
Фильтровальное оборудование
Охрана природы и воздушной среды от выбросов промышленных предприятий входит в комплекс тотальных проблем, связанных с экологической безопасностью планеты. Для их решения используются газоочистные и пылеулавливающие установки, которые становятся все более востребованными сегодня. 
Использование газоочистного оборудования
Ежедневно в атмосферу попадают продукты деятельности производственных предприятий: пыль, стружка, вредные вещества. Поэтому газоочистка является неотъемлемой частью отлаженного производственного процесса. Наличие газопылеулавливающего оборудования требуется на предприятиях:
- пищевой и легкой промышленности;
- металлургических;
- нефтеперерабатывающих;
- цементных;
- химических;
- в бытовых и промышленных котельных;
- на заводах по утилизации.
Для каждого вида производства требуются определенные газоочистные установки, конструкции которых зависят от типа производства и характера загрязнений. Очистка газа предусматривает несколько задач:
- использование отдельно газа;
- использование ценных примесей газов отдельно;
- обезвреживание газов перед выбросом во внешнюю среду.
Формула системы газоочистки выглядит, как разница между выбрасываемыми в атмосферу промышленными газами с примесями и количеством отходов, уловленных различными способами. Разница должна стремиться к нулевой отметке.
Пылеулавливающее оборудование
Газоочистные установки: принцип действия и виды
Промышленные газы в составе содержат твердые частицы (дым, пыль), жидкие частицы (брызги, туман) и газообразные продукты (газ). Для их улавливания используются разные способы:
- сухая газоочистка (улавливание твердых частиц под воздействием силы тяжести);
- мокрая (улавливание твердых частиц при взаимодействии их с жидкостью);
- химическая (путем химической реакции);
- электрическая (под воздействием электрического поля).


В основном газоочистное оборудование классифицируется по видам загрязнений, конструкции фильтра газового пылеулавливающего и другим показателям: дымовые трубы, скрубберы, фильтры, газоходы и другое. Пылегазоочистное оборудование бывает стационарным и мобильным, может предназначаться для общих предприятий, быть специализированным (для очистки нехарактерных выбросов) и для тестового назначения.
Все установки должны быть проверены на эффективность работы, функционировать в бесперебойном режиме и иметь соответствующие документы.
 Эффективность работы газоочистного оборудования на предприятии оказывает значительное влияние на деятельность предприятия в целом, т.к. при неэффективной его работе (показатели работы ниже проектных), предприятие вынужденно платить экологический налог за сверхлимитный выброс загрязняющих веществ в атмосферный воздух.
Эффективность работы газоочистного оборудования на предприятии оказывает значительное влияние на деятельность предприятия в целом, т.к. при неэффективной его работе (показатели работы ниже проектных), предприятие вынужденно платить экологический налог за сверхлимитный выброс загрязняющих веществ в атмосферный воздух.
Газоочистное оборудование должно быть правильно подобрано
Эффективность очистки газовоздушной смеси отходящие от источника выделения зависит от огромного количества конструктивных особенностей газоочистного оборудования. К примеру, для очистки воздуха от разных видов пыли используют различные модификации циклонов: для мелкодисперсной пыли – одни, для слипающейся – другие, для абразивных — третьи.
Модернизация действующих и установка новых аспирационных систем на всех стадиях производства – важная экологическая задача отечественных металлургических заводов. Крупнейшим источником загрязнения окружающей среды в черной металлургии является агломерационное производство. Не последнюю роль в загрязнении атмосферы играют выбросы мартеновских и конвертерных сталеплавильных цехов. При ведении мартеновского процесса пыль образуется из металлической шихты, из шлака, руды, известняка и окалины, идущих на окисление примесей шихты, из доломита, применяющегося для заправки пода печи. При кипении стали выделяются пары окислов шлака и металла, газы. Для улавливания пыли и газов, поступающих в окружающую среду, на отечественных металлургических предприятиях сегодня используют различные системы газоочистки, мокрого и сухого способов, однако зачастую достаточно устаревших конструкций. Срок эксплуатации газоочистного оборудования на многих металлургических заводах страны давно истек и составляет 30-40 лет.
Проведение ремонтов на действующих газоочистных установках не всегда оправданно, так как не позволяет обеспечить достаточно высокие современные требования к очистке промышленных выбросов. Развитие газоочистных технологий в последние годы позволяет применять преимущественно высокоэффективные пылеуловители. В первую очередь, это рукавные фильтры, затем электрофильтры и мокрые пылеуловители (скрубберы Вентури). В настоящее время ведущее положение занимают рукавные фильтры. Среди распространенных сухих способов очистки промышленных газов от пыли наибольшая эффективность улавливания тонкодисперсных частиц (до 5 мкм) достигается практически только при использовании рукавных фильтров.
При использовании рукавных фильтров обеспечивается остаточная запыленность ниже 5-10 мг/куб. м независимо от свойств улавливаемой пыли; работа проводится в широком диапазоне очищаемого газа. Степень очистки составляет 99% и более, особенно пыли с высоким электрическим сопротивлением, улавливание которой в электрофильтрах происходит недостаточно полно. Расход энергии составляет 2-2.5 кВт/ч на 1000 куб. м очищаемых газов. Низкие капитальные затраты и умеренные эксплуатационные расходы – еще один плюс таких устройств. Применение синтетических тканей в качестве фильтровальных материалов для фильтров позволяет использовать их при температурах выше 1400С. При этом, такие ткани более долговечны по сравнению с натуральными шерстяными и хлопчатобумажными тканями.
Особый интерес представляют рукавные фильтры с импульсной продувкой. Они применяются для очистки газов объемом 500 тыс. куб м и более и температурах около 1500С с использованием синтетических фильтровальных материалов, что обеспечивает высокую степень очистки при значительных удельных нагрузках (4-6 куб. м/кВ. м*мин). Другими преимуществами таких фильтров являются отсутствие подвижных частей, простота обслуживания, надежность действия и длительный срок службы рукавов (до 20-24 месяцев).
Рукавные фильтры для аспирации и очистки воздуха
Промышленные рукавные фильтры являются одним из самых эффективных видов пылеулавливающих устрановок для очистки воздуха в системах аспирации. Могут функционировать при высокой нагрузке по пыли – до 150 г/м3 и температуре фильтруемой среды до +280С. Рукавный фильтр относится к оборудованию сухого типа, позволяет очищать воздух и газы от любой мелкодисперсной, не слипающейся, сухой, а так же абразивной и агрессивной пыли. Степень очистки составляет более 99%, а итоговая запыленность на выходе не более 20 мгм3 по пыли. Производительность фильтра может составлять от нескольких сотен до нескольких сотен тысяч м3ч. Данные газоочистные устройства имеют высокую эффективность, простую конструкцию и отличается надежностью основных узлов и агрегатов.
Типы рукавных фильтров
Поскольку рукавные фильтры для полноценного функционирования требуют очистки фильтровальных элементов, необходимо периодически сбрасывать уловленную пыль с ткани и материала рукавов.
Существует несколько типов фильтров, отличающихся по способу регенерации:
Рукавные фильтры с импульсной регенерацией
Регенерация фильтровальных элементов в фильтре осуществляется за счет продувки рукавов импульсом сжатого воздуха. Воздух поступает через ресивер в пневмоклапаны и раздается по продувочным трубам внутрь рукава. Для эксплуатации данного вида фильтров необходим подвод сжатого воздуха класса 9 (по ГОСТ17433-80) давлением от 4 до 8 Бар. Благодаря данному способу очистки частицы пыли выбиваются из самых глубоких слоев фильтрующего материала. Это позволяет эксплуатировать фильтры по самой мелкодисперсной пыли до 1 мкм. Могут использоваться в производстве с непрерывным циклом 24 часа в сутки 7 дней в неделю.
Рукавные фильтры с механическим встряхиванием
Регенерация рукавов осуществляется за счет вибро встряхивания посредством установленных на раме вибраторов. Данные фильтры имеют преимущество ввиду отсутствия необходимости подвода магистрали сжатого воздуха и простоты эксплуатации. Но в то же время они не могут эксплуатироваться во взрывоопасных средах из-за риска возникновения искр при вибрации. Так же фильтры с вибровстряхиванием имеют лишь поверхностную очистку рукавов, не затрагивающую глубокие слои материала, что позволяет их использовать только по средне и крупнодисперсной пыли – от 50 мкм. Для регенерации фильтровальных элементов требуется остановка фильтра.
Эксплуатация
Промышленные рукавные фильтры для очистки газов и воздуха от пыли устанавливаются в системах аспирации как основные или дополнительные пылеулавливающие устройства. Фильтры нашли широкое применение на предприятиях горнодобывающей, металлургической, цементной, химической, пищевой, угольной промышленности, а так же при производстве стекла, муки, пластика, технического углерода и других.
Срок эксплуатации рукавных фильтров не регламентирован и может составлять до 20 лет и более. Однако основные комплектующие, например фильтровальные рукава, требуют периодической замены раз в 1-2 года, в зависимости от сложности условий эксплуатации. Износу и замене подлежат так же и пневмоклапаны, так как на систему продувки приходится высокая нагрузка.
Особенности комплектации
В зависимости от фильтруемой среды, размещения на улице или в помещении, рукавные фильтры могут комплектоваться дополнительными опциями:
- теплоизоляцией корпуса и бункера;
- автоматической выгрузкой бункеров посредством шнека и шлюзового питателя;
- обогревом корпуса, пневмоклапанной и бункерной части;
- укрытиями, шатром сверху и лестницами обслуживания;
- взрывозащищенным и высокотемпературном исполнением;
- системой аварийного пожаротушения;
- сводообрушением бункера (вибро или пневмо);
- системой сервисного обслуживания и замены рукавов в on-line режиме.
Для некоторых производств со сложными условиями эксплуатации появляется необходимость установки на фильтр системы аварийного подмеса наружного воздуха для снижения температуры газа. Довольно часто используются фильтровальные материалы с особой масловлагозащитной пропиткой – это позволяет сделать поверхность рукавов более устойчивой к попаданию влаги и частиц масел. Подбор материалов для рукавов всегда должен осуществляться профессионалами с учетом особенностей каждого производства и специфики конкретного технологического процесса.
Паспорта и чертежи рукавных фильтров вы можете найти в нашем каталоге. Для того, чтобы узнать цену на интересующее вас оборудование или осуществить подбор под необходимые параметры свяжитесь с менеджерами компании.
Рукавный фильтр – вид пылеулавливающего оборудование
С поперечным орошением
С подвижной насадкой
С неподвижной насадкой
С переливными тарелками
С провальными тарелками
С непрерывным отводом орошающей жидкости
С внутренней циркуляцией
С прямоугольными и с кольцевыми контактными каналами
С тангенциальным подводом газа
С внутренними направляющими завихрителями
С орошаемыми стенками, с внутренним радиальным впрыском воды, с орошением газа на входе
С форсуночным подводом орошения
С пленочным подводом орошения
С периферийным подводом орошения
С круглым сечением горловины
С щелевым сечением горловины
С кольцевым сечением горловины
С круглым и прямоугольным конфузором
Под действие стандарта подпадают пылеуловители, отличающиеся от указанных в таблице 1 конструктивными особенностями, но основанные на указанном выше принципе действия.
Требования настоящего стандарта являются обязательными, за исключением приложений А, Б.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 12.1.003-83 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.010-76 Система стандартов безопасности труда. Взрывобезопасность. Общие требования
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.4.011-89 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 17.2.4.01-80 Охрана природы. Атмосфера. Метод определения величины каплеуноса после мокрых газоочистных аппаратов
ГОСТ 17.2.4.06-90 Охрана природы. Атмосфера. Методы определения скорости и расхода газопылевых потоков, отходящих от стационарных источников загрязнения
ГОСТ 17.2.4.07-90 Охрана природы. Атмосфера. Методы измерения давления и температуры газопылевых потоков, отходящих от стационарных источников загрязнения
ГОСТ 17.2.4.08-90 Охрана природы. Атмосфера. Методы определения влажности газопылевых потоков, отходящих от стационарных источников загрязнения
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 14249-89 Сосуды и аппараты. Нормы и методы расчета на прочность
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 25747-83 Фильтры рукавные и карманные. Типы и основные параметры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Примечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю “Национальные стандарты”, составленному по состоянию на 1 января текущего года, и по соответствующим выпускам информационного указателя за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Определения
В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1 фильтр: Аппарат, приспособление или пористое тело, предназначенные для очищения газа или жидкости от взвешенных в них твердых или жидких частиц путем процеживания.
3.2 фильтр рукавный: Фильтр, фильтрующие элементы которого представляют собой полые перегородки цилиндрической формы (ГОСТ 25747).
3.3 скруббер: Аппарат, в котором осуществляется контакт газа с жидкостью.
3.4 полый скруббер: Скруббер, в котором газовый поток пропускается через завесу распыляемой жидкости.
3.5 тарельчатый скруббер: Скруббер, в котором контакт газа с жидкостью осуществляется на контактных устройствах (тарелках), устанавливаемых внутри аппарата.
3.6 насадочный скруббер: Скруббер, в котором контакт газа с жидкостью осуществляется в заполняющем аппарат слое тел различной формы (насадке).
3.7 скруббер с подвижной насадкой: Насадочный скруббер, в котором контакт газа с жидкостью осуществляется в объеме свободно перемещающегося слоя насадки.
3.8 скруббер ударно-инерционного действия: Скруббер, в котором контакт газа с жидкостью осуществляется за счет удара газового потока о поверхность жидкости с последующим пропусканием газожидкостной взвеси через отверстия различной конфигурации.
3.9 центробежный скруббер: Скруббер, в котором газовый поток, контактирующий с жидкостью, вращается в корпусе аппарата под действием центробежной силы.
3.10 скруббер Вентури: Скруббер, в котором интенсивное дробление контактирующей с газом жидкости осуществляется за счет высокой скорости газового потока, достигаемой в трубе-распылителе, имеющей форму трубы Вентури.
3.11 эжекторный скруббер: Скруббер, в котором контакт газа с жидкостью осуществляется в трубе-распылителе за счет энергии, подводимой к жидкости (водоструйный насос).
3.12 конфузорный скруббер: Полый скруббер, в котором дробление контактирующей с газом жидкости осуществляется за счет энергии газового потока, подводимого в аппарат через конфузорный насадок.
3.13 ороситель: Устройство для подвода орошающей жидкости.
4 Требования безопасности
4.1 Фильтры и пылеуловители должны отвечать требованиям ГОСТ 12.2.003.
4.2 Конструкция фильтров и пылеуловителей должна быть технологичной, надежной в течение предусмотренного в технических условиях, пояснительной записке или техническом описании срока службы, обеспечивать безопасность при изготовлении, монтаже, эксплуатации и ремонте.
4.3 Конструкция фильтров и пылеуловителей при их эксплуатации должна исключать попадание вредных веществ в воздух рабочей зоны. Содержание вредных веществ в воздухе рабочей зоны должно удовлетворять требованиям ГОСТ 12.1.005.
4.4 Фильтры и пылеуловители должны быть обеспечены сигнализирующими и блокирующими устройствами, срабатывающими при нарушении установленного технологического режима эксплуатации.
4.5 К обслуживанию фильтров и пылеуловителей допускаются работники, изучившие их устройство и приемы обслуживания.
4.6 Конструкция фильтров и пылеуловителей должна быть рассчитана на предельные величины максимального рабочего (избыточного) давления или разрежения, которые могут возникнуть при эксплуатации.
4.7 Фильтры и пылеуловители, предназначенные для работы под избыточным давлением свыше 0,07 Па, должны соответствовать требованиям, изложенным в [1].
4.8 Конструкция фильтров и пылеуловителей должна обеспечить удобный подход к основным сборочным единицам и деталям при монтаже, наладке, эксплуатации и ремонте, обеспечивая их безопасное обслуживание, для чего необходимо устанавливать стационарные лестницы и площадки.
4.9 Фильтры и пылеуловители должны иметь теплоизоляцию, если их наружная поверхность в силу их функционального назначения может явиться источником ожоговых травм.
Температура наружной поверхности оболочки с теплоизоляцией в местах обслуживания не должна превышать 45 °С.
Теплоизоляция должна быть изготовлена из минеральных или органических теплоизолирующих материалов. Слой теплоизоляции, в случае необходимости, должен быть защищен водонепроницаемой оболочкой.
4.10 Все виды работ внутри корпуса фильтра и пылеуловителя следует вести с использованием спецодежды и других средств защиты работающих по ГОСТ 12.4.011 в соответствии с порядком и правилами по технике безопасности, установленными на конкретном предприятии.
4.11 Допустимые уровни шума на рабочих местах не должны превышать значений, установленных ГОСТ 12.1.003.
4.12 Отключение фильтров и пылеуловителей из экономических или других соображений, не предусмотренных технологическим процессом, запрещается.
4.13 Пылеуловители, предназначенные для работы в условиях взрывоопасных производств, должны отвечать требованиям ГОСТ 12.1.010.
4.14 Должностные лица предприятия или организации, непосредственно занятые эксплуатацией или ремонтом фильтров и пылеуловителей, а также лица, осуществляющие руководство указанной службой предприятия или организации, виновные в нарушении правил техники безопасности, несут уголовную, административную или дисциплинарную ответственность в порядке, установленном законодательством государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта.
5 Методы испытаний
Отбор и анализ проб осуществляется в соответствии с программой и методиками, согласованными со всеми заинтересованными организациями.
5.1 Проверку внешнего вида, комплектности и качества монтажа фильтров и пылеуловителей проводят визуальным осмотром оборудования в сборе и его отдельных элементов.
Во время осмотра необходимо убедиться в отсутствии посторонних предметов внутри корпуса фильтра или пылеуловителя и состоянии теплоизоляции и антикоррозионных покрытий; проверить готовность мест для присоединения измерительных приборов, качество монтажа затворов и люков, выполнение сварных швов и соединений, оказывающих влияние на герметичность оборудования.
5.2 Проверка габаритных размеров фильтров и пылеуловителей должна быть выполнена средствами измерения длины, используемыми на предприятии-изготовителе.
5.3 Проверка массы фильтра и пылеуловителя должна быть выполнена взвешиванием опорожненного фильтра или пылеуловителя в сборе или его частей на весах или с помощью динамометра.
5.4.1 Электроэнергия в фильтре , кДж/1000 м , расходуется на преодоление газом гидравлического сопротивления фильтра и рассчитывается по формуле
где – гидравлическое сопротивление фильтра, Па.
В данных расчетах не учитывают потери в вентиляторе, так как коэффициент полезного действия его может быть различным в зависимости от конструкции и режима его работы.
, кДж/1000 м , рассчитывают по формуле
где – гидравлическое сопротивление пылеуловителя, Па.
, кДж/1000 м , рассчитывают по формуле
где – удельный расход орошающей жидкости, м /м ; ( , – расход жидкости и газа соответственно, м /ч);
– давление жидкости перед оросителем, Па.
В данных расчетах не учитывают потери в вентиляторе, насосе, электродвигателе, передаче и т.д., так как коэффициенты полезного действия этого оборудования могут быть различными в зависимости от конструкции и режима их работы.
5.5 Расход орошающей жидкости определяют или расчетным путем по значению давления жидкости перед оросителем, или непосредственным измерением с помощью мерного сосуда и секундомера в соответствии с программой и методикой испытаний.
5.6 Определение значения каплеуноса из пылеуловителя – по ГОСТ 17.2.4.01.
5.7 Измерение давления и температуры – по ГОСТ 17.2.4.07.
5.8 Измерение влажности – по ГОСТ 17.2.4.08.
5.9 Определение скорости газового потока и производительности по очищаемому газу – по ГОСТ 17.2.4.06.
5.10 Гидравлическое сопротивление вычисляют как разность полных давлений на входе в фильтр или пылеуловитель и выходе из него по ГОСТ 17.2.4.06.
5.11 Отбор проб для определения концентрации вредных веществ на входе в фильтр или пылеуловитель на выходе из него – по национальным стандартам* государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта и ГОСТ 17.2.3.02.
_______________
* На территории Российской Федерации действует ГОСТ Р 50820-95.
5.12 При изготовлении фильтров и пылеуловителей контроль качества сварных швов, выполненных способом дуговой сварки по ГОСТ 5264, ГОСТ 11534, ГОСТ 14771, ГОСТ 14776, ГОСТ 14806, ГОСТ 16037, ГОСТ 16038, ГОСТ 27580; сваркой в защитном газе по ГОСТ 23518, сваркой под флюсом по ГОСТ 8713, ГОСТ 11533; электрошлаковой сваркой по ГОСТ 15164; контактной сваркой по ГОСТ 15878, проводят следующими методами:
1) визуальным контролем и измерением;
2) механическим испытанием;
3) испытанием на стойкость против межкристаллитной коррозии;
4) металлографическим исследованием;
6) ультразвуковой дефектоскопией;
7) радиационным методом;
8) измерением твердости металла шва;
9) цветной или магнитопорошковой дефектоскопией;
10) другими методами (акустической эмиссией, люминесцентным контролем, определением содержания ферритной фазы и др.), предусмотренными техническим проектом.
5.13 После истечения назначенного срока службы фильтр или пылеуловитель подвергают испытанию на надежность дальнейшей службы с проверкой толщины стенок корпуса ультразвуковым способом по ГОСТ 14782, радиационным по ГОСТ 7512 или другим способом, определяемым разработчиком, и устанавливают соответствие основных технических показателей техническим условиям на фильтр или пылеуловитель.
5.14 Проверка на герметичность
Способ проверки фильтра или пылеуловителя на герметичность определяет разработчик.
Испытание сварных швов на сквозные дефекты осуществляют капиллярным, гидравлическим или пневматическим методами.
5.14.1 Капиллярный метод (смачивание керосином)
Поверхность контролируемого шва с наружной стороны следует покрыть меловым раствором, а с внутренней обильно смачивать керосином в течение всего периода испытаний. Время выдержки должно быть не менее указанного в таблице 2.
Таблица 2
Устройство и работа рукавного фильтра: плюсы и минусы + особенности замены фильтровального рукава

Безусловно, соблюдение экологических норм – важное условие успешного и безопасного функционирования любого производства. Очищение воздуха, загрязненного продуктами переработки, является основным требованием к предприятиям горнодобывающего, цементного, химического, мукомольного, металлургического и прочих направлений, в процессе деятельности которых образуется большое количество пыли, сажи и других микроскопических загрязнителей.
Но современные очищающие конструкции позволяют эффективно решать проблему излишней запыленности воздуха: устройство и работа рукавного фильтра направлены именно на удаление мельчайших частиц вредных взвесей. После установки этого узла вся пыль и грязь оседают на стенках фильтра, а в атмосферу выбрасывается более легкий и лишенный примесей воздух.
В этом материале мы рассмотрим строение и принципы работы рукавного фильтра, узнаем о способах их саморегенерации и замены, а также раскроем достоинства и недостатки этой очистительной конструкции.
Необходимость очищения воздуха на производстве
Экологический кризис на планете усугубляется с каждым днем. Производственные предприятия играют в этом далеко не последнюю роль: утечка химикатов, загрязнение водоемов сточными водами и пылевые выбросы крайне негативно сказываются как на состоянии природы, так и на здоровье людей.
Кроме прямого вреда для работников и жителей, обитающих рядом с производством, пыль наносит ущерб и самому предприятию. Пылевой налет пагубно влияет на работу оборудования, ухудшает состояние вентиляционной системы и теплообменников. Эти факторы могут привести к снижению качества изготавливаемой продукции и даже повысить ее себестоимость за счет поломок и более быстрого износа используемой техники.

Именно поэтому качественное улавливание и нейтрализация пыли является неотъемлемым этапом всего технологического процесса на производстве. Рукавный фильтр эффективно справляется с поставленными задачами и оберегает не только природу и людей, но и оборудование предприятия.
Как устроен и работает рукавный фильтр?
Очистительное оборудование с рукавным фильтром может использоваться как часть внутренней вентиляции, предусматривающей возврат очищенного воздуха обратно в помещение, так и как система полного очищения воздуха перед его выбросом в окружающую среду.
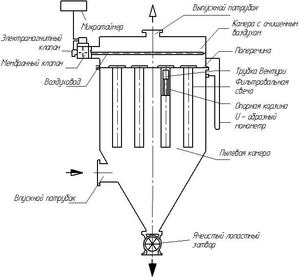
Рукавный фильтр представляет собой достаточно несложную конструкцию, которая состоит из основных элементов:
- корпуса для фильтровальных узлов;
- камер для чистого и грязного воздуха;
- бункера и опоры;
- впускного клапана, через который проходит воздушная смесь;
- очищающего рукава или комплекса рукавов, которые расположены на пути прохождения воздуха;
- выходного клапана с регулятором давления, пропускающего очищенный поток;
- системы для регенерации фильтра, которая позволяет периодически очищать рукав от пыли.
Конструкция устройства рассчитана на пропуск достаточно большого количества воздуха или газа. Потоки, увлекаемые входным клапаном, проходят сквозь систему, оставляя частички пылевых или сажевых загрязнений на поверхности фильтра на тканой или нетканой основе.
Фильтр может быть одиночным, однако более действенными остаются комплексы с батареей рукавов, которые эффективнее очищают воздух. После рукава переработанный воздух выпускается через выходной клапан, оснащенный автоматикой для регулирования давления.
Фактически конструкция выполняет три основные задачи:
- качественно очищает газовоздушную смесь от загрязнителей;
- обеспечивает равномерность пылевой нагрузки;
- регулирует количество поступающего для фильтрации воздуха.
Сепарация мелких частиц, находящихся в отработанном воздухе, дает возможность обеспечить должную чистоту выпускаемого потока. Нежелательные взвеси надежно удерживаются внутри рукава, который самостоятельно очищается во время фазы регенерации.
Основные виды фильтрующих рукавов
Выбор подходящего рукавного фильтра основывается на особенностях производства и характере продуцируемой в его процессе пыли. Главными критериями, на которые стоит опираться при подборе этого оборудования, являются производительность установки и глубина очистки входящего воздуха. Остальные параметры являются индивидуальными: степень их важности зависит от производственных условий.
Например, выбор материала, из которого выполнен фильтр, полностью зависит от особенностей пылевых загрязнителей, которые возникают во время производства.
№1: Различие по производительности оборудования
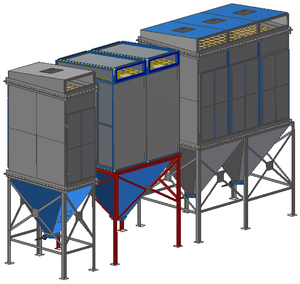
Рукавные фильтры разделяются на два основных типа: круглые и плоские. Первый вид рассчитан на эксплуатацию на предприятиях с большой пылевой нагрузкой и способен пропускать и очищать достаточно серьезные объемы воздуха: более 100 тыс. м 3 в час.
Плоские рукава обладают более скромной производительностью, однако имеют и более компактную конструкцию. Подобные очистительные системы подойдут для цехов с небольшой пылевой нагрузкой.
№2: Классификация по типу установки рукавов
По типу установки системы с рукавными фильтрами могут быть вертикальными либо горизонтальными. Последние остаются более эффективными, как как пропускают большее количество воздуха или газа.
Сам путь прохождения потока по рукаву является вполне продолжительным, поэтому поры материала фильтра улавливают больше загрязнителей.
Различают рукава и по форме: эллипсоидные, цилиндрические, прямоугольные.
№3: Разновидности по материалу изготовления
На классификацию и принцип работы рукавного фильтра влияет и материал, из которого выполнен фильтровальный элемент. Зачастую он изготавливается из ткани.
Это может быть как натуральные хлопок или шерсть, так и синтетические материалы:
- полиэфир;
- стекловолокно;
- полиамид;
- мета-арамид;
- политетрафторэтилен;
- полиакрилонитрил и пр.
Выбор материала рукава основывается на типе производства, характеристиках фильтруемой смеси, дисперсности и свойствах пыли, агрессивности среды.
В последнее время особой популярностью пользуются нетканые фильтры с более однородной и мелкопористой структурой, которые благодаря волокнистой поверхности удерживают больше загрязнителей.
№4: Классификация по способу регенерации
Метод восстановления фильтров можно считать еще одной категорией классификации этих устройств. Регенерация рукавного узла является важным этапом работы конструкции, поэтому ей стоит уделить особое внимание.
Фактически регенерация представляет собой процесс очищения рукава от скопившейся грязи.
Процедура может осуществляться несколькими методами, выбор которых зависит от характера пыли:
- Виброочистка, в процессе которой рукав или батарея рукавов интенсивно встряхиваются, после чего частицы загрязнений падают в специальный бункер для последующего удаления. Из него пыль убирается с помощью системы пылетранспорта: винтового или пневматического конвейера, поворотного тамбура, скребковой цепи, шиберного или клапанного затвора.
- Импульсная продувка или пневмоочистка. Фильтр подвергается импульсной продувке или пневматической очистке с помощью обратного потока воздуха, который выбивает микрочастицы из пор.
- Комбинированная очистка. Батарея или одиночный рукав подвергаются комбинированному очищению, в процессе которого фильтр встряхивается и обдается потоками чистого воздуха.
Виброочистка может происходить не только автоматически: процесс регенерации порой осуществляется вручную благодаря специальной ручке и называется механическим очищением рукава.
Но чаще всего процесс регенерации осуществляется автоматически благодаря работе датчиков загрязнения, которые реагируют на количество собранного сора и определяют давление и пропускную способность рукава. Если давление на выходе конструкции падает, сенсор запускает процесс продувки или механизм встряхивания.
При низкой пылевой нагрузке в условиях неагрессивной среды на небольшом производственном участке полноценное функционирование рукавного фильтра может достигать и пяти лет, после истечения которых потребуется его плановая замена.
Особенности замены рукавного фильтра
Как и установка, замена пришедших в негодность фильтров осуществляется на основании проектной документации и условий, в которых функционирует очистительное устройство.
Учитывается множество ключевых факторов:
- пылевая нагрузка;
- дисперсность пыли и ее качества;
- характеристики рабочей среды;
- производительность самого фильтра;
- место монтажа;
- глубина очистки смеси и пр.
Если в батарее вышел из строя всего один рукав, можно отсечь его работу без замены. Для этого фильтр закупоривается на уровне трубной решетки. Удалять продувочную трубу или каркас при этом не нужно.
Если же узел требует полной замены, необходимо выполнить следующие действия:
- Перекройте заслонки на входе и выходе в отсек, если это предусмотрено конструктивными особенностями системы.
- Через смотровое окно снимите продувочную трубу, ведущую к заменяемому рукаву или батарее.
- Снимите каркас рукава.
- Удалите рукав из конструкции. Его можно поднять по трубной решетке либо сбросить в бункер для пыли. В последнем случае фильтр нужно будет удалить из отсека через смотровое окно.
- Установите новый рукав в обратном порядке. После подсоединения закрепите каркас, подведите продувочную трубу.
После мероприятий по замене необходимо провести пробный пуск оборудования, чтобы убедиться в его работоспособности.
Доверять замену лучше специализированной компании, работники которой имеют навыки и опыт по снятию и монтажу рукавных фильтров.
У нас на сайте есть также статья с подробной инструкцией по замене фильтра в приточной вентиляции.
Достоинства и недостатки приспособлений
Как и любое другое очистительное оборудование и системы, к примеру, аспирация, рукавный фильтр имеет свои особенности эксплуатации, в процессе которой выявляются характерные преимущества и недостатки системы.
Достоинств у подобного комплекса значительно больше, чем изъянов, поэтому рукавные фильтры широко применяются в различных сферах производства.
К неоспоримым плюсам рукавных фильтров можно отнести следующие особенности:
- Конструкция является универсальной, поэтому легко интегрируется в вентиляционную и очистительную системы разных производственных отраслей.
- Комплекс с рукавным фильтром легко встраивается в технологичную линию и малотребователен к объемам площади, необходимой для его обустройства.
- Степень очистки газовоздушной смеси достигает 90-99%, что является предельно высоким показателем для системы сухого очищения.
- Фильтрация происходит одинаково эффективно как при предельно низкой температуре воздуха, так и в условиях отапливаемого помещения.
- Управление комплексом является очень простым и может быть полностью автоматизировано.
- Плановая замена отработанных рукавных фильтров осуществляется раз в два-три года.
Кроме преимуществ рукавный фильтр имеет и незначительные недостатки. Главным из них является необходимость подвода сжатого воздуха в условиях фильтрации объемов воздуха более 150 м 3 в час.
Для определенных типов производства или агрессивных условий эксплуатации могут понадобиться фильтры из дорогостоящих материалов, например, стекловолокна или мета-арамида, которые более устойчивы к износу.
В системе вентиляции используются также и другие виды фильтров. Подробнее о воздушных и угольных системах фильтрации мы говорили в следующем материале.
Выводы и полезное видео по теме
Строение и принцип работы очистительной системы с рукавным фильтром наглядно показан на видео ниже:
Процесс испытания рукавов и механизм очищения фильтров продемонстрирован производителем очистительного оборудования:
Рукавный фильтр – один из самых простых и эффективных способов сухого очищения воздуха от пыли различного происхождения. Универсальную систему можно успешно интегрировать практически в любой технологический процесс, в ходе которого образуются большие объемы фильтрационной среды, требующей максимального удаления нежелательных взвесей. Рукава достаточно просты в замене, не требуют сложного или дорогого обслуживания. Поэтому владельцам производственных мощностей обязательно стоит присмотреться к подобному виду очищения отработанного воздуха.
Хотите дополнить изложенный выше материал полезными сведениями или рассказать об особенностях применения фильтров, исходя из личного опыта? Пишите свои замечания и дополнения, задавайте вопросы нашим экспертам – блок обратной связи расположен ниже.
Рукавный фильтр
Энергомашэкология разрабатывает и изготавливает рукавные фильтры различной конфигурации, которые обеспечивают очистку пылегазовоздушных потоков с температурой до +300 °С (и выше) и исходной запылённостью до 80 г/м 3 .
Рукавные фильтры относятся к пылеулавливающему оборудованию «сухого» типа. Рукавные фильтры имеют более высокую эффективность очистки газов по сравнению с любыми видами электрофильтров и аппаратами мокрой очистки газов. Остаточная запылённость пылевыбросов на выходе после рукавных фильтров обычно составляет не более 20 мг/м 3 (при необходимости достигается и не более 1 мг/м 3 ). Для изготовления рукавов используются материалы различных производителей из США, Японии, Германии, Турции, Белоруссии, России и др. стран. Материал рукавов подбирается в зависимости от условий эксплуатации и требований к очистке. Энергомашэкология предлагает широкий выбор конфигураций фильтров с хорошо продуманной конструкцией, которая обеспечивает высокую эффективность и надежность в работе, а также удобство в обслуживании.
Специалистами нашей компании разработан типоразмерный ряд фильтров, который постоянно расширяется под требования Заказчика. Типоразмерный ряд разделен на 4-е основные группы фильтров под различные требования к эксплуатации:
Представленные фильтры в зависимости от эксплуатационных требований по взрыво- и пожаробезопасности могут комплектоваться взрывными клапанами и системами пожаротушения. Работа данных систем интегрируется в систему управления фильтра и обеспечивает защиту технологического оборудования и персонала от нештатных (аварийных) ситуаций.
Локальный фильтр силоса и мест пересыпки продукта
(ФРУ-Л – фильтр рукавный унифицированный локальный)

 Локальными называются рукавные фильтры малой производительности, работающие на очистку ленточных конвейеров, элеваторов и накопительных силосов, т.е. устанавливаемые непосредственно у источников пыления. Данные фильтры не имеют бункера и уловленная пыль сбрасывается обратно (на транспортёр, в бункер и др.)
Локальными называются рукавные фильтры малой производительности, работающие на очистку ленточных конвейеров, элеваторов и накопительных силосов, т.е. устанавливаемые непосредственно у источников пыления. Данные фильтры не имеют бункера и уловленная пыль сбрасывается обратно (на транспортёр, в бункер и др.)
Локальный фильтр силоса служит для очистки от пыли избыточного воздуха, который образовывается во время подачи сыпучего материала пневматическим способом или механическим транспортом (элеватор, шнек). Фильтры силоса используются для обеспыливания воздуха в силосах сыпучего материала (гипс, цемент, известь, зола, минеральный порошок).
Локальные фильтры транспортеров устанавливаются в местах пересыпки, а также в местах открытой выгрузки материала. Фильтры оснащаются тягодутьевым аппаратом (вентилятором).
Локальные фильтры имеют компактную геометрическую форму в виде куба или цилиндра, изготовленного из металла, внутри которого устанавливаются рукавные фильтровальные элементы. Таким образом, пыль из транспортера или силоса задерживается на фильтровальном элементе, после чего путем пневматической регенерации возвращается обратно, исключая унос продукта. Система пневматической регенерации находится под верхней крышкой фильтра. Линейка фильтров ФРУ-Л представлена в таблице ниже и каталоге.
| Производительность, м 3 /час | Наименование | Габаритные размеры ДхШхВ, мм | Площадь фильтрующей поверхности, м 2 | Количество фильтрующих элементов, шт. | Тягодутьевой аппарат (при необходимости) |
| 600 | ФРУ-5-Л | 5 | |||
| 1200 | ФРУ-10-Л | 10 | |||
| 1800 | ФРУ-15-Л | 15 | |||
| 2400 | ФРУ-20-Л | 20 | |||
| 3600 | ФРУ-30-Л | 30 |
Фильтры могут комплектоваться картриджами, что обеспечивает увеличение площади фильтрации при сохранении габаритов фильтра.
Фильтры применяются во всех видах промышленности. Устанавливаются на все типы емкостей для обеспыливания избыточного воздуха при загрузке сыпучих материалов, а также в местах пересыпки конвейеров. Основными отраслями применения фильтра являются:
- Цементная промышленность
- Бетонная промышленность
- Производство сухих смесей
- Производство муки и комбикормов
- Асфальтные заводы
- Установки хранения золы
Фильтры рукавные с тангенциальным входом
(ФРУ-Ц – фильтр рукавный унифицированный циклонный)
 Циклофильтр – уникальный фильтр, сочетающий в себе преимущества циклона и рукавного фильтра. Работа фильтра основана на двухэтапной очистке: первый этап -циклон; второй – рукавный фильтр с импульсной регенерацией. Рукавные фильтры-циклоны используются при высоких запыленностях пылегазовоздушной смеси (свыше 50 г/м 3 ), а так же при наличии крупных абразивных частиц в потоке. Рукавные фильтры-циклоны преимущественно применяются для очистки пылегазовоздушных потоков производительностью до 40 000 м 3 /час.
Циклофильтр – уникальный фильтр, сочетающий в себе преимущества циклона и рукавного фильтра. Работа фильтра основана на двухэтапной очистке: первый этап -циклон; второй – рукавный фильтр с импульсной регенерацией. Рукавные фильтры-циклоны используются при высоких запыленностях пылегазовоздушной смеси (свыше 50 г/м 3 ), а так же при наличии крупных абразивных частиц в потоке. Рукавные фильтры-циклоны преимущественно применяются для очистки пылегазовоздушных потоков производительностью до 40 000 м 3 /час.
Фильтры рукавные общепромышленного назначения
(ФРУ-М – фильтр рукавный унифицированный модульный)
 Основной особенностью ФРУ-М есть крупноузловая сборка составных частей корпуса фильтра, которые имеют размеры в габарите автотранспортных перевозок. Данная особенность позволяет произвести основную часть сборочных работ на заводе изготовителе и значительно сократить продолжительность монтажа на строительной площадке.
Основной особенностью ФРУ-М есть крупноузловая сборка составных частей корпуса фильтра, которые имеют размеры в габарите автотранспортных перевозок. Данная особенность позволяет произвести основную часть сборочных работ на заводе изготовителе и значительно сократить продолжительность монтажа на строительной площадке.
Для разной производительности по объему очищаемых газов фильтры ФРУ-М могут быть выполнены из одного, двух или четырех модулей.
Корпус фильтра изготовлен из низкоуглеродистой стали, жесткость конструкции внутри и снаружи обеспечивается стальными ребрами.
Конструкция фильтра соответствует требованиям прочностных характеристик металлоконструкций с учетом разрежения в камере «чистого» газа 9000 Па, в камере «грязного» газа – 7000 Па. Корпус фильтра должен быть оборудован лестницами, площадками и ограждениями, позволяющими обеспечить доступ к механическому оборудованию.
В данных рукавных фильтрах устанавливается система регенерации без отсечки и с отсечкой газового потока.
Регенерация фильтрующих элементов «без отсечки» газового потока –это процесс регенерации фильтрующих рукавов, который происходит параллельно с процессом очистки газа на этих же фильтрующих элементах и используется при малых запылённостях газового потока.
Регенерация фильтрующих элементов «с отсечкой» газового потока – режим для особо тяжёлых условий эксплуатации. В данном случае предусматривается отключение одной из секций работающего фильтра на время регенерации. Фильтры в режиме регенерации «с отсечкой» могут быть изготовлены с возможностью полного отключения каждого модуля рукавного фильтра, как со стороны выхода чистого газа, так и со стороны входа запылённого газа. Это дает возможность проведения регламентных работ или работ по замене фильтрующих рукавов на работающем фильтре. В основном применяется для фильтров с большим количеством секций.
Производительность рукавных фильтров ФРУ-М варьируется в следующих пределах:
- Одномодульные – от 3 500 до 25 000 м 3 /час, с максимальной скоростью фильтрации 1,4 м/мин
- Двухмодульные – от 30 000 до 60 000 м 3 /час, с максимальной скоростью фильтрации 1,4 м/мин
- Четырёхмодульные – от 65 000 до 125 000 м 3 /час, с максимальной скоростью фильтрации 1,4 м/мин
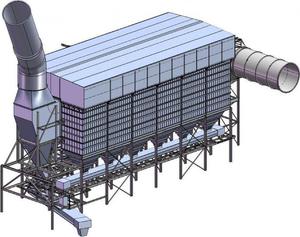
Рукавные фильтры высокой производительности
(ФРУ – Фильтр рукавный унифицированный)
 При количестве газов от 125 тыс. до 1000 тыс. м 3 /час применяются сборные рукавные фильтры из крупноузловых частей, таких как:
При количестве газов от 125 тыс. до 1000 тыс. м 3 /час применяются сборные рукавные фильтры из крупноузловых частей, таких как:
- Опорный пояс с бункерами
- Стеновые панели
- Газораспределительные листы
- Газоход чистого и грязного газа
- Камера чистого газа
- Система регенерации, включая коллектор сжатого воздуха
- Газоотсекающие заслонки
- Укрытие фильтра
© 2020, ООО «Производственно-инжиринговая компания «Энергомашэкология»
Рукавный фильтр: конструкция, принцип работы и назначение
 Установки для фильтрации относятся к обязательному оборудованию инженерного плана, которым должны обеспечиваться предприятия промышленности в самых различных сферах. К ним можно отнести горнодобывающие, цементные, табачные и пищевые производства и комбинаты. Эта категория оборудования предназначена для очищения окружающего воздуха. Одной из наиболее эффективных пылеулавливающих систем считается рукавный фильтр, который может обладать различными особенностями применения и характеристиками, зависящими от модификации.
Установки для фильтрации относятся к обязательному оборудованию инженерного плана, которым должны обеспечиваться предприятия промышленности в самых различных сферах. К ним можно отнести горнодобывающие, цементные, табачные и пищевые производства и комбинаты. Эта категория оборудования предназначена для очищения окружающего воздуха. Одной из наиболее эффективных пылеулавливающих систем считается рукавный фильтр, который может обладать различными особенностями применения и характеристиками, зависящими от модификации.
Функции и назначение
При производстве на предприятиях постоянно загрязняется воздух частичками обрабатываемых материалов. Даже если в цехе установлена хорошая вентиляция, то помещение все равно невозможно полностью очистить, если не использовать специализированное оборудование, к примеру, промышленный фильтр. К основным задачам таких установок относится избавления окружающей среды от технических примесей и частичек пыли.
Некоторые модели также могут осуществлять газоочистку. Если говорить простыми словами, то они выводят из воздуха дым, испарения и производственные газы. Поддерживают и функцию глубокой подготовки окружающего воздуха. То есть они могут дезинфицировать и обеззараживать окружающую среду и даже регулировать микроклиматические характеристики.
 Система регенерации может быть двух типов:
Система регенерации может быть двух типов:
- стандартная — очистка газа и регенерация осуществляются одновременно;
- режим, предназначенный для сложных условий эксплуатации. Он производится при отключении той или иной секции работающего оборудования.
Особенности конструкции
В состав установки входят:
- прямоугольный или круглый корпус;
- бункерное основание;
- непосредственно рукава;
- клапаны;
- дополнительные приспособления.
Рукавные линии, как правило, подшиваются во внутренней части конструкции, а за их работу отвечают специальные приборы и клапаны. Для изготовления рукавов обычно применяют натуральные тканевые материалы, что обуславливает экологичность фильтрации. Это могут быть хлопковые или шерстяные волокна. Однако сейчас обретают популярность и рукавные фильтры на основе стеклоткани и синтетики. Этот вариант характеризуется небольшой ценой и практичностью, что целесообразно для малых промышленных предприятий.
Принцип работы
 Весь процесс функционирования рукавной разновидности фильтров можно разделить на несколько этапов:
Весь процесс функционирования рукавной разновидности фильтров можно разделить на несколько этапов:
- Первый предполагает забор воздуха, который отправляется в очищающий канал.
- На втором этапе производится непосредственно фильтрация.
Есть и еще один процесс, который обладает профилактическим характером — регенерация рукава. Смысл этой стадии основывается на очистке самого канала для фильтрации, в котором скапливается много грязи и пыли. В этом случае важно не спутать с рукавными фильтрами пылесборники мешкообразного типа. Принцип работы фильтров-рукавов заключается в том, что они выводят загрязненный воздух наружу. Другой вариант — когда воздушные массы проходят полноценную очистку и отправляются обратно. Этот режим лучше применять зимой, так как это позволяет экономить на отоплении.
Рукавные системы отличаются технологией очистки каналов-фильтров. Эта операция может производиться по двум технологиям:
- механизированным встряхиванием;
- с помощью импульсной продувки.
 механизированным встряхиванием;
механизированным встряхиванием;Последний вариант предполагает воздействие сжатого воздуха на поверхность канала. В итоге рукавные фильтры продуваются и избавляются от частичек пыли, которые там находятся. Механизированная регенерация производится посредством вибровстряхивания. Устройство формирует довольно существенные колебания, передающиеся по рукавному каналу.
Комплектация оборудования
Производители, как правило, в стандартную комплектацию оборудования включают фильтрационный канал. Помимо этого, устройство оснащается специальным ресивером, регулирующим интенсивность подачи сжатого воздуха, а также контроллером и пневматическими клапанами. Что касается дополнительных приспособлений, то к ним можно отнести кодификационные наборы для использования в условиях высоких температур, а также оснастки, увеличивающие взрывозащиту установки. Также пылеулавливающее оборудование может снабжаться обогревателями пневмоклапанов, вентиляторами и т. д.
Установка рукавного фильтра
Монтаж оборудования, как правило, производится согласно проектному решению. Помимо этого, довольно часто конструкция фильтра разрабатывается для конкретной целевой площадки. Установка производится на фундаменте с последующим закреплением профильными деталями из металла — фиксация осуществляется с помощью сварки или болтовых соединений. Рукавный фильтр также может встраиваться в инженерные сети предприятия. Именно для этой цели и применяется контроллер.
Пылеулавливающие устройства очень важны для общего производственного цикла. Например, на цементных и мукомольных предприятиях формирование мелкой пыли считается вполне нормальным побочным эффектом. Рукавный фильтр позволяет предотвратить это. Совсем иное дело, если конструкция оборудования должна учитывать особенности определенного производства по множеству характеристик. В процессе подбора также необходимо учитывать и уровень качества фильтрации как таковой, а также методику регенерации канала-фильтратора.

