

Защитные и декоративные покрытия сталей и сплавов, способы их нанесения, применяемость
Для увеличения срока службы крепежных изделий и придания им товарного вида используются защитные и защитно-декоративные покрытия. В ЦКИ в основном используются следующие виды покрытий:
- цинкование;
- фосфатирование;
- оксидирование;
- латунирование;
- никелерование;
- порошковая окраска;
- нитрид-титанирование (TiN).

Цинковые покрытия
Наиболее распространенное из них – цинковое. Оно значительно увеличивает срок службы изделия, технологично и недорого.
В ассортименте ЦКИ имеются изделия, оцинкованные по различным технологиям:
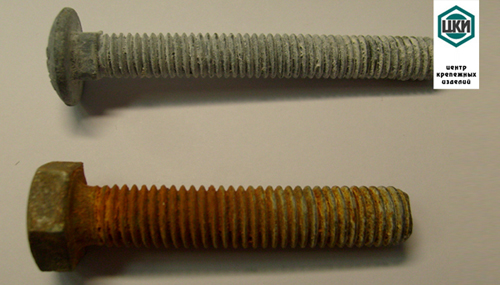
Защитное действие цинкового покрытия построено на том, что при наличии контакта с агрессивной средой (например, влажной атмосферой) процессы коррозии предпочтительно развиваются на цинке. Тем самым коррозия основного материала – железа (стали) временно подавляется. Однако защита подобного рода не слишком долговечна – она действует до полного окисления слоя цинка на поверхности стали. В машиностроении толщины цинковых покрытий обычно составляют 7-15 мкм, в строительной индустрии – 50-100 мкм.
Внешне процесс коррозии стали с гальваническим цинковым покрытием в камере соляного тумана (стандартная испытательная среда) выглядит так. Через несколько часов после начала испытаний на изделии появляется белый, сперва компактный, а позднее – рыхлый налет – оксид цинка. Затем через его поры начинается коррозия основного металла. Она проявляется в виде красно-коричневых точек и пятен – ржавчины, в тех местах, где цинковое покрытие уже стало проницаемым.
Технология электролитического цинкования основана на процессе электролиза. Схема установки для электролиза очень проста.
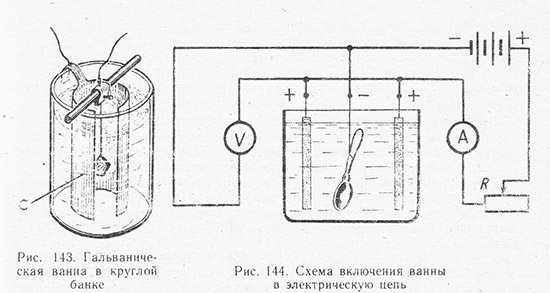
В ванне с электролитом помещаются стальное изделие (ложка), которое необходимо покрыть, и пластины чистого цинка. К ним через специальные зажимы подводится постоянный ток. При этом «-» подается на изделие (катод), а «+» — на цинковые пластины (аноды). Электролитом служат растворы различных кислот, щелочей и солей. В процессе электролиза цинковый анод растворяется, его ионы переносятся катоду – изделию, где восстанавливаются до металла и осаждаются на поверхности покрываемого изделия. Следует иметь в виду, что одновременно с осаждением цинка на той же поверхности образуется газообразный водород. Он проникает в металл, формирует газовые пустоты, которые перестраивают кристаллическую решетку, снижая тем самым механические характеристики металла. Именно поэтому цинкование не рекомендуется применять для изделий из материала с классом прочности выше 8.8.
Для повышения коррозионной стойкости и придания изделиям улучшенного декоративного вида применяют пассивирование. Оно заключается в том, что непосредственно после нанесения и промывки цинковое покрытие погружают на 5-10 минут в раствор бихромата натрия и серной кислоты. Цинковое покрытие при этом приобретает зеленовато-желтую окраску с радужными оттенками. Поэтому при неформальном общении его часто называют «желтым цинком». Если необходимо получить блестящее покрытие, применяют другой раствор, содержащий хромовый ангидрид, серную и азотную кислоты. Он не только пассивирует, но и осветляет поверхность изделия. Защитный эффект, вызываемый пассивированием, основан на заполнении пор цинкового покрытия соединениями хрома VI. Довольно часто употребляется термин «голубое» хроматирование. В этом случае речь идет о покрытиях, полученных при пассивировании составом, содержащим хром III.
На сегодняшний день электролитическое цинкование является самым распространённым способом защиты крепежных изделий от коррозии. Это обусловлено высокой производительностью гальванических агрегатов, низкой себестоимостью процесса и достаточно высокой защитной способностью.
Другой массовой технологией нанесения цинка является горячее цинкование. В этом случае стальные изделия погружают в расплавленный цинк при температуре от 445 до 460°C. Образование покрытия при этом происходит гораздо быстрее, чем при электролитическом способе: скорость горячего цинкования может достигать 80 мкм/мин. Это чрезвычайно удобно при нанесении покрытий на крупногабаритные детали.
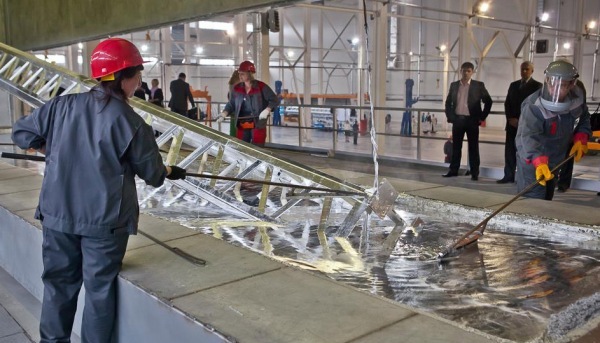
Если обработке подвергаются мелкие детали, избыток цинка удаляют с помощью центрифуги, а детали сложной формы вообще к обработке в расплаве не допускаются.
Структура горячего покрытия состоят из двух слоев. Внутренний представляет собой сплав железо-цинк переменного состава (интерметаллид), а наружный – собственно металлическое цинковое покрытие. Существуют технологические приемы, позволяющие изменять толщину и структуру этих слоев. А высокая скорость формирования покрытия проявляется в крупном зерне внешнего цинкового слоя.

Узнать подробнее о технологии и свойствах горячего цинкования вы можете в технической статье. Кроме того, вы можете сравнить результаты испытаний горячеоцинкованного крепежа и метизов с гальваническим покрытием в статье ЦКИ “Горячеоцинкованный крепеж”.
Термодиффузное цинкование (шерардизация) – насыщение верхнего слоя металлического изделия цинком (термодиффузный слой). Достаточно сложная и дорогая технология нанесения защиты. Производится в разогретых вращающихся центрифугах с цинковой пылью. Температура в контейнере достигает 290–450 °C. Шерардизация позволяет получить толщину покрытия в диапазоне от 6 до 110 мкм, причём покрытие образуется ровное и беспористое, с высокой адгезией к подложке. Защитная способность такого покрытия в 3–5 раз выше, чем у гальванического, и сравнима с горячецинковым. Этот способ используется для защиты металлопродукции специального назначения, например, для деталей железнодорожного транспорта. К минусам стоит отнести небольшую производительность, лимитируемую объёмами камер для цинкования, ограничение размера деталей размером контейнера и отсутствие декоративных свойств у диффузионного покрытия (серые тона, отсутствие блеска).

Цинк-ламельное покрытие содержит до 80% цинковых чешуек (ламелей), 10% алюминиевых и связующую основу (акриловые, уретановые, эпоксидные и кремнийорганические смолы). Микроскопические чешуйки расположены параллельно, поэтому перекрывают друг друга, не оставляя «пробелов» на металлической поверхности, куда мог бы попасть кислород. Кроме того, скорость окисления алюминия ниже, чем цинка, поэтому цинк-алюминиевое покрытие в 3 раза устойчивее к коррозии, чем стандартное горячеоцинкованное покрытие.
Цинк-ламельное покрытие можно наносить не только на чёрный металл, но и на оцинкованную сталь, никель, алюминий, медь, нержавеющую сталь и другие металлы. При необходимости на базовое покрытие наносятся дополнительные слои, которые повышают коррозионную и химическую устойчивость, придают нужный цвет и увеличивают износостойкость. Как правило крепежные изделия покрываются цинк-ламелью методом погружения в раствор, остатки которого удаляются в центрифуге.
Среди всех видов покрытия цинк-ламельное заметно превосходит аналогичные, выигрывая по физическим и эстетическим параметрам. Несмотря на то, что детали покрываются тонким слоем состава и полностью сохраняют свою форму, они на 100% защищены от коррозии, а металл – от проникновения водорода и охрупчивания. Такое покрытие выдерживает максимальный класс нагрузки – С5. Его просто наносить на детали сложной формы, а требования к толщине материала базы минимальны. Несмотря на очевидные преимущества цинк-ламельного покрытия, в России его пока используют предприятия, которые можно сосчитать по пальцам одной руки.

Существуют также многочисленные варианты покрытий на цинковой основе.
На саморезах SPAX после нанесения гальванического цинкового покрытия производится заполнение его пор суспензией фторопласта. Это повышает коррозионную стойкость системы, а также, что не менее важно, ее антифрикционные свойства.
На практике цинковое покрытие наносится на крепежные детали в подавляющем большинстве случаев. Однако, когда это по каким-либо причинам невозможно (например, из-за наводороживания высокопрочных сталей) или когда к покрытию предъявляются какие-либо специальные требования, используются фосфатное и оксидное покрытия.
Фосфатное покрытие
Фосфатное покрытие – результат фосфатирования. Так называют процесс химической обработки стали (как, впрочем, и других металлов и сплавов), в растворах фосфорнокислых солей щелочных металлов или аммония. В результате фосфатирования на поверхности изделия возникает слой из труднорастворимых солей – фосфатов железа. Покрытие имеет цвет от темно-серого до черного и шероховатую поверхность. Обычная толщина защитного слоя составляет 2-5 мкм. Он устойчив против воздействия керосина, смазочных масел, кислорода воздуха, выдерживает кратковременный нагрев до 500 0 С и охлаждение до – 75 0 С, но разрушается под действием кислот и щелочей. Часто используется как грунт – покрытие под окраску.
В нашем ассортименте фосфатные покрытия можно встретить:


Оксидное покрытие
Оксидное покрытие – результат оксидирования. Так называется процесс получения на поверхности изделия искусственно образованной пленки, состоящей преимущественно из оксидов покрываемого материала. В случае оксидировании сталей и чугунов на их поверхности образуется темная пленка, состоящая условно из оксида железа Fe3O4 толщиной всего несколько мкм. Среди прочих других, наиболее распространен способ химического оксидирования. При его реализации покрываемое изделие погружают в кипящий раствор, чаще всего состоящий из щелочи и окислителей — нитратов и нитритов. Получающаяся пленка плотно сцеплена с металлом основы, имеет черный цвет. Для повышения коррозионной стойкости пленку промасливают, благодаря чему ее поры заполняются и становятся непроницаемыми для внешней агрессивной среды. Одним из широко распространенных вариантов оксидирования является воронение. Название происходит от цвета покрытия. Оно черное с синим отливом, как крыло у ворона.
В нашем ассортименте оксидные покрытия можно встретить:

- на винтах установочных, где недопустимо использование мягкого покрытия;



Латунирование и никелерование
Латунирование придает покрываемым изделиям декоративные свойства. Чаще всего используется при монтаже сантехники. Основными составляющими латуни являются медь и цинк в разных сочетаниях, но в принципе преобладает медь. Типичная латунь имеет золотистый цвет. Общепринятый состав электролитически осаждаемой латуни содержит около 60-70% меди и 30-40% цинка.
Латунированные детали представлены в ассортименте ЦКИ мебельными винтами и шурупами, а также мебельными декоративными гайками.

Никелерование используется для придания крепежу большей стойкости в соляном тумане. Толщина наносимого покрытия обычно составляет от 1 до 50 мкм. Никелированию подвергаются детали, изготовленные из стали и сплавов на основе меди, алюминия, железа, а также гальваническое никелирование может наноситься на изделия из титана, молибдена, вольфрама. При никелировании стальных деталей на них обычно наносится подслой меди.
В ЦКИ никелем покрываются заклепки. С подробностями вы можете ознакомиться в разделе «Заклепки».
Лакокрасочные покрытия

Порошковая покраска придает изделиям декоративный вид и стойкость к коррозии. Покраска саморезов, заклепок и другого крепежа увеличивает срок его эксплуатации. Также плюсом является отсутствие «заливания» сложных шлицов на саморезах и винтах, таких как внутренний шестигранник и Torx, а также высокая адгезия к подложке.
Нитрид-титанирование (TiN)
Нитрид титана применяется для покрытия режущего инструмента и битах для увеличения ресурса.
В ассортименте ЦКИ вы можете найти следующие изделия с титан-нитридовым покрытием:
Декоративное покрытие металла
По-французски слово «декоратив» означает «украшающий» и происходит оно, в свою очередь, от латинского «декораре» — «украшать». Поверхность металла можно декорировать различными способами; наиболее просто сделать это, покрыв ее обычными красками.
Хотя технология правильной окраски металлов не так уж и проста, тем не менее она вполне доступна каждому, поэтому в нашей книге не рассматривается: ее можно освоить и самим, без особой подсказки.
Гораздо сложнее осуществить декоративное покрытие металла химическим путем. Но именно такое покрытие (никелем, хромом, серебром, медью и т. д.) представляет большой интерес для любителей, так как, помимо высоких декоративных свойств, оно обладает еще и противокоррозионными свойствами, защищая металл от ржавчины и потускнения. А в некоторых случаях (например, при никелировании) оно пригодно даже для ремонта изношенных деталей: шеек осей, валиков, подшипников и т. п.
Подготовка поверхности под покрытие
Подготовка поверхности сильно влияет на качество декоративного покрытия металла . Если поверхность подготовлена нами недостаточно хорошо, трудно получить на ней красивое и прочное покрытие. Поверхность детали, на которую мы собираемся нанести покрытие, должна быть предварительно самым тщательным образом отполирована и обезжирена. Кроме того, нередко приходится ее декапировать, а в отдельных случаях и пассивировать. В этом и состоит сущность подготовки поверхности.
Обезжиривание . Деталь, находясь на воздухе, неизбежно покрывается небольшим слоем жировых загрязнений. Если же ее трогают руками — а при обработке это, конечно, неизбежно,— то даже на самой блестящей, самой полированной поверхности отлагается слой жира. Этот слой препятствует нанесению покрытия, и его следует удалять.
Металлическую поверхность обезжиривают с помощью органических растворителей: ацетона, бензина Б-70, уайт-спирита, трихлорэтилена, дихлорэтана и т. д. Растворителем смачивают ватный тампон или кусок ветоши и протирают ими поверхность до тех пор, пока на тампоне не перестанет отлагаться грязь.
Иногда этих растворителей для обезжиривания бывает недостаточно, поскольку ряд декоративных покрытий требует более тщательной очистки поверхности. В этом случае используют химическое обезжиривание в специально приготовленных растворах.
Полное обезжиривание стальных деталей осуществляют в растворе такого состава (все исходные вещества указаны в граммах на 1 л чистой воды):
1. Сода кальцинированная. 20
Хромпик . 1
Температура 80—90°С
Время обработки — от 10 до 20 мин.
2. Сода кальцинированная. 5—10
Тринатрий фосфат. 5—10
Препарат ОП-7. 3
Температура 60—80°С
Время обработки — от 5 до 10 мин.
Процесс обезжиривания проводим в эмалированной посуде: наливаем в нее готовый раствор, ставим на малый огонь и нагреваем до необходимой температуры, после чего помещаем в раствор деталь. Во время обработки раствор помешиваем.
Для обезжиривания деталей из меди или медных сплавов применяем такой раствор (вещества указаны в граммах на 1 л):
Едкий натр (или едкий калий) . 75
Жидкое стекло (силикатный клей). 20
Температура 80—90°С
Время обезжиривания — от 40 до 60 мин.
Кроме того, медь и медные сплавы можно обезжиривать гашеной известью, натерев 2—3 раза ею требующие очистки детали.
В состав раствора для обезжиривания алюминиевых деталей или деталей из его сплавов входят следующие вещества, взятые в граммах на 1 л:
Сода кальцинированная . 50-60
Тринатрий фосфат. 50-60
Жидкое стекло. 20-30
Температура 50—60°С
Время обработки — от 3 до 5 мин.
Процесс обезжиривания меди, алюминия и их сплавов ведется так же, как и обезжиривание стали (см. выше).
Декапирование . Французское «декапэр» означает «очищать металл», следовательно, и этот процесс, как и обезжиривание, необходимо проводить перед нанесением покрытия на металл. Поверхность металла в обычных условиях всегда покрыта тонкой пленкой окислов, препятствующих хорошему сцеплению декоративного слоя с металлом. Окисную пленку нельзя удалить растворителем, поэтому сразу же после обезжиривания поверхности металл обрабатывают декапирующим раствором. Напомним, что раствор всегда готовят на чистой воде, за исключением отдельно оговариваемых случаев, когда вместо воды берут какую-либо другую жидкость. Объем воды должен составлять один литр, если же указывается процентное содержание растворенных в ней веществ — 1 кг.
Стали всех марок декапируют в одном из приводимых ниже растворов (исходные вещества следует брать в граммах на литр):
1. Серная кислота. 30—50
Время обработки — 20—60 сек.
2. Соляная кислота. 25—45
Время обработки — 15—40 сек.
Медь и ее сплавы хорошо декапируются в 5-процентном растворе серной кислоты в течение 20—60 сек.
Для осветления (декапирования) алюминия или его сплавов употребляют 10—15-процентный раствор азотной кислоты, обрабатывая в нем детали в течение 5—15 сек.
Пассивирование . Основу этого слова составляет латинское «пассивус», что означает «недеятельный, инертный». С помощью пассивирования металл прекращает окисляться и его поверхность длительное время пассивна, то есть свободна от окисной пленки. Пассивированные поверхности длительно сохраняют присущий металлам блеск, а если на них нанести покрытие, хотя бы из обычной краски, долговечность покрытия возрастает. Таким образом, пассивирование следует считать завершающим процессом при подготовке металлических поверхностей под декоративные покрытия.
Черные металлы пассивируют в хроматном или азотирующем растворе (исходные вещества берем в г/л):
1. Хроматный раствор — хромовая кислота . 50
Время обработки — от 10 до 20 мин, при температуре 75°С
2. Азотирующий раствор — нитрит натрия . 20—100
Время обработки — от 15 до 20 мин, при температуре 30—40°С
Азотирующий раствор для пассивирования стали следует считать более предпочтительным.
Пассивирующий раствор для обработки меди и ее сплавов имеет такой состав (все вещества в г/л);
Хромпик калиевый. 100
Серная кислота. 15
Температура — 45°С
Время обработки — от 5 до 10 мин.
Алюминий и его сплавы пассивируют в двух растворах по выбору (вещества брать в г/л):
1. Ортофосфорная кислота. 300
Хромовый ангидрид. 15
Время обработки — от 1 до 5 мин.
2. Хромпик калиевый . . . 200 Время обработки — от 5 до 10 мин.
Для пассивирования силуминовых сплавов в раствор № 2 добавляют 2 мл/л плавиковой кислоты.
Серебряные детали пассивируют в горячем 5-процентном растворе хромпика в течение 20 мин.
Защитные покрытия металлов: как и для чего они создаются?
Смотрите также





В противокоррозионной практике для изоляции металла от воздействия агрессивных сред используются специальные защитные покрытия. Все они подразделяются на металлические и неметаллические.
Металлические – анодные и катодные – покрытия наносятся на поверхности методами газотермического напыления, окунания, гальванизации, плакирования или диффузии.
К неметаллическим защитным покрытиям относятся лакокрасочные составы, полимерные пленки, силикатные эмали, резины, оксиды металлов, соединения фосфора, хрома и др.
Рассмотрим эти виды покрытий подробнее.
Металлические защитные покрытия
В качестве анодных металлических покрытий выступают металлы, электрохимический потенциал которых меньше, чем у обрабатываемых материалов. У катодных он, наоборот, выше.
Анодные покрытия обеспечивают электрохимическую защиту металлических поверхностей и выполняют свои функции даже при нарушении целостности слоя.

Катодные препятствуют попаданию агрессивных сред к основному металлу благодаря образованию механического барьера. Они лучше защищают поверхности от агрессивных воздействий, но только в случае неповрежденности.
В зависимости от способа нанесения металлические покрытия подразделяются на следующие виды.
Гальванические покрытия
Гальванизация – это электрохимический метод нанесения металлического защитного покрытия для защиты поверхностей от коррозии и окисления, улучшения их прочности и износостойкости, придания эстетичного внешнего вида.
Гальванические покрытия применяются в авиа- и машиностроении, радиотехнике, электронике, строительстве.
В зависимости от назначения конкретных деталей выделяют защитные, защитно-декоративные и специальные гальванические покрытия.
Защитные служат для изоляции металлических деталей от воздействия агрессивных сред и предотвращения механических повреждений. Защитно-декоративные предназначены для придания деталям эстетичного внешнего вида и их защиты от разрушительных внешних воздействий.
Специальные покрытия улучшают характеристики обрабатываемых поверхностей, обеспечивая их более высокой износостойкостью, электроизоляционными свойствами, повышенной прочностью и т.д.
Разновидностями гальванических покрытий являются меднение, хромирование, цинкование, железнение, никелирование, латунирование, родирование, золочение, серебрение и пр.
Газотермическое напыление
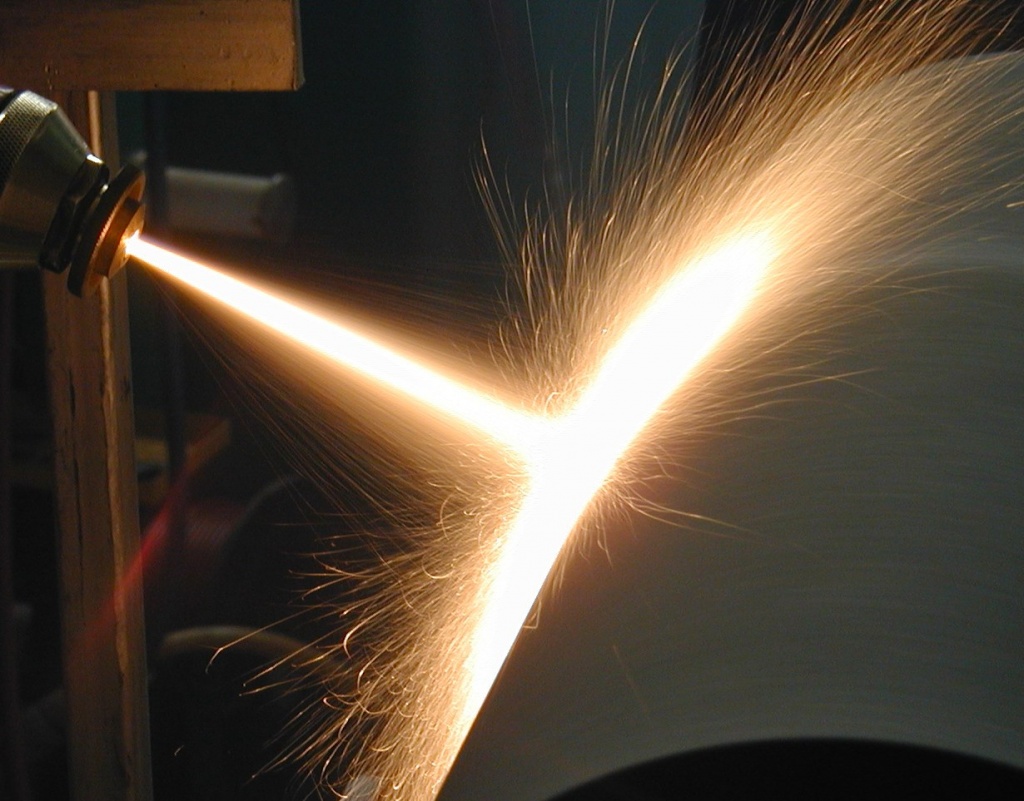 Представляет собой перенос расплавленных частиц материала на обрабатываемую поверхность газового или плазменным потоком. Покрытия, образованные таким методом, отличаются термо- и износостойкостью, хорошими антикоррозионными, антифрикционными и противозадирными свойствами, электроизоляционной или электропроводной способностью. В качестве напыляемого материала выступают проволоки, шнуры, порошки из металлов, керамики и металлокерамики.
Представляет собой перенос расплавленных частиц материала на обрабатываемую поверхность газового или плазменным потоком. Покрытия, образованные таким методом, отличаются термо- и износостойкостью, хорошими антикоррозионными, антифрикционными и противозадирными свойствами, электроизоляционной или электропроводной способностью. В качестве напыляемого материала выступают проволоки, шнуры, порошки из металлов, керамики и металлокерамики.
Выделяют следующие методы газотермическогого напыления:
- Газопламенное напыление: самый простой и недорогой метод, применяемый для защиты крупных площадей поверхности от коррозии и восстановления геометрии деталей
- Высокоскоростное газопламенное напыление: используется для образования плотных металлокерамических и металлических покрытий
- Детонационное напыление: применяется для нанесения защитных покрытий, восстановления небольших поврежденных участков поверхности
- Плазменное напыление: используется для создания тугоплавких керамических покрытий
- Электродуговая металлизация: для нанесения антикоррозионных металлических покрытий на большие площади поверхности
- Напыление с оплавлением: применяется тогда, когда риск деформации деталей отсутствует или он оправдан
Погружение в расплав
При использовании этого метода обрабатываемые детали окунаются в расплавленный металл (олово, цинк, алюминий, свинец). Перед погружением поверхности обрабатываются смесью хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Это позволяет защитить расплав от окисления, а также удалить оксидные и солевые пленки.
Данный метод нельзя назвать экономичным, так как наносимый металл расходуется в больших количествах. При этом толщина покрытия неравномерна, а наносить расплав в узкие зазоры и отверстия, например, на резьбу, не представляется возможным.
Термодиффузионное покрытие
 Данное покрытие, материалом для которого выступает цинк, обеспечивает высокую электрохимическую защиту стали и черных металлов. Оно обладает высокой адгезией, стойкостью к коррозии, механическим нагрузкам и деформации.
Данное покрытие, материалом для которого выступает цинк, обеспечивает высокую электрохимическую защиту стали и черных металлов. Оно обладает высокой адгезией, стойкостью к коррозии, механическим нагрузкам и деформации.
Слой термодиффузионного покрытия имеет одинаковую толщину даже на деталях сложных форм и не отслаивается в процессе эксплуатации.
Плакирование
Метод представляет собой нанесение металла термомеханическим способом: путем пластичной деформации и сильного сжатия. Чаще всего таким образом создаются защитные, контактные или декоративные покрытия на деталях из стали, алюминия, меди и их сплавов.
Плакирование осуществляется в процессе горячей прокатки, прессования, экструзии, штамповки или сваривания взрывом.
Виды и особенности неметаллических покрытий
Неметаллические покрытия подразделяются на органические и неорганические. Они создают на обрабатываемых поверхностях тонкую, инертную по отношению к агрессивным веществам пленку, которая предохраняет детали от негативных воздействий окружающей среды.
Лакокрасочные защитные покрытия
В состав таких покрытий входят пленкообразующие вещества, наполнители, пигменты, пластификаторы, растворители и катализаторы. Варьирование состава позволяет получать материалы со специфическими свойствами (токопроводящие, декоративные, особопрочные, жаростойкие и т.п.). Покрытия такого рода не только защищают изделия в различных условиях, но и придают им эстетичный внешний вид.
В группу лакокрасочных покрытий входят лаки, краски, грунтовки, олифы, шпаклевки.
Силикатные эмали
Применяются для изделий, работающих при высоких температурах, в химически агрессивных средах.
 Эмалевое защитное покрытие формируется с помощью порошка или пасты. Процесс проходит в несколько этапов. Сначала на изделие наносится грунтовая эмаль – она улучшает адгезию, уменьшает термические и механические напряжения.
Эмалевое защитное покрытие формируется с помощью порошка или пасты. Процесс проходит в несколько этапов. Сначала на изделие наносится грунтовая эмаль – она улучшает адгезию, уменьшает термические и механические напряжения.
Затем, после спекания первого слоя при температуре +880… + 920 °С, накладывается покровная эмаль, после чего изделие снова подвергается нагреванию до +840… +860 °С.
Если требуется нанести несколько слоев силикатной эмали, вышеописанные операции проводят поочередно несколько раз. Изделия из чугуна, к примеру, обрабатывают в 2-3 подхода.
Застывшая эмаль представляет собой тонкое, похожее на стекло, покрытие. Его основным недостатком является сравнительно низкая прочность – под воздействием ударных нагрузок эмаль может растрескиваться или скалываться.
Полимерные защитные покрытия
В число наиболее распространенных полимеров, применяющихся для защиты металлов от коррозии, входят полистирол, полиэтилен, полипропилен, полиизобутилен, фторопласты, эпоксидные смолы и др.
Полимерное покрытие осуществляется методами окунания, газотермического или вихревого напыления, обычной кистью. Остывая, оно образует на поверхности сплошную защитную пленку толщиной несколько миллиметров.
Разновидностью полимерных являются антифрикционные покрытия (АФП). Внешне эти материалы похожи на краски, однако вместо пигментов они содержат высокодисперсные частицы твердых смазочных веществ, которые равномерно распределены в смеси связующих компонентов и растворителей.
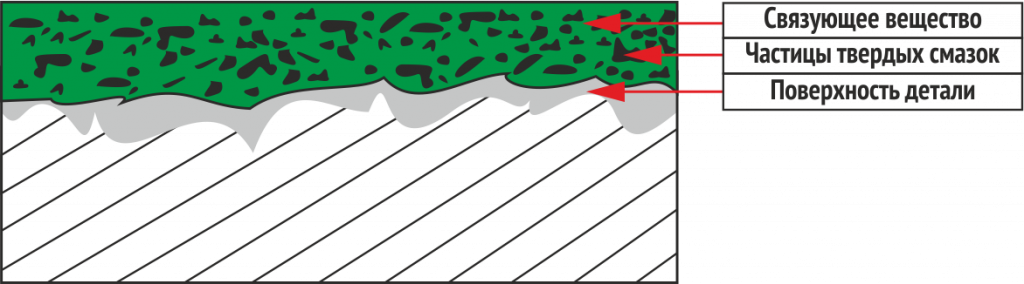
Основу АФП могут составлять дисульфид молибдена, графит, политетрафторэтилен (ПТФЭ) и прочие твердые смазки, в качестве связующих применяются акриловые, фенольные, полиамид-имидные, эпоксидные смолы, титанат, полиуретан и некоторые другие специальные компоненты.
Антифрикционные твердосмазочные покрытия (АТСП), а также специальные растворители и очистители для предварительной подготовки поверхностей разрабатывает российская компания «Моделирование и инжиниринг».
АТСП MODENGY применяются в средне- и тяжелонагруженных узлах трения скольжения (направляющих, зубчатых передачах, подшипниках и т.д.), на деталях двигателей внутреннего сгорания (юбках поршней, подшипниках скольжения, дроссельной заслонке), в резьбовых соединениях и крепеже, трубопроводной арматуре, пластиковых и металлических элементах автомобилей (замках, петлях, пружинах, скобах, механизмах регулировки и т.д.), а также в других парах трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Материалы MODENGY наносятся однократно на весь срок службы деталей, позволяя создавать узлы трения, не требующие дальнейшего обслуживания и применения традиционных смазочных материалов.
Антифрикционные покрытия MODENGY отличаются:
- Высокой несущей способностью
- Работоспособностью в запыленной среде
- Низким коэффициентом трения
- Широким диапазоном рабочих температур
- Высокой износостойкостью
- Противозадирными и антикоррозионными свойствами
- Стойкостью к воздействию кислот, щелочей, растворителей и других химикатов
- Работоспособность в условиях радиации и вакуума

Покрытия ложатся тонким слоем, поэтому практически не меняют исходные размеры деталей, зато обеспечивают им необходимый комплекс триботехнических и защитных свойств.
Применение АТСП MODENGY позволяет эффективно управлять трением, повышать ресурс и энергоэффективность оборудования.
Оксидные защитные пленки
Оксидирование – это окислительно-восстановительная реакция металлов, которая возникает благодаря их взаимодействию с кислородом, электролитом или специальными кислотно-щелочными составами. В результате этого процесса на металлических поверхностях образуется защитная пленка, которая увеличивает их твердость, снижает риск образования задиров, улучшает приработку деталей и повышает срок их службы.
Оксидирование используется для получения защитных и декоративных покрытий, а также для формирования диэлектрических слоев. Различают химические, анодные (электрохимические), термические, плазменные и лазерные методы этой обработки.
Резиновые защитные покрытия
 Гуммирование, или создание защитных покрытий резины или эбонита, осуществляется для защиты различных емкостей, трубопроводов, цистерн, химических аппаратов, резервуаров для перевозки и хранения химических веществ от воздействия внешней среды.
Гуммирование, или создание защитных покрытий резины или эбонита, осуществляется для защиты различных емкостей, трубопроводов, цистерн, химических аппаратов, резервуаров для перевозки и хранения химических веществ от воздействия внешней среды.
Защитное покрытие может быть сформировано из мягкой или твердой резины. Консистенция контролируется добавками серы: мягкая содержит от 2 до 4 % этого вещества, твердая – от 30 до 50 %.
Покрытие наносится на предварительно очищенные и обезжиренные поверхности. Скопившийся после обработки воздух выдавливается валиком. В качестве заключительного этапа гуммирования проводится вулканизация изделий.
Резиновые покрытия являются хорошими диэлектриками, обладают стойкостью ко многим кислотам и щелочам (но не к сильным окислителям). Из существенных недостатков резиновых покрытий можно выделить их старение со временем.
Смазки и пасты
При длительном хранении и перевозке металлоизделий в качестве защитных покрытий могут использоваться специальные смазки и пасты – они препятствуют попаданию на поверхности влаги, пыли и различных газообразных веществ, наносятся кистью или методом распыления.
Консервационные материалы изготавливаются на основе минеральных масел (вазелинового, машинного) и воскообразных веществ (воска, парафина, мыла). Очень популярны смазки, в состав которых входит 5 % парафина и 95 % петролатума (смеси парафинов, масел и минеральных восков – церезинов).
Главный недостаток паст и смазок, применяющихся в качестве защитных покрытий, состоит в том, что целостность образовавшейся пленки легко нарушить. Именно поэтому лучшей альтернативой пластичных составов являются антифрикционные покрытия.
Присоединяйтесь
© 2004 – 2020 ООО “АТФ”. Все авторские права защищены. ООО “АТФ” является зарегистрированной торговой маркой.
Защитные покрытия для металлов

- Металлические защитные покрытия
- Неметаллические покрытия
Различные покрытия металлов используются для изоляции этих материалов от агрессивной окружающей среды. Чтобы выполнять свою основную функцию, покрытия должны быть сплошными, непроницаемыми, равномерно распределяющимися по поверхности. Также они должны обладать хорошей адгезией, высокой износостойкостью, жаростойкостью и твердостью.
Защитные покрытия подразделяют на металлические и неметаллические. Рассмотрим подробнее обе категории.
Металлические защитные покрытия
Металлические покрытия наносятся на различные поверхности (не только на металл, но и на стекло, керамику, пластмассу и др.) в целях их защиты от коррозии, придания твердости и износостойкости, электропроводящих и декоративных функций.
Для придания поверхностям антикоррозионных свойств покрытия наносятся следующими способами:
- Гальванизацией (электролитическим методом): металл или сплав осаждается на поверхность в виде водных растворов солей путем постоянно пропускания тока через электролит
- Газотермическим напылением: расплавленный металл распыляется на обрабатываемую поверхность с помощью струи воздуха
- Окунанием: горячий способ нанесения покрытия методом погружения изделия в ванну с расплавленным металлом
- Плакированием (термомеханическим методом): на поверхность основного металла наносится другой, более устойчивый к агрессивной среде, путем литья, совместной прокатки, прессования или ковки
- Термодиффузионным методом: покрытие проникает в поверхностный слой основного металла под воздействием высокой температуры
По способу защиты металлические покрытия подразделяют на анодные и катодные – в зависимости от того, анодом или катодом является металлопокрытие к обрабатываемому изделию.
Электрохимическую защиту от коррозии осуществляют исключительно анодные покрытия, имеющие более отрицательный электрохимический потенциал. Под воздействием окружающей среды они постепенно разрушаются, но при этом сохраняют целостность изделий.
Хорошим примером анодного покрытия металлов является цинковый защитный слой не железе.

Катодные защитные покрытия, имеющие положительный электродный потенциал, используются намного реже, так как защищают детали лишь механически. Основной металл изделия, являющийся анодом, при подводе к нему влаги начинает интенсивно разрушаться, поэтому катодное покрытие должно быть сплошным, без малейших пор и царапин. Примером такого покрытия служит оловянная или медная защита на железе.
Гальванические покрытия
Гальванизация относится к электрохимическим методам нанесения металлических покрытий.
Получаемый защитный слой предупреждает коррозию и окисление, улучшает износостойкость и прочность изделий, придает им эстетичный внешний вид.
Гальванические покрытия распространены в строительстве, авиа- и машиностроении, радиотехнике и электронной промышленности.
В зависимости от назначения они бывают защитными, защитно-декоративными и специальными. Назначение первых двух понятны уже из названий. Специальные наносятся на изделия для придания им повышенной твердости и износостойкости, улучшенных электроизоляционных, магнитных и других свойств.

Разновидностями гальванизации являются меднение, хромирование, цинкование, железнение, никелирование, латунирование, родирование, золочение, серебрение, покрытие оловом.
Газотермическое напыление
Газотермическое напыление – это метод переноса расплавленных частиц на обрабатываемую поверхность при помощи газового или плазменного потока. Покрытия, образованные газотермическим способом, обладают износостойкостью, коррозионной устойчивостью, антифрикционными, противозадирными, термостойкими, электропроводными и другими свойствами.
В качестве напыляемого материала используются проволоки, шнуры и порошки из металлов, керамики или металлокерамики.
Существуют следующие методы газотермическогого напыления:
- Высокоскоростное газопламенное напыление: используется для образования плотных металлокерамических и металлических покрытий
- Детонационное напыление: применяется для восстановления небольших поврежденных участков поверхности
- Плазменное напыление: используется для создания тугоплавких керамических покрытий
- Электродуговое напыление: применяется для нанесения антикоррозионных металлических покрытий на большие площади поверхности
- Газопламенное напыление: самый простой и недорогой метод в плане внедрения и эксплуатации; используется для защиты больших поверхностей от коррозии и восстановления геометрии деталей
- Напыление с оплавлением: металлургически связывает покрытие с основанием; применяется в тех случаях, когда отсутствует риск деформации деталей или этот риск оправдан
Окунание в расплав
При использовании данного метода деталь окунается в расплавленный металл: олово, цинк, алюминий или свинец. Перед погружением поверхности обрабатываются флюсом, состоящим из хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Такая обработка позволяет удалить солевые и оксидные пленки, а также защитить расплав от окисления.

Данный метод не слишком распространен, так как расходует большое количество защитного покрытия, при этом не обеспечивая его равномерную толщину и не позволяя наносить металл в узкие зазоры.
Термодиффузионное покрытие
Данный вид обработки поверхностей по отношению к черным металлам является анодным и обеспечивает эффективную электрохимическую защиту стали. Покрытие обладает высокой адгезией с основой, в процессе эксплуатации не отслаивается. Оно также обладает высокой стойкостью к механическим нагрузкам и деформации.
Термодиффузионный метод позволяет добиться однородного по толщине слоя даже на деталях сложных форм. Кроме этого такое покрытие очень устойчиво к коррозии и не вызывает водородного охрупчивания металла. В качестве наносимого материала выступает цинк.
Неметаллические покрытия
Неметаллические защитные покрытия применяются для изоляции металлических изделий от воздействия внешней среды (в первую очередь, влаги) и придания им эстетичного внешнего вида.
К неметаллическим относятся полимерные, резиновые, лакокрасочные, эмалевые, оксидные и др. покрытия.
Полимерные покрытия
На сегодняшний день данный вид покрытия металла является наиболее популярной альтернативой оцинковке и окраске изделий.
Детали, обработанные полимерными веществами, имеют долгий срок службы, эстетичный внешний вид, отличные электроизоляционные, высокотемпературные и противоизносные свойства.
В качестве напыляемого материала чаще всего выступают полиэстер, пластизоль, полиуретаны, поливинилдефторид и некоторые другие.
Одной из самых современных и высокотехнологичных разновидностей полимерных покрытий являются антифрикционные покрытия (АФП).
По структуре они похожи на краски, однако вместо пигмента содержат высокодисперсные частицы твердых смазочных веществ: дисульфида молибдена, графита, политетрафторэтилена (ПТФЭ) и пр. Эти компоненты равномерно распределены в полимерной связующем, в качестве которого могут выступать эпоксидные, акриловые, титанатовые и другие смолы.
Например, в России такие покрытия разрабатывает компания «Моделирование и инжиниринг».
 Основным предназначением АФП MODENGY являются:
Основным предназначением АФП MODENGY являются:
- Средне- и тяжелонагруженные узлы трения скольжения (направляющие, зубчатые передачи, подшипники и т.д.)
- Детали ДВС (юбки поршней, подшипники скольжения, дроссельная заслонка и др.)
- Пластиковые и металлические компоненты автомобилей (замки, петли, пружины, скобы, механизмы регулировки в салоне автомобиля и т.д.)
- Резьбовые соединения и крепеж
- Трубопроводная арматура
- Другие пары трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Антифрикционные твердосмазочные покрытия (АТСП) MODENGY наносятся однократно на весь срок службы узлов трения, что позволяет полностью отказаться от регулярно восполняемых масел и пластичных смазок.
Высокая популярность АТСП обусловлена их высокой несущей способностью, низким коэффициентом трения, широким диапазоном рабочих температур, устойчивостью к воздействию воды и химикатов, работоспособностью в запыленной среде, условиях радиации и вакуума.
Тонкий слой защитного покрытия практически не влияет на исходную точность размеров детали.
Эмалирование
Эмаль – это тонкое покрытие на металле, обладающее антикоррозионными свойствами. Получают его с помощью высокотемпературной обработки стекловидного порошка, смешанного с водой.
Локальный обжиг детали производится в печи или при помощи горелки. В зависимости от вида и цвета покрытия температура обжига может колебаться от +700 °C до +900 °C. Необходимо помнить, что стекловидный слой эмали нельзя подвергать грубым механическим воздействиям, так как он достаточно хрупок и легко повреждается.
Оксидирование
Оксидирование – это окислительно-восстановительная реакция металла, которая возникает благодаря взаимодействию с кислородом, электролитом или специальными кислотно-щелочными составами. Результатом процесса является образование защитной пленки, которая увеличивает твердость поверхности, увеличивает срок службы деталей, улучшает приработку, снижает образование задиров.

Оксидирование бывает анодным, химическим, термическим, плазменным, лазерным (последнее доступно только в промышленных условиях).
Окрашивание
Данный метод антикоррозионной защиты металла хорошо известен каждому. Однако лакокрасочные покрытия не отличаются термостойкостью и износостойкость, повредить их очень легко.
Основным преимуществом окрашивания является низкая стоимость и достаточно простая технология. Достаточно провести тщательную подготовку поверхности и придерживаться рекомендаций по нанесению используемого материала.
Срок службы лакокрасочных покрытий зависит от условий эксплуатации деталей. При высоких нагрузок и температурах их не применяют, используя чаще всего в качестве декоративного слоя.
Особенности декоративной покраски металлических поверхностей
Металлические изделия подвержены влиянию внешней среды и особенно влажности. Защитить металл можно с помощью специальных антикоррозийных покрытий (например, покрыв поверхность цинком), а также окрашиванием. Краска выполняет не только роль защитника от коррозии, но придает поверхности более эстетичный вид.

Декоративная покраска металла позволяет имитировать самые разнообразные эффекты. К примеру, можно декорировать поверхность под бронзу, серебро или придать металлу состарившийся благородный вид. О том, как выбрать лакокрасочный материал, подготовить основание и нанести на него краску, пойдет речь ниже.
Подготовка поверхности
Прежде всего, нужно оценить прочность старого покрытия. В этом поможет малярная лента: делаем надрезы на старой краске и приклеиваем на эти места ленту. Затем резким движением срываем ленту. Если вслед за лентой отделится значительное количество краски, то поверхность недостаточно прочна. Если же слой прочный, то снимать его необязательно, необходимо лишь очистить металл от грязи, следов ржавчины и пыли.
Обратите внимание! Если речь идет об отопительных батареях, старую краску нужно обязательно удалить, т.к. в данном случае каждый дополнительный слой уменьшает тепловую отдачу.
Очистка поверхности (металла, стен и т.п.) может проводиться одним из трех способов:

- механическим (с использованием абразивов или инструмента);
- химическим (с помощью щелочных составов или активных растворителей);
- термическим (с помощью термофена или кислородно-ацетиленовой горелки).
к содержанию ↑
Грунтование
Обработка поверхности грунтовкой необходима для создания надежного сцепления между металлом и краской. Грунтовки производятся на базе синтетических или натуральных пленкообразующих веществ (органические смолы, олифы и т.д.).
Немаловажное свойство грунтовок — снижение вероятности развития коррозии. В зависимости от типа грунтующего состава отличаются механизмы обеспечения антикоррозийной защиты.

Существует несколько типов грунтовок по характеру антикоррозийных свойств:
- Изолирующие. Такие грунтовки не позволяют попадать влаге на защищаемый металл.
- Пассивирующие. Действие пассивирующих составов основано на уменьшении электрохимической активности материала.
- Протекторные. Такие грунтовки содержат высокодисперсные металлические порошки, у которых электродный потенциал ниже, чем у защищаемого металла. Этим обеспечивается защита от коррозии.
- Фосфатирующие. Покрытие с содержанием фосфатов предохраняет металл от развития коррозии.
- Ингибирующие. Ингибитор — это вещество, снижающее скорость развития химических реакций. Поскольку образование ржавчины — результат химической реакции, ингибирующие грунтовки уменьшают скорость развития коррозийных процессов.
- Преобразователи ржавчины. Преобразователи ржавчины трансформируют оксид железа в нерастворимое соединение.
Грунтовочный состав наносится при помощи кисточки, валика, тампона или пульверизатора. Слой грунтовки должен быть не слишком толстым — тоньше, чем последующие слои краски. Оптимальная толщина грунтовочного слоя — до 0,1 миллиметра.
Если грунтованная поверхность вышла матовой, ее нужно аккуратно зачистить мелкозернистой наждачкой. Это улучшит качество адгезии с лакокрасочным материалом.
Шпатлевание
Шпатлевание необходимо для ликвидации дефектов, таких как трещины, а также для выравнивания поверхности. Состав для шпатлевания — это смесь, куда входят наполнитель (мел), пластификатор, связующее вещество, особые добавки.
 Нанесение разных шпатлевок
Нанесение разных шпатлевок
Смеси для шпатлевания продаются в одном из двух состояний — сухие (разбавляются в воде) и готовые к использованию (разведены в растворителе). Шпатлевка наносится и распространяется по поверхности при помощи шпателя.
Выбор краски для металла
Для окрашивания металлических поверхностей чаще всего используются органорастворимые лакокрасочные материалы. Такие растворы являются смесью синтетических смол алкидного происхождения и органических растворителей. В качестве последних чаще всего применяются Уайт-спирит или стирол.

После высыхания алкидных составов возникают толстые, прочные, прозрачные, почти бесцветные пленки. Такие пленки устойчивы к воздействию всяческих химикатов, а также к влаге. Благодаря последнему качеству, алкиды находят широкое применение не только внутри помещений, но и снаружи зданий.
Тем не менее, при выборе состава следует обращать внимание на рекомендуемое предназначение краски. Например, для окрашивания батарей выпускаются специальные составы, которые отличаются высокой теплопроводность и при этом не уменьшают теплоотдачу оборудования.
Совет! Рекомендуется останавливать выбор на материалах (грунтовке, шпатлевке, краске) от одной компании-производителя. В таком случае отсутствует риск несовместимости химических составов.
Кузнечные краски
На протяжении долгого времени окрашивание не применялось для кованого металла. Существовало общепринятое мнение о том, что краска нивелирует преимущество ручной работы, скрывает натуральную текстуру материала.

Однако не так давно появились лакокрасочные материалы для кованых изделий, которые позволяют искусственно состарить материал, создать видимость патины или добиться других визуальных эффектов. Также кузнечные краски защищают металл от коррозийных процессов.
Основной недостаток кузнечных красок — их стоимость. Как и создание кованых изделий, специализированные краски нельзя назвать дешевыми.
Окрашивание металла
Наносить краску можно с помощью кисточки, валика или пульверизатора. Количество необходимых слоев при окрашивании устанавливается компанией-производителем и зависит от укрывистости краски. Укрывистость — это способность лакокрасочного материала скрывать цвет обрабатываемой поверхности. Показатель укрывистости обратно пропорционален прозрачности лакокрасочного материала, то есть чем более прозрачна краска, тем большее ее понадобится.
Обратите внимание! Укрывистость указывается на упаковке с краской и определяется в расходе материала на квадратный метр.
Трудности могут возникнуть при подсчете требующегося количества лакокрасочного материала. Компании-производители дают информацию о расходе на квадратный метр. Когда речь идет об окрашивании плоских поверхностей, подсчитать расход не сложно. Однако нередко приходится иметь дело с неровными поверхностями — решетками, оградами, фигурными деталями и т.п. В таких случаях при расчетах придется исходить из собственного опыта или совета продавца.
Окрашивание под бронзу
Декорирование поверхности под бронзу применяется давно. Однако до недавнего времени такие краски изготавливались на основе органики. Таким образом, сфера использования таких лакокрасочных материалов значительно сужалась из-за характерного для органических растворителей неприятного запаха. К тому же такие поверхности не отличаются устойчивостью к температурным перепадам.

На сегодняшний день наиболее популярны краски на основе воды и акрила. Такие составы отличаются безопасностью, простотой применения, устойчивостью к высоким и низким температурам, а также антикоррозийной стойкостью.
Существует два способа декорировать поверхность под бронзу. Ниже приведены две пошаговые инструкции.
Первый вариант — однотонное окрашивание:
- Убираем с поверхности грязь и следы ржавчины. Проводим обезжиривание.
- Грунтуем поверхность. Это позволит улучшить адгезивные качества материалов и, кроме того, создаст слой полимера, который защитит поверхность от коррозии.
- Когда грунтовка высохнет, наносим бронзовую краску в 2-3 слоя. Причем каждый слой можно наносить только после высыхания предыдущего.
Второй вариант — состаренная бронза:
- Проводим подготовительные мероприятия так же, как описано в первом случае. Затем грунтуем металл и окрашиваем его в бронзовый цвет.
- Углубления на поверхности обрабатываем патиной. Она может быть полупрозрачной — это позволит контролировать уровень затемнения.
- Когда высохнет краска, берем сухую кисть и проводим лессировку. Для этого наносим светлую краску по углам и выступам таким образом, чтобы создать эффект потертостей.
- После высыхания слоя наносим на металл прозрачный лак.
к содержанию ↑
Окрашивание под старину
Можно придать металлу состарившийся вид и другим способом, с использованием кракелюрной грунтовки и краски.

- Очищаем металл от грязи, следов ржавчины и жира.
- Очищенную и сухую поверхность покрываем лакокрасочным материалом. Для окрашивания используем кисточку, так как неравномерное покрытие в данном случае только на пользу.
- Когда краска полностью высохнет, наносим кракелюрную грунтовку. Этот состав можно приобрести в строительном магазине. После высыхания на поверхности появится прозрачная полимерная пленка.
- Создаем основное кракелюрное покрытие. Результат работы — состаренный металл со следами ржавчины. Причем на поверхности появятся небольшие трещины — кракелюры.
к содержанию ↑
Окрашивание и низкие температуры
Рекомендует окрашивать поверхности при положительных температурах. Считается, что минимально допустимая температура — 5 градусов выше нуля. Однако бывают ситуации, когда нужно окрасить поверхность срочно, несмотря на показатели термометра. И в этом случае возможно качественное окрашивание, если придерживаться ряда рекомендаций, о которых пойдет речь ниже:
- Очищаем поверхность ото льда, пыли, загрязнений, ржавчины и конденсата. Причем стандартных процедур очистки — механическим способом — в данном случае будет недостаточно. Даже если останется совсем немного конденсата, все дальнейшие усилия не позволят создать качественное покрытие. Чтобы хорошо высушить поверхность, используем горелку (на газе или бензине) или тепловую пушку.
- При низких температурах краска будет сохнуть в 2-3 раза дольше. Исходя из этого, нужно защитить окрашенную поверхность от воздействий внешней среды. Для этого подойдет полиэтиленовая пленка и тепловая пушка.
Не менее важно для окрашивания при низких температурах — правильно подобрать краску. Оптимальным вариантом считаются желеобразные алкидные эмали. Такие составы отличаются высокими адгезивными качествами.
Декоративные покрытия металла
Наносим декоративные покрытия, имитирующие натуральные состаренные металлы: латунь, бронзу, медь и серебро на любые детали и изделия. Алюминиевый профиль, стальной профиль, плоские панели, декоративные решетки, фурнитура и сантехника.
Подбираем базовый металлический цвет по Вашему образцу, подбираем тон и характер отделки патины. Возможна равномерная затёртость, хаотичная ярко-выраженная затёртость, направленная декоративная шлифовка. Интенсивность оксидного слоя от еле заметного до сильного чернения.
Стоимость работ по плоским деталям варьируется от 10 до 20 тыс. руб. за квадратный метр. Цена зависит от объема партии, габаритов и конфигурации изделий, характера покрытия. Стоимость работ по нанесению покрытия на небольшие объёмные детали вроде розеток, выключателей, дверных ручек и накладок, доводчиков и прочих подобных изделий, рассчитывается по запросу.

Медное покрытие
Нанесение покрытия под античную состаренную медь на пластиковое изделие. Ярко выраженная неравномерность патины, глянцевая поверхность

Декоративное бронзирование металла
Бронзирование изделий из металла при помощи нанесения декоративного покрытия, имитирующего состаренную бронзу

Покраска под стареную бронзу
Образец декоративного покрытия под стареную бронзу, имитирующий литое бронзове изделие

Декорирование под стареную латунь
Декоративное покрытие с полуматовой фактурой под состаренную латунь с эффектом затертости
Состаренное античное серебро
Алюминиевая решетка с орнаментом Звенья цепи с декорированием под глянцевое состаренное серебро с античной патиной.

Покрытие под шлифованную стареную латунь
Глянцевое покрытие под состаренную латунь с направленной шлифовкой патины

Покраска под бронзу со старением
Декоративное покрытие на рельефной панели из МДФ, имитирующее состаренную латунь или бронзу

Покраска алюминиевого профиля под латунь
Декоративное покрытие на систему алюминиевых профилей под матовую стареную латунь с направленной шлифовкой темной патины

Покраска под бронзу
Декоративное покрытие под состаренную бронзу нанесено на стальные элементы системы крепления поручней и стекла

Панели с декором под старую бронзу и латунь
Настенные панели с декорированием под состаренную бронзу и латунь в московском ресторане Рыбный базар

Хаотичная старая бронза
Стильный и характерный вариант декоративного покрытия. Интересно, что достичь такого неравномерного оксидного слоя на натуральном материале крайне сложно

Покрытие под состаренную бронзу
Покрытие под хаотично затёртую состаренную бронзу на изготовленном нами под ключ декоративном корпусе для биокамина

Нержавеющая сталь с покрытием под бронзу
Выполнены работы по превращению ручек из нержавеющей стали в бронзовые

Жалюзийная решетка под бронзу
Вентиляционная решетка с жалюзи с декоративным покрытием под тёмную матовую бронзу с направленной шлифовкой

Нанесение бронзы на металл
Декоративное покрытие, имитирующее нанесение состаренной бронзы на металл и изделия из различных металлов

Покраска под ржавчину
Образцы декорирования под ржавый металл. Наносим такие покрытия на любые изделия и детали

Покрытие под латунь
На фото ручка с нанесенным декоративным покрытием под латунь вставлена в стакан-обрамление из натуральной чуть стареной латуни

Покраска под состаренную латунь
Декорирование под состаренную латунь или бронзу с хаотичной патиной

