =1350 ккал/ч;
 – величина угара металла, для методических печей равен 2%.
– величина угара металла, для методических печей равен 2%.
Расходные статьи теплового баланса:
1. Расход теплоты на нагрев материала (полезные затраты) :


где с1 и с2 – средние удельные теплоемкости материала соответственно в интервале температур 0 – tн и 0 – tk, ккал/(кг* о С).
Все остальные статьи расходной части баланса представляют собой тепловые потери.
2. Потери тепла с уходящими продуктами горения топлива:


3. Потери тепла через кладку печи определяют как сумму потерь через кладку стен, свода и пода.

где tп и tн – температура печи и наружной поверхности кладки, о С;
Si – толщина слоя кладки печи, м;
 – коэффициент теплопроводности слоев кладки печи, ккал/(м*ч* о С);
– коэффициент теплопроводности слоев кладки печи, ккал/(м*ч* о С);
Fн – площадь наружной поверхности стены, м 2 ;
q – удельный тепловой поток, передаваемый через кладку, ккал/(м 2 ×ч).




4. Потери тепла через открытые окна печи:


где F – площадь проема окна, м 2 ;
Ф – коэффициент диафрагмирования, который зависит от размеров формы окна и толщины стены, обычно составляет 0,6..0,8;
 =0,2…1,0 – доля времени, в течение которого окно открыто.
=0,2…1,0 – доля времени, в течение которого окно открыто.
5. Неучтенные потери принимают равными 10% от количества тепла Qхим:


Складывая приходные и расходные статьи, получим уравнение теплового баланса, из которого определим часовой расход топлива:

Подставляя эти данные в уравнение теплового баланса, получим:

Из этого уравнения следует, что Вт = 57,16 м 3 /ч.
4.4 Определение КПД печи и напряженности пода
КПД печи определим по следующей зависимости:

| Наименование статьи | Количество тепла | |
| Ккал/ч | % | |
| Приход тепла: 1. Химическая теплота горения топлива: 2. Физическая теплота, вносимая подогретым воздухом 3. Физическая теплота, вносимая подогретым газообразным топливом 4. Теплота экзотермической реакции Всего: Расход тепла: 1. Расход теплоты на нагрев металла 2. Потери тепла с уходящими продуктами горения топлива 3. Потери тепла через кладку печи 4. Потери тепла через открытые окна печи 5. Неучтенные потери Всего: | 486534,48 73319,132 424,241 608067,853 325255,2 195279,13 15544,4 6549,6 48653,4 591281,73 | 0,07 7,93 2,63 1,107 8,263 |
3.2 Аэродинамический расчет
При движении газов в печах и трубопроводах возникают сопротивления, которые рассчитываются как различные виды потерь давления:

где hтр – потери на трение о стенки, н/м 2 ;
hм– потери на местные сопротивления, н/м 2 .
Потери давления на трение о стенки. Во всех случаях движения газов потери давления будут тем больше, чем больше их удельная кинетическая энергия, поэтому сопротивления пропорциональны скоростному напору газов:
 н/м 2 ,
н/м 2 ,
где ξ – коэффициент пропорциональности, определяемый по формуле:

где λ – коэффициент трения газов о стенки, зависящий от критерия Re. Re = 10,5, то λ = 0,05 [3].
 н/м 2 ,
н/м 2 ,
где hск – величина скоростного напора, н/м 2 ;
ρt – плотность газа при заданной температуре, кг/м 3 .
 н/м 2 . [1]
н/м 2 . [1]
Общие требования пожарной безопасности должны соответствовать требованиям СНиП II-2-80 «Противопожарные нормы проектирования зданий и сооружений».
На участке тепловой обработки керамических изделий должны предусматриваться мероприятия, исключающие паровыделения и сброс продуктов сгорания природного газа в воздух рабочий зоны, в частности, герметизацию камер сгорания, поддержание в них разрежения, устройство вытяжной вентиляции с удалением вредных веществ в атмосферу. В цехах, где находятся тепловлажностные установки, обязательно устанавливают приточно–вытяжную вентиляцию.
Установки, имеющие передаточные тележки, толкатели, снижатели, подъёмники, для безопасности работы оборудуются блокировкой движения, синхронизированной с открытием проёмов, механических штор.
Температура нагретых поверхностей оборудования и ограждений камер тепловой обработки на рабочих местах не должна превышать 35 °С. Управление формовочным оборудованием должно быть дистанционным с размещением пультов управления в непосредственной близости к постам формования в звукопоглощающих кабинах.
В ходе проделанной курсовой работы мною была проанализирована щелевая печь, пользующаяся большой популярностью в производстве облицовочных плиток (Пр.=100 тыс. м 2 /год.) По полученным данным расчетов стало известно, что приход тепла составляет 608067,853 ккал/ч, а расход тепла 591281,73 ккал/ч. Значительную разницу в получанных результатах можно объяснить неучтенными потерями тепла в окружающую среду, через стены, низ и двери сушилки, а также потери на нагрев транспортирующего средства. Длина рабочей части туннеля составила 16 м.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1 Левченко П. В. Расчеты печей и сушил силикатной промышленности. ─ СПб.: Интеграл, 2011. ─ 368 с.
2 Кокшарев В. Н. Тепловые установки / В. Н. Кокшарев. ─ М.: Высшая школа, 1990. ─ 346 с.
3 Перегудов В. В. Тепловые процессы и установки / В. В. Перегудов, М. И. Роговой. ─ М.: Стройиздат, 1983. ─ 415 с.
4 Общесоюзные нормы технологического проектирования предприятий керамических изделий – М.: Стройиздат, 1986. – 32с.
5 Болдырев А.С. и др. Строительные материалы. Справочник. Стройиздат 1989г. ─ 342с.
Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Студалл.Орг (0.022 сек.)
Классификации керамической плитки
Керамическая плитка классифицируется по различным параметрам. Она может быть:
- из красной, белой или цветной массы, в зависимости от исходного сырья;
- с пористой или плотной основой, в зависимости от корпуса плитки;
- эмалированные (глазурованные) или не покрытые глазурью и т.д.
Рассмотрим основные виды керамической плитки в зависимости от технологии их изготовления.
Керамическая плитка однократного обжига
Изделие получается путем прессования смеси из отборных сырьевых ингредиентов (глины, полевые шпаты, флюсы и кварц). Цвет обожженной смеси колеблется от светло-желтого до темно-коричневого в зависимости от содержания железа в глине и от пористости. В товароведении различают “светлую смесь” и “красную смесь”, однако, в чисто техническом отношении разница между ними спорна. Большинство керамических плиток однократного обжига изготавливается из светлой смеси: это связано с ее производственными преимуществами, а также с большим спросом на рынке.
Спрессованная смесь подвергается глазурованию и дальше однократному обжигу, что обеспечивает хорошее прилипание глазури к смеси.
Низкопористая керамическая плитка пригодна для устройства внутренних и наружных полов и характеризуется высокой стойкостью к механическим агентам и морозу. Изделия подвергаются повышенной усадке в процессе обжига и по этому продаются разделенными на партии по калибру.
Высокопористая керамическая плитка
Изделие однократного обжига изготавливается из специальной смеси, рассчитанной на предупреждение усадки в процессе обжига: поэтому возможна укладка плитки с узким швом.
Изделие имеет повышенную пористость (большее водопоглощение) и низкую механическую прочность, что делает его пригодным для облицовки стен.
Керамическая плитка из фарфоровой керамики
Эта керамическая плитка имеет несколько традиционных названий: керамический гранит, грес, грес “порчеланатто”, колормасса. Она получается прессованием смеси из белой глины, коалина, полевых шпатов и кварца: рецепт смеси похож на состав фарфора, отсюда и название изделия.
Изделие имеет очень плотную и почти “остеклованную” структуру, что обеспечивает его очищаемость от всех видов пятен, а также высокую механическую прочность.
Для получения разных оттенков и эстетических эффектов возможно добавление в массу смеси окисей-красителей и смешивание смесей разных цветов.
Как правило, плитка не подвергается глазурованию и используется главным образом для устройства полов, подлежащих очень сильному износу и требующих повышенной стойкости к химическим агентам и морозу.
Изделие можно подвергать полировке, что повышает его эстетическую ценность, но снижает прочность.
Иногда изделие подвергают глазурованию и изготовляют однократным обжигом.
Керамическая плитка, глазурованная под давлением
По современной технологии глазурования под давлением глазуровка смеси производится одновременно с приготовлением самой смеси. Слой глазури подвергается прессованию вместе со смесью и дальше обжигу.
Готовое изделие имеет низкую пористость и, благодаря высокой толщине слоя глазури, является особо пригодным для устройства полов, подвергаемых высоким нагрузкам при интенсивном движении.
Керамическая плитка двукратного обжига
Изделие этим методом изготовлялось до внедрения способа однократного обжига: по этой традиционной технологии глазурь наносится на обожженную смесь, затем изделие подвергается второму обжигу. Недостаток этой технологии перед способом однократного обжига заключается в более высокой себестоимости продукции (два обжига вместо одного), а также в невозможности изготовления низкопористых изделий (невозможна глазуровка обожженной низкопористой смеси).
В настоящее время керамическая плитка двукратного обжига используется для облицовки стен и пола, в особенности при необходимости придания блеска поверхности плитки. В таком случае двукратный обжиг имеет технологическое преимущество перед однократным: при последней технологии в процессе обжига через глазурь проникает газ от разложения смеси, что образует на блестящей поверхности плитки мелкие следы в виде концов булавок, трещин: такого недостатка нет при технологии двукратного обжига.
Клинкерная плитка
Изделие изготавливается из неоднородных видов глины с добавлением окисей-красителей, флюсов и шамота.
Формовка изделия происходит путем экструдирования: изделие подвергается или не подвергается глазурованию (возможно применение способа однократного обжига). Готовое изделие имеет низкую пористость, высокую механическую прочность и стойкость к истиранию и химическим агентам, что делает его особо пригодным для устройства внутренних и наружных полов, лестниц, а также для облицовки наружных стен. Клинкерная плитка используется также для облицовки плавательных бассейнов.
Предусмотрена укладка плитки с широким швом вследствие присутствия размерных колебаний, связанных с технологией производства.
Работа с керамической плиткой

Особенность керамической плитки в том, что укладка её требует максимум аккуратности, терпения и времени. В большинстве случаев даже самая профессиональная укладка занимает в два раза больше запланированного времени. Будьте к этому готовы. Если же эти особенности вас устраивают и вы всё равно горите желанием облицевать плиткой ваше помещение, ознакомьтесь со всеми тонкостями укладки плитки. Наша статья поможет вам.
В идеале, придя в магазин, вы должны уже знать до мелочей, какую плитку вы желаете видеть в вашем обиталище. И это желание нужно соизмерить с финансовыми возможностями и интерьером помещения.
Почти каждый покупатель плитки обращает в первую очередь внимание на её внешние особенности. Фактура, рельеф, размер, цвет и рисунок плитки должны подходить к другим украшениям, освещению и общему настроению помещения. Она должна нравиться вам. Перед покупкой задайте себе вопрос: готов ли я видеть эту плитку каждый день десяток лет? Если ответ положительный – берите смело. К тому же стоит не забывать о соотношении цена-качество, вы, скорее всего, не миллионер. Но теперь перейдём к техническим возможностям, о которых порой забывают.
Технические свойства плитки почти означают её качество. Они должны соответствовать назначению вашей плиточной поверхности (для стен, для пола, для элементов интерьера).
Из технических свойств плитки в первую очередь нужно обращать внимание на её способность поглощать воду, на морозостойкость, износостойкость (прочность и устойчивость к перепадам температур и других факторов) и устойчивость к загрязнению (+ удобство в уборке). Согласно международному стандарту износостойкости глазури напольных плиток, они делятся на пять классов, где первый (PEI I) – самый деликатный, для ванных и санузлов, а пятый (PEI V) – самый прочный для помещений любого назначения.
Часто продавцы плитки сами недостаточно хорошо разбираются в типах и свойствах плитки. На такой случай вам пригодятся знания о способах изготовления плитки, от которых зависят и её свойства. Нужно знать, что плитка бывает глазурованная однократного обжига, двукратного обжига и неглазурованная однократного обжига. Последняя обладает самыми лучшими техническими свойствами (морозоустойчива, износостойка), но её декоративные свойства не могут называться выдающимися из-за отсутствия глазури и рисунка.
Глазурованная плитка однократного обжига в процессе производства прессуется и сушится, получает требуемый рисунок и глазурь, а потом её обжигают. Основа её низкопористая, и поэтому плитка достаточно водостойка. К тому же толстый слой глазури делает её привлекательней. Чаще используется для облицовки пола, реже – стен, так как однократный обжиг создаёт ограничения в нанесении многих видов глазури, так необходимых для стен. Но современные технологии всё чаще привлекают для создания настенной плитки однократный обжиг.
Глазурованная плитка двукратного обжига в процессе производства сначала обжигается в виде заготовки, потом на неё наносится толстый слой глазури и отправляется в печь второй раз. Это, конечно, уменьшает её прочность, но улучшает качество глазури и позволяет создавать плитки максимально точных размеров. Используется чаще при облицовке стен. Достаточно дорогостоящая.
Качество плитки определяется точностью её формы. Неровные края или разный размер разных кусков плитки создают риск неровных швов, а значит и менее привлекательных стен. Для того чтобы выбрать максимально качественную плитку, проверяются плитки из 2-3 разных упаковок. Они должны быть одинаковы по размеру и узору. По международным стандартам, неровности и зазоры между плитками одного типа должны достигать не более половины сантиметра, иначе она потребует дополнительную сортировку и ухищрения при укладке. Цвет плитки должен быть однородным, без дополнительных вкраплений, трещин и прогибов.
Качественная плитка при разрезании образует ровный край без сколов и трещин. Вы имеете право попросить продавца разрезать вам экземпляр, или сделать это самостоятельно. Часто бывает, что неправильный обжиг приводит к внутренним напряжениям внутри плитки и её неровному разрезу.
Если для вас важна быстрота и лёгкость облицовки, выбирайте плитки более больших размеров. Но если вы делаете ставку на точность и красоту узора, то ваш вариант – мелкие плитки. Всегда предварительно замеряйте поверхности для облицовки и выбирайте плитки, чей размер будет кратным вашим поверхностям.
К тому же большие плитки больше бросаются в глаза при неточном их подборе в маленьких помещениях, а маленькие одинаково аккуратны как в небольших, так и в крупных помещениях, даже если подобран их размер не идеально.
КлинингСити



Типы керамических плиток
Типы керамических плиток
Керамические плитки классифицируются по различным параметрам. Они могут быть:
· из красной, белой или цветной массы, в зависимости от исходного сырья;
· с пористой или плотной основой, в зависимости от корпуса плитки;
· эмалированные (глазурованные) или не покрытые глазурью и т.д.
Рассмотрим основные виды керамических плиток в зависимости от технологии их изготовления.
плитка однократного обжига
Изделие получается путем прессования смеси из отборных сырьевых ингредиентов (глины, полевые шпаты, флюсы и кварц). Цвет обожженной смеси колеблется от светло-желтого до темно-коричневого, в зависимости от содержания железа в глине, и от пористости. В товароведении различают «светлую смесь» и «красную смесь», однако, в чисто техническом отношении разница между ними спорна. Большинство керамических плиток однократного обжига изготавливается из светлой смеси: это связано с ее производственными преимуществами, а также с большим спросом на рынке.
Спрессованная смесь подвергается глазурованию и дальше однократному обжигу, что обеспечивает хорошее прилипание глазури к смеси.
Низкопористая керамическая плитка пригодна для устройства внутренних и наружных полов и характеризуется высокой стойкостью к механическим агентам и морозу. Изделия подвергаются повышенной усадке в процессе обжига и поэтому продаются разделенными на партии по калибру.
высокопористая плитка
Изделие однократного обжига изготавливается из специальной смеси, рассчитанной на предупреждение усадки в процессе обжига: поэтому возможна укладка плитки с узким швом.
Изделие имеет повышенную пористость (большее водопоглощение) и низкую механическую прочность, что делает его пригодным для облицовки стен.
плитка из фарфоровой керамики
Эта керамическая плитка имеет несколько традиционных названий: керамический гранит, грес, грес «порчеланатто», колормасса. Она получается прессованием смеси из белой глины, коалина, полевых шпатов и кварца: рецепт смеси похож на состав фарфора, отсюда и название изделия.
Изделие имеет очень плотную и почти «остеклованную» структуру, что обеспечивает его очищаемость от всех видов пятен, а также высокую механическую прочность.
Для получения разных оттенков и эстетических эффектов возможно добавление в массу смеси окисей-красителей и смешивание смесей разных цветов.
Как правило, плитка не подвергается глазурованию и используется главным образом для устройства полов, подлежащих очень сильному износу и требующих повышенной стойкости к химическим агентам и морозу.
Изделие можно подвергать полировке, что повышает его эстетическую ценность, но снижает прочность.
Иногда изделие подвергают глазурованию и изготовляют однократным обжигом.
плитка, глазурованная под давлением
По современной технолоuии глазурования под давлением глазуровка смеси производится одновременно с приготовлением самой смеси. Слой глазури подвергается прессованию вместе со смесью и дальше обжигу.
Готовое изделие имеет низкую пористость и, благодаря высокой толщине слоя глазури, является особо пригодным для устройства полов, подвергаемых высоким нагрузкам при интенсивном движении.
плитка двукратного обжига
Изделие этим методом изготовлялось до внедрения способа однократного обжига: по этой традиционной технологии глазурь наносится на обожженную смесь, затем изделие подвергается второму обжигу. Недостаток этой технологии перед способом однократного обжига заключается в более высокой себестоимости продукции (два обжига вместо одного), а также в невозможности изготовления низкопористых изделий (невозможна глазуровка обожженной низкопористой смеси).
В настоящее время керамическая плитка двукратного обжига используется для облицовки стен и пола, в особенности при необходимости придания блеска поверхности плитки. В таком случае двукратный обжиг имеет технологическое преимущество перед однократным: при последней технологии в процессе обжига через глазурь проникает газ от разложения смеси, что образует на блестящей поверхности плитки мелкие следы в виде концов булавок, трещин: такого недостатка нет при технологии двукратного обжига.
клинкерная плитка
Изделие изготавливается из неоднородных видов глины с добавлением окисей-красителей, флюсов и шамота.
Формовка изделия происходит путем экструдирования: изделие подвергается или не подвергается глазурованию (возможно применение способа однократного обжига). Готовое изделие имеет низкую пористость, высокую механическую прочность и стойкость к истиранию и химическим агентам, что делает его особо пригодным для устройства внутренних и
наружных полов, лестниц, а также для облицовки наружных стен. Клинкерная плитка используется также для облицовки плавательных бассейнов.
Предусмотрена укладка плиток с широким швом вследствие присутствия размерных колебаний, связанных с технологией производства.
плитка типа “cotto”
Изделие в большинстве случаев не подвергается глазуровке и используется для устройства внутренних и наружных , так называемых полов.
Изделие изготавливается путем экструдирования смеси из разных видов природной глины без особого сортирования и смешивания. Использование этой плитки является весьма древним и широко распространенным как в реконструкции старинных зданий, так и в строительстве современных зданий.
Как правило, предусмотрена укладка плиток с широким швом; после укладки плитки подвергаются мойке и вощению для снижения их высокой маркости.
Как выбрать керамическую плитку
Существуют керамические плитки для самых разных целей и самых разных помещений, но не существует универсальных плиток, которые были бы пригодны для любой цели и для любого помещения. Нельзя выбирать наугад, нужно выбирать со знанием дела и с ответственностью.
Выбор плитки должен осуществляться:
- с учетом места назначения;
- с учетом эстетической и технической функций, которые должны будут выполнять плитки.
Эти две функции основополагающи и существенны, т.е. нельзя исключить ни одну из них. С этими двумя функциями связаны общие критерии, которых следует придерживаться, согласовывая их друг с другом при выборе той или иной плитки.
С эстетической точки зрения керамическая плитка должна сочетаться с мебелью и гармонировать в целом со всеми предметами обстановки в помещении по цвету, форме, размерам покрываемой поверхности, освещению, а также должна соответствовать назначению данного помещения. Разумеется, многое зависит от личных вкусов, от моды, поэтому очень трудно, если не невозможно, четко определить жесткие правила.
При проектировании интерьера помогут советы профессионального дизайнера.
С точки зрения технической выбор основывается на глубоком знании видов и свойств материалов, их технических характеристик, отвечающих требованиям обустраиваемого помещения, с целью предупреждения отрицательных последствий, связанных с неправильным использованием изделий.
Необходимо придерживаться следующего основного правила: плитки должны обладать необходимыми техническими характеристиками и свойствами для того, чтобы противостоять различным механическим, химическим, термическим и т.д. воздействиям, которым могут подвергаться покрываемые поверхности в тех или иных условиях.
Иными словами, чем большими предполагаются воздействия, тем более высокими характеристиками и свойствами должны обладать плитки, и наоборот.
Это очень простой критерий и, конечно же, с ним согласятся все. Однако, иногда излишняя скрупулезность и осторожность, а может быть некоторое недопонимание или смешение понятий “технические характеристики” и “качества” могут привести к тому, что потребитель сосредоточит все свое внимание на более дорогих плитках, обладающих более высокими эксплуатационными характеристиками и будет использовать их там, где такие характеристики совсем не требуются. Поэтому есть смысл уточнить, что выбор плитки должен быть правильным с технической точки зрения и оправданным экономически, а также учитывать эстетические требования. Выбирать не морозостойкие плитки для облицовки террасы дома в горах – конечно же, ошибка, но такая же ошибка – купить морозостойкие плитки для спальной комнаты. Плитки, обладающие более низкими эксплуатационными характеристиками нельзя считать “плохими”, т.е. более низкого качества: у них просто иное место использования.
Рассмотрим несколько примеров выбора плиток для различных жилых, общественных и производственных помещений.
ванная комната жилого помещения
В помещении, в котором мы начинаем и заканчиваем день, очень важны эстетические качества. Поверхность стен и полов должна обеспечивать ощущение чистоты и гигиеничности. Следует учесть, что пол и стены ванной комнаты контактируют с химическими реагентами, оставляющими пятна (например, средства личной гигиены, косметика и т.п.). Кроме того, чтобы поддерживать их гигиеничность, необходимо использовать моющие средства, обладающие определенной химической активностью. Поэтому здесь следует делать выбор в пользу плиток с повышенными химическими характеристиками (в частности, обладающих кислотостойкостью и сопротивляемостью основаниям).
Для облицовки стен в ванной комнате подходят глазурованные плитки с матовой и блестящей глазурью, дополненные декоративными украшениями: бордюрами, декорами, панно.
Для облицовки полов рекомендуется применять плитки с классом истираемости I и II.
кухня
Поверхность стен кухни мало подвергается механическим нагрузкам, зато продукты питания, масла, красители и моющие средства оказывают на плитку повышенное химическое воздействие. Поэтому важно выбирать плитки, обладающие высокими химическими характеристиками (в том числе кислотостойкостью и сопротивляемостью основаниям).
Пол на кухне, возможно, более других помещений в квартире, подвергается самым разным воздействиям: по нему ходят, на нем больше стоят, причем есть особо подверженные разрушению места (например, около плиты, мойки и холодильника). Кроме того, пол на кухне чаще других полов пачкается, поэтому его нужно чаще и более интенсивно мыть. Здесь чаще всего падают на пол различные предметы. Необходимо использовать для пола плитки с особо высокими прочностными механическими и химическими характеристиками, с низкой пористостью, III класса истираемости.
жилые помещения и спальни
Керамические плитки очень подходят для облицовки полов различных комнат в доме. Традиция применения облицовочной плитки на полу в холле, гостиной, или спальне постепенно находит все большее применение и использование. Здесь очень важно учесть эстетическую сторону: применение различных доборных элементов, вставок, плинтусов, «художественных полов», полов «под паркет», «под старину» – стиль «рустико» и т.д. Все это украсит и придаст вашему жилищу неповторимый колорит.
Однако, полы различных комнат в доме подвергаются неодинаковым воздействиям и нагрузкам.
В спальных комнатах высокое давление на пол исключено. Здесь рекомендуется использовать плитку классов износоустойчивости I и II.
В гостиной на пол может быть различное давление в разных местах: боле значительное под столом, у кресел и т.д. Здесь может комбинироваться керамическая плитка классов II, III, IV.
В холлах полы подвергаются большим статическим нагрузкам, поэтому предпочтительнее применять плитку III и IV классов.
вестибюли и коридоры в жилом доме
Условия эксплуатации и различные воздействия меняются в зависимости от особенностей самого помещения.
Движение людей в вестибюлях, прихожих и коридорах весьма интенсивно. Учитывая это, следует выбирать плитки с высоким классом истираемости, не забывая при этом, что нет необходимости покупать плитки для коридоров верхних этажей с таким же классом истираемости, как для вестибюлей у входа в дом (вошедший может достаточно хорошо очистить подошвы по пути к своей квартире).
Для указанных помещений рекомендуется применять плитки с классом истираемости III и IV, а у самого входа можно использовать неглазурованные керамические плитки или керамический гранит.
Так же следует обратить внимание на поверхностные характеристики плитки (твердость, стойкость к загрязнителям, к химическим воздействиям, очищаемость), учесть возможные воздействия других параметров, таких как цвет, “хроматическая структура” или блеск ( с износом плитки увеличивается ее загрязняемость, грязь бросается в глаза на светлых и однотонных поверхностях и менее заметна на темных или зернистых; на блестящих поверхностях лучше видны царапины и т.д.)
пол в общественном помещении (в магазине, баре, отеле и т.д.)
В этих помещениях пол подвергается большим механическим и химическим нагрузкам, важны также и эстетические требования. Поэтому необходимо ориентироваться на глазурованные или неглазурованные плитки с повышенным уровнем твердости, износоустойчивости (класс IV или V), сопротивляемости загрязнителям и химическому воздействию. Следует быть осторожными в использовании эмалированных глянцевых плиток, особенно тогда, когда вход в помещение непосредственно с улицы и повышено присутствие абразивных частиц, наносимых посетителями: здесь существует опасность быстрого потемнения плитки.
Аналогичную осторожность следует проявлять в некоторых помещениях такого типа и при использовании полированного керамического гранита. Глянцевая поверхность, конечно же, очень красива и привлекательна, но по сравнению с неполированными поверхностями, она быстрее тускнеет, кроме того на такой плитке бросаются в глаза царапины и потертости.
Каким бы ни был выбранный материал, в подобных помещениях рекомендуется стелить у входа коврик для чистки обуви.
пол промышленного предприятия
В таких помещениях очень велики весовые нагрузки (присутствие транспортных средств, тяжелого оборудования), поверхностные механические воздействия (ходьба персонала, проезд транспортных средств, наличие абразивных частиц грязи), химические воздействия (падение на пол агрессивных химических веществ).
Большое значение имеет проблема безопасности, связанная с наличием жидкостей, смазочных веществ и т.п., что требует применения противоскользящих материалов. На предприятиях по производству пищевых, фармацевтических, косметических и других продуктов должны быть соблюдены специальные требования относительно чистоты и гигиены.
Отсюда необходимо ориентироваться в выборе плитки с уплотненной основой (низкой пористостью), поскольку они обладают повышенными механическими характеристиками, а также, что вполне вероятно, большей толщиной, так что предел прочности у них будет более высоким. Плитки должны быть особо износоустойчивыми ( IV и V класс, керамический гранит), а также, обладать высокой сопротивляемостью химическим воздействиям. Их поверхность должна быть твердой и плотной, с тем чтобы ограничить проникновение грязи и облегчить очистку и гигиеническую уборку. В цехах, где есть большая опасность поскользнуться, необходимо настилать плитки с противоскользящей поверхностью (с соответствующими шипами и рифлением).
плитка для наружных работ
Все чаще плитки используются для обустройства веранд, парков, пешеходных переходов, станций метро, вокзалов, аэропортов, а также для облицовки фасадов зданий.
Здесь необходимо выбрать плитку с объявленной производителем и сертифицированной морозоустойчивостью. Обычно таковыми являются прессованные эмалированные плитки (одинарного обжига) с низкой водопоглощаемостью или неглазурованные плитки ( керамический гранит ), а также экструдированные плитки (клинкер, котто).
Группы износостойкости напольной глазурованной плитки (группы PEI)
В зависимости от назначения помещения и плотности движения в помещении рекомендуется применять напольную глазурованную плитку соответствующих групп износостойкости.
· Группа 1 (PEI I) – для мест с небольшим движением, в которых используется мягкая обувь. Плитку данной группы следует применять только в ванных комнатах и любых других помещениях, которыми мало пользуются, и где не ходят в уличной обуви (ванные комнаты, санузлы, и т.п.).
· Группа 2 (PEI II) – для комнат с участками движения небольшой плотности, где ходят в домашней обуви. Плитка данной группы должна использоваться для квартир, коттеджей, семейных домов, за исключением кухонь, прихожих, лестниц и балконов (полы в жилых комнатах, спальнях, и т.п.).
· Группа 3 (PEI III) – для помещений с движением средней интенсивности, в которых ходят в обычной обуви. Плитка данной группы пригодна для укладки во всех помещениях дома или квартиры, гостиницах, небольших офисах, за исключением мест с большим движением, вестибюлей и лестниц в многоквартирных домах, мест для регистрации постояльцев гостиниц (полы кухонь, любые помещения в коттеджах, квартирах, и т.п.)
· Группа 4 (PEI IV) – для помещений с интенсивностью движения от средней до высокой, подверженных большему истиранию, чем полы группы 3. Плитка данной группы пригодна для применения в жилых и общественных помещениях (любые помещения жилых домов, включая лестницы, холлы, террасы, балконы и лоджии, залы регистрации гостиниц, полы ресторанов, офисов и магазинов).
· Группа 5 (PEI V) – плитка данной группы пригодна к применению на участках с движением любой интенсивности. При проведении испытаний по норме EN154 шлифовальной машиной, плитки P.E.I. V выдерживают 10 000 оборотов шлифовального круга до появления видимых повреждений глазури, в то время, как плитки группы PEI IV только 1 500 оборотов (общественные помещения с движением любой интенсивности).
В случае возникновения вопросов по применению плитки той или иной группы износостойкости, рекомендуем вам проконсультироваться у наших специалистов.
Организация производства керамической плитки и создание бизнес-плана
Историческое вступление
Первые образцы керамической плитки начали изготавливаться еще в далеком прошлом, и были найдены в Междуречье Евфрата и Тигра еще до н.э. Отделочный материал и на сегодняшний день является одним из самых востребованных на строительном рынке.

Несмотря на многовековую историю керамической плитки, процесс изготовления данного материала у разных производителей практически идентичен. Отличаются только применяемые технологии, оборудование, инструменты и оснастка.
Сырье для производства керамической плитки
Используемое сырье и компоненты:
- Основные компоненты – глина, каолин;
- Сырье для снижения усадки – кварцевые пески;
- Плавни для снижения температуры спекания – нефелины, шлаки, полевые шпаты;
- Добавки – механоактивирующие, ПАВ, разжижители.
Все сырье, используемое при создании керамической плитки условно можно классифицировать на такие группы:
- Глинистые компоненты, обеспечивающие пластичность массе для дальнейшей формовки отделочного материала;
- Кварцевые составляющие, способствующие образованию скелета плитки;
- Карбонатное сырье, придающее стекловидную структуру обожжённому изделию.
Производство керамической плитки — технология
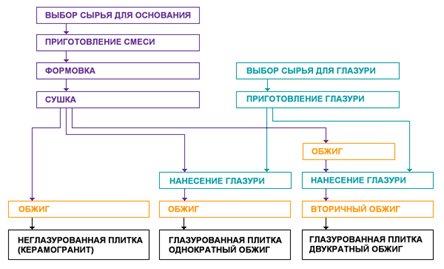
В зависимости от особенностей технологического процесса создания керамической плитки выделяют такие виды отделочного материала:
- Неглазурованную керамическую плитку;
- Глазурованную плитку однократного обжига;
- Глазурованную плитку двукратного обжига.
При подробном рассмотрении технологической схемы производства данных видов изделий можно выделить ряд повторяющихся этапов, однако существуют и принципиальные различия.
Этапы, составляющие технологический процесс производства керамической плитки, свойственные всем видам изделий:
1. Приготовление смеси — сложный процесс получения однородной массы, необходимой зернистости и содержания воды. Приготовление смеси включает операции:
- измельчение;
- смешивание-гомонизацию;
- увлажнение.
На данном этапе производства могут применяться две технологии:
— Технология, предполагающая измельчение сырья в воде, после которой шликер подсушивается методом распыления;
— Сухое измельчение и последующее доведение смеси до заданного уровня влажности.
Разные производители в процессе приготовления смеси могут не только придерживаться вышеперечисленных двух технологий, но и изменять состав смеси. Например, американский завод по производству керамической плитки «Вортек» при приготовлении смеси вводит до 70— 90% стекольного компонента, используемого в виде остеклованной золы.
2. Формовка (рис. 1) — осуществляется методом прессования. Как известно, более 95 % керамической плитки, изготовленной на заводах в Испании, производится методом прессования. Во время прессования под воздействием высокого давления порошкообразная масса сдавливается в двух направлениях. В процессе прессования гранулы деформируются, и плитка приобретает необходимую прочность и плотность.
3. Сушка — этап производства, на котором удаляется вода из изделий необходимая для формовки. Во время данной операции очень важно организовать контроль качества изделий. Ведь во время сушки на поверхности керамической плитки могут возникнуть трещины или другие деформации.
4. Глазурование — данная операция осуществляется только при производстве глазурованной керамической плитки. Во время данной операции глазурь наносится на поверхность изделий и расправляется по всей плоскости. В состав глазури могут входить: песок, каолин, красящие пигменты, фритты.
5. Обжиг — осуществляется в специальных печах, которые представляют собой туннель. Изделия перемещаются по туннелю на специальных транспортёрах, вначале они нагреваются и только потом температура обжига достигает максимального значения, которое может быть более 1250 °С.
Если необходимо произвести глазурованную керамическую плитку двукратного обжига, тогда глазурь наносят после первичного обжига и только затем подвергают изделия повторной операции.
Технологическая схема производства керамической плитки представлена на рис 2.
Технология производства керамической плитки у зарубежных заводов и отечественных компаний может отличаться.
Так, например, на многих отечественных заводах внедрена система «Ротоколор», которая представляет собой автоматическую самоочищающуюся систему. Данная система позволяет осуществлять декорирование керамической плитки любой поверхности. Благодаря данной технологии продукция производителей характеризуется конкурентоспособными преимуществами.
Оборудование для производства керамической плитки
В зависимости от цели предприятия
Предприятиям, которые только начинают изготовление керамической плитки необходимо соответствующие оборудование:
- Бетономешалка или емкости, изготовленные из нержавеющей стали, оснащенные перемешивающим устройством;
- Вибростанок;
- Формы для керамической плитки;
- Промышленная печь для сушки изделий и обжига;
- Камера для напыления глазури, рисунков.
Если цель предприятия — изготавливать уникальные товары, тогда может потребоваться дополнительное производственное оснащение:
- Усовершенствованная напылительная камера;
- Набор трафаретов, позволяющих наносить уникальный и оригинальный рисунок на плитку.

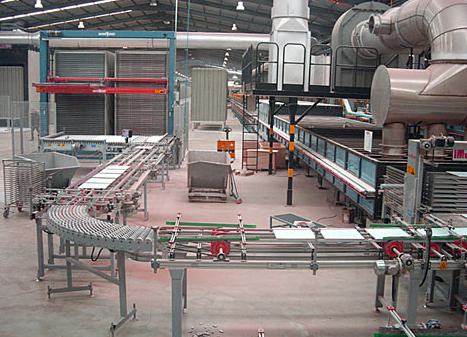
Линия по производству керамической плитки
На крупных заводах, лидирующих по объемам продаж керамической плитки, установлены автоматизированные линии. Как правило, на отечественных предприятиях устанавливается импортное оборудование Испанского и Итальянского производства. Линии SACMI, установленные на заводах, позволяют изготавливать облицовочные плитки однократного и двукратного обжига (рис. 4). Сделать продукцию конкурентоспособной можно, оснастив дизайн-бюро оборудованием для лазерного обжига силиконовых барабанов компании «Assoprint», изготовленного в Италии.

Создание бизнес-плана для предприятия, изготавливающего керамическую плитку
Для открытия завода, изготавливающего 50 тыс. м 2 керамической плитки в год необходимо такое оборудование:
- Печь;
- Смеситель;
- Шаровая мельница;
- Транспортеры;
- Сушильное оборудование;
- Распылители;
- Весовой питатель;
- Прессы, штампы;
- Упаковочное оборудование и вспомогательное.
Руководители создающегося завода должны арендовать производственные помещения площадью 600 м 2 , а также офис площадью 20 м 2 .
Производственные помещения должны включать:
- Склад для сырья;
- Цех по производству изделий;
- Склад готовой продукции.
Производственная программа завода по производству керамической плитки подразумевает изготовление 60 080 м 2 товара в год. Для данного объема производства необходимо 420567 кг сырья. Рассчитаем стоимость сырья и материалов для изготовления заданного объема керамической плитки. (табл. 1)
Для расчета основных показателей эффективности завода, изготавливающего керамическую плитку необходимо совершить калькуляцию себестоимости готового изделия. (табл.2)
Потребность в персонале и фонд заработной платы в год рассчитан в таблице 3.
Далее составляем сводную таблицу по результатам расчетов (таблица 4.)
В завершение определяем рентабельность производства и изделия:
R =10 505 189 / 60 080 = 175 руб./шт.
R= 175 / 396 x 100% = 45 %.
В общем, деятельность завода, изготавливающего керамическую плитку, можно считать выгодной и перспективной, ведь доход от данной деятельности позволит не только погасить капитальные вложения, но и принесет существенную чистую прибыль.

