

Сварочные аппараты для труб ПНД
Тип сварочного аппарата для полиэтиленовых труб низкого давления определяется способом сварки, для которого он предназначен. Различают три основных способа:
Электромуфтовые сварочные аппараты
 При электромуфтовом способе концы труб заводятся в полиэтиленовую муфту – фитинг. Затем напряжение подается на нагревательные элементы, заделанные в муфту. Нагретая труба расширяется, и расплавленный полиэтилен на её внешней стороне смешивается с расплавленным полиэтиленом на внутренней стороне фитинга. В результате торцы оказываются надежно соединены между собой, а их поверхность – с поверхностью муфты, которая образует защитный кокон вокруг места соединения.
При электромуфтовом способе концы труб заводятся в полиэтиленовую муфту – фитинг. Затем напряжение подается на нагревательные элементы, заделанные в муфту. Нагретая труба расширяется, и расплавленный полиэтилен на её внешней стороне смешивается с расплавленным полиэтиленом на внутренней стороне фитинга. В результате торцы оказываются надежно соединены между собой, а их поверхность – с поверхностью муфты, которая образует защитный кокон вокруг места соединения.
Эта методика востребована для сварки труб ПНД диаметром менее 160 мм. Использование её для больших диаметров резко повышает стоимость необходимого оборудования.
Для сварки угловых соединений и врезок используются муфты соответствующей формы.
Аппараты для электромуфтовой сварки могут отличаться:
- Диаметром и типом фитингов, с которыми может работать аппарат. Виды муфт определяются положением нагревательной спирали. Она может быть скрытой, частично скрытой и закрытой. Фитинги крупных диаметров могут использоваться с обжимными пластинами, назначение которых состоит в возвращении первоначальной формы торцам, деформированным при резке.
- Набором опций для контроля за рабочим процессом. На электромуфте, как правило, нанесен штрих-код, в котором содержатся сведения о её характеристиках. Код считывается с помощью штрих-сканера, входящего в комплект аппарата. После чего полученные данные, вручную или же автоматически, вносятся в процессор аппарата, который и задает рабочий режим.
На дисплей устройства поступают данные о продолжительности процесса, напряжении тока, температуре нагрева и других характеристиках, которые сохраняются в памяти устройства. Большинство моделей оснащено так же системой сигнализации о начале и завершении очередного этапа работы.
- Количеством производственных режимов.
Применение аппаратов этого типа сопряжено с необходимостью использования значительного количества расходных материалов, что ведет к удорожанию работ. Но это компенсируется простотой метода и возможностью производить сварку в местах с затрудненным доступом. Поэтому при ремонте трубопроводов чаще всего применяются модели такого типа.
Серьезное преимущество метода заключается в том, что с помощью фитингов сварочный аппарат для пнд труб может сваривать трубы разного диаметра, в том числе, и изготовленные из разных видов полимера.
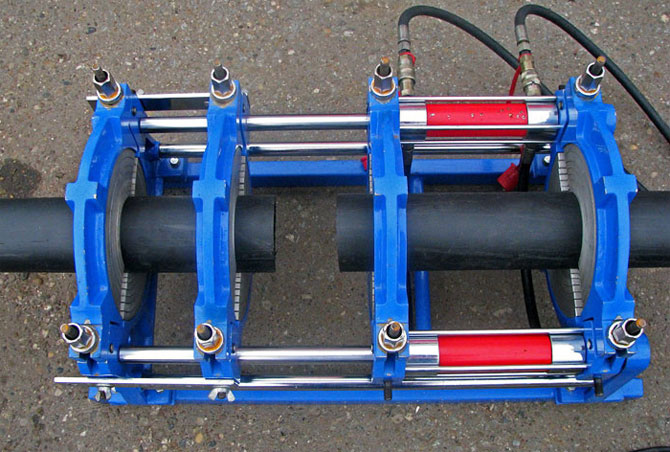
Аппараты для стыковой сварки
 Этот вид сварки применяется для труб с толщиной стенок не менее 4,5 мм, диаметр которых превышает 50 мм, изготовленных из полимера одной марки. Последовательность операций при его применении выглядит следующим образом:
Этот вид сварки применяется для труб с толщиной стенок не менее 4,5 мм, диаметр которых превышает 50 мм, изготовленных из полимера одной марки. Последовательность операций при его применении выглядит следующим образом:
- Работы начинаются с проверки геометрии труб. Чтобы обеспечить плотность прилегания торцов, их кромки зачищаются и подравниваются.
- Производится закрепление и центровка стыкуемых концов на одной оси. Нагревательный элемент заводится в промежуток между торцами.
- Под воздействием поданного на него напряжения происходит оплавление концов труб.
- Торцы после удаления нагревательного элемента с применением усилия прижимаются друг к другу и выдерживаются под давлением до полного остывания. При этом между ними выдавливается слой расплавленного полиэтилена, который при затвердении образует сварной шов.
Проведение этих операций требует определенной квалификации, так как, они должны производиться аккуратно и быстро, с соблюдением всех требований технологии.
Типы аппаратов для стыковой сварки
Модели сварочных аппаратов для сварки встык делятся на типы в зависимости от их оснащенности:
- Ручные сварочные зеркала. Модели такого типа состоит только из нагревательного элемента – зеркала. Все операции, подведение торцов, их удержание в нужной позиции и прижимание производятся вручную. Это отрицательно сказывается на прочности шва, поэтому зеркалами производится сварка трубопроводов низкого давления, например, для канализации.
- К числу их достоинств можно причислить малый вес и небольшую стоимость.
Аппарат для сварки труб пнд более сложной конструкции имеют станину, на которой смонтированы центратор с зажимами, нагревательный элемент, торцеватель и привод. С помощью центратора осуществляется фиксация и центровка концов. Торцеватель производит подрезку торцов, чтобы обеспечить их полное прилегание.
Такие аппараты отличаются по виду привода, который подает концы труб и прижимает их торцами.
- Механический привод приводится в движение мускульной силой сварщика при помощи рычага или винта. Поэтому аппараты с таким приводом не применяются для сварки труб с диаметром более 160 мм, так как от сварщика потребуется чрезмерное усилие.
- Аппараты с гидравлическим приводом стоят гораздо дороже. Их используют для сварки труб диаметром более 160 мм.
Аппараты для стыковой сварки могут отличаться по степени оснащенности аппаратуры для контроля и регулировки различных стадий рабочего процесса. Обычно контролю подлежат температура нагрева и её длительность, степень оплавления полиэтилена и давление при стыковке торцов и последующем их охлаждении.
Правила проведения стыковой сварки
- Все работы производятся на твердых поверхностях.
- Отклонение осей относительно друг друга при центровке труб не может превышать 1/10 от толщины стенок.
- Чтобы избежать нарушения температурного режима и нежелательной циркуляции воздуха внутри трубы, обратный её конец при сварке следует заглушить.
- Перед фиксацией концов их поверхность, торцы, а так же зажимы центратора протирают полотняной ветошью.
- Трубы фиксируют маркировкой кверху.
- Перед сваркой следует произвести пробное включение нагревателя, чтобы удалить с его рабочей поверхности пыль и прочие микрочастицы.
Аппараты для раструбной сварки
Главная деталь моделей такого типа – нагревательная головка. На ней закреплены два нагревательных элемента в виде насадок, гильзы и дорна.
- Гильза служит для плавки наружной поверхности конца трубы.
- Дорн предназначен для плавки внутренней поверхности соединительной муфты.
Их диаметры лежат в пределах от 16 до 40 мм. Для производства сварки труб пнд насадки предварительно разогревают до 220 градусов. Затем соединительную муфту и конец трубы насаживают с усилием на соответствующие насадки. После того, как они достигнут необходимой степени нагрева, муфту и конец снимают с насадок и под давлением стыкуют. После остывания полиэтилена операцию повторяют с другим концом. Раструбная сварка чаще всего применяется внутри помещений, диаметр при этом не должен превышать 40 мм. Для больших диаметров применяются аппараты с устройствами для центровки.
Правила сварки полиэтиленовых труб
Трубопроводы из полиэтиленовых элементов постепенно заменяют привычные металлические трубы. Пластик имеет множество серьезных преимуществ перед металлом. Сварка полиэтиленовых труб надежный метод соединения отдельных деталей. Готовой шов выдерживает большие нагрузки, долговечен, устойчив к воздействию влаги.
 Сварка труб из полиэтилена
Сварка труб из полиэтилена
Особенности монтажа
При пайке ПНД труб нужно учитывать, что сварочное соединение является неразъемным. Для изготовления прочного сварочного соединения, необходимо применять специализированное оборудование. Изначально лучше попробовать выполнить работу на черновых деталях.
При создании соединения на обжимных фитингах, необходимо выбирать возможность разъединения отдельных элементов. Стык, изготовленный на фитингах, может выдержать нагрузку индивидуального водяного отопления, но он не рассчитан на гидроудары или промышленное давление. Сварочный шов подходит для скрепления деталей большого диаметра.
Способы сварки
Технология сварки полиэтиленовых труб проводится несколькими методами. Каждый из них имеет определенные особенности, требует применения разных видов инструментов, расходных материалов.
Раструбный
Для сварки ПЭ труб раструбным методом необходимо использовать специальные фитинги. Дополнительно понадобятся следующие инструменты:
- калибратор;
- труборез;
- сварочный аппарат для полимерных материалов;
- инструмент для снятия фаски;
- набор насадок для нагревания.
Пошаговая инструкция по проведению работ:
- Разрезать трубы по нужным размерам.
- Инструментом для снятия фаски обработать соединяемый край.
- Откалибровать отверстие, чтобы получилась идеальная окружность.
- Протереть стыкуемые поверхности от пыли, обезжирить.
- Выставить температуру нагрева сварочного аппарата на 210 градусов по Цельсию. После нагрева до этой температуры, на аппарате загорится индикатор.
- На две насадки, закрепленных на сварочном аппарате, установить подготовленную трубу, муфту.
- После нагрева, снять две детали, соединить их вместе.
Дождаться остывания шва.
Встык
Метод применяется для сваривания изделий, толщина стенок которых превышает 5 мм. Требуемое оборудование, инструменты:
- Механизм для обработки срезов — торцеватель.
- Приспособление для соосного выставления двух деталей относительно друг друга — центратор.
- Система управления для автоматизированных процессов.
- Сварочный аппарат, применяемый для торцевого соединения.
- Привод для соединения отдельных элементов.
- Редукционные вкладыши.
Процесс проведения работ:
- Закрепить два конца трубопровода в центровочной станине.
- Зачистить, снять фаску с соединяемых мест.
- Сварочное зеркало разогревает две части трубопровода одновременно.
- Под давлением две части удерживаются до остывания.
Чтобы сделать прочный шов, необходимо ознакомиться с таблицей сварки полиэтиленовых труб встык.
 Сварочный аппарат для полиэтиленовых труб
Сварочный аппарат для полиэтиленовых труб
Экструдером
Пайка трубы ПНД экструдером применяется на производстве при изготовлении трубопроводов сложной формы. Пошаговая инструкция по выполнению работ:
- Обрезать детали по нужным размерам, зачистить их от заусенцев.
- Очистить места среза от грязи, обезжирить их.
- Точечной сваркой скрепить детали между собой.
- Проварить стык экструдером.
Чтобы довести шов до приемлемого вида, нужно дождаться остывания пластмассы, зачистить его наждачной бумагой.
Электросварными фитингами
Сварка ПНД труб электромуфтами считается дорогим методом, которые требует покупки определенных расходников, инструментов. Электросварные фитинги — это детали из полимерных материалов, которые имеют несколько нагревательных элементов, вмонтированных внутри. При использовании фитингов нужно применять специальный сварочный аппарат, который не имеет нагревающегося сегмента.
Инструменты и оборудование
Оборудование, инструменты для проведения работы выбираются зависимо от того, какой метод сварки будет применяться. Обязательно нужен труборез, механизм для снятия фаски. Например, для электромуфтовой сварки полиэтиленовых труб нужен специальный сварочный аппарат, нагревательные детали.
Терморезисторная сварка полиэтиленовых труб требуются применения закладных электронагревательных деталей. Для стыкового метода понадобится центратор, гидравлический привод, торцеватель.
Этапы работ
Чтобы выполнить сварку труб ПНД своими руками в домашних условиях, применяют метод соединения деталей в стык. Этапы выполнения работ:
- Обрезать элементы по требуемым размерам.
- Снять фаски, отцентровать две детали.
- Зачистить соединяемые части от заусенцев, грязи. Обезжирить их спиртом.
- Нагреть две части с помощью сварочного аппарата для пластика.
- Руками с нажимом соединить две детали.
Подождать пока шов остынет. Зачистить наплывы пластика с помощью мелкой наждачной бумаги. Стыковой метод соединения обеспечивает гибкость трубопровода на всем его протяжении, что считается плюсом. Если нужно сделать шов в труднодоступном месте, желательно выбрать муфтовый метод. Разъемные стыки подходят для изготовления временных трубопроводов.
ТОП-11 лучших аппаратов для сварки полиэтиленовых труб (ПНД)
Здравствуй, дорогой гость! Сегодня я подкину тебе отличную идею простого заработка. Заработка сваркой, но не железа, а полиэтилена.
Коммуникации из пластика в наше время максимально популярны. Следовательно, кто то их устанавливает и чинит, зарабатывая на этом неплохие деньги. И помогает в этом — аппарат для сварки полиэтиленовых труб.
А что это такое и как купить правильный агрегат — расскажу в сегодняшней статье.
Как правильно выбрать аппарат
Аппараты для сварки пластика работают как паяльник и условно разделяются на 2 вида — ручные и механические.
Ручной аппарат
Представляет собой нагревательную плиту с наконечниками для концов труб и ручкой. По принципу работы схож с утюгом и электропаяльником.

Требует усилия человека для сжатия соединяемых изделий. Подойдет для пэ труб диаметром не более 12.5см. Соответственно для больших объемов работ он не годится, и выбирать его стоит для домашнего использования;
Механический
Механический аппарат для пайки представляет собой опорную раму с дисками для крепления труб и приборным блоком. Нагревательный элемент с ТЭНАми внутри раскаляет концы соединяемых труб, а механика обеспечивает сильное сжатие этих мест.
Применяется для сварки изделий, подвергающихся высокой эксплуатационной нагрузке. Диаметр изделий — неограничен.
Выбирать этот вариант следует профессионалам.
Если вы хотите зарабатывать деньги сваркой труб — необходимо приобрести оба агрегата.
Полезные советы для правильного выбора:
- Обращайте внимание на комплектацию
Аппарат с ключом для насадок — подойдет для работы с одним, максимум двумя диаметрами. Если фронт работ больше — выбирайте оборудование с насадками различных диаметров;
У профессионалов есть один секрет. Минимальная мощность оборудования рассчитывается по простой формуле — самый большой диаметр труб, с которым придется работать, умножается на 10.
Например, если вы в домашних условиях собираетесь варить трубы диаметром 50мм, то минимальная мощность агрегата = 50×10 =500Вт;
- Какого производителя выбрать?
Самый высокий рейтин г- у продукции чешских фирм ( например ТМ «Дайтрон»). Но и цена изделий — кусается. Поэтому — как альтернатива — турецкие производители. Встречаются неплохие модели отечественного производства.
По моему мнению — не стоит гнаться за дешевизной и покупать самые простейшие китайские аппараты — неизвестно, что получится в итоге.
Способы и технология сварки стыковых соединений
Сварка полиэтиленовых труб в стык проводится сварочным зеркалом — оборудованием, нагревающим концы соединяемых изделий до оплавления и совместной диффузии материалов.

С первого взгляда — метод простой и не требует дополнительных изделий и фитингов. Но есть ряд определенных нюансов. Например, сварка встык требует обязательной оцентровки, соосности и оценки эллипсоидальности труб. Поэтому без специального аппарата- центратора, детали больших диаметров сварить невозможно
Ручные аппараты
Ручные аппараты для стыковой сварки используются при работе с небольшими диаметрами, но есть и отдельные модели со сварочным кольцом в 300мм. Состоит из центратора для выравнивания соединяемых заготовок, торцевателя и нагревательного элемента для торцов труб.
Механические аппараты
Состоят из нескольких основных частей:
- Центратор — элемент машины, выполненный в виде станины с четырьмя металлическими фиксаторами для зажима деталей;
- Торцеватель — агрегат для создания строго перпендикулярного оси сечения и его механической обработки. Представляет собой дисковое устройство с электродвигателем и ножами, заточенными с двух сторон.
- Сварочное зеркало — нагревательный элемент. Оплавляет концы свариваемых труб. Покрыт тефлоном для предотвращения налипания полиэтилена
- Механическое устройство для обеспечения сжатия.
Гидравлические
Состоят из такого же набора механизмов, что и механические, но в качестве сжимающего элемента— гидравлический привод. Он обеспечивает равномерное сжатие стыкуемых изделий. Давление у некоторых моделей-регулируемое.
Различают 3 вида гидравлических аппаратов:
- Ручные. Используются для прокладки трубопроводов низкого и среднего давления. Температура нагревательного элемента и управление гидравликой выбираются оператором в соответствии со специальными таблицами вручную;
- Полуавтоматические. Используются для труб среднего и большого диаметра. Снабжены электронным блоком. фиксирующим данные давления масла в приводе и температуры сварочной плиты, сверяет их с установленной программой и передают сигналы на специальный дисплей.
- Автоматические.
- Наиболее современная и высокотехнологичная система сварочного оборудования.
Процесс полностью автоматизирован, в хорде работы не требует вмешательства оператора и контролируется специальными электронными модулями. Аппаратчик только вводит данные изделий, а машина подбирает режим сварки самостоятельно. В конце работы аппарат выдает отчетный протокол сварки.
Какой из них лучше?
Выбирать тот или иной агрегат необходимо исходя из особенностей необходимого монтажа. Если нужно в домашних условиях сварить пару ровных участков — выбирайте дешевый, мобильный и удобный ручной механизм.

Если диаметр труб от 250мм — нужна механика. Опят таки, нет смысла тратиться на дорогие полнокомплектные изделия, если нет необходимости работать со сваркой постоянно.
В случае специализации на сварке пнд — необходимо выбирать агрегаты с гидравлическим приводом. Полностью автоматизированный прибор — самый дорогой, но и самый удобный. Здесь все зависит от ваших финансовых возможностей.
Способы и технология сварки враструб
Сварка пластиковых труб враструб — более надежный способ соединения конструкций. Именно сварка враструб используется при монтаже разводок коммуникаций и ремонте в квартирах и жилых домах. Этот способ подойдет для соединения деталей любого диаметра, но с небольшими работать проще.
Сварка враструб представляет собой соединение трубы с фитингом (отводом, тройником, переходом). С помощью специального инструмента с нагревательной панелью концы соединяемых изделий оплавляются и вставляются друг в друга.
Аппарат для этого способа представляет собой устройство с ручкой и нагревательной панелью клинообразной формы, по обеим сторонам которой расположены насадки в виде валиков для концов трубы и фитинга.
Труба вставляется в муфту, которая нагревает ее наружную часть и немного уменьшает толщину стенок, а фитинг надевается на дорн, оплавляющий его внутренний слой. После достижения нужной температуры (260С) части соединяются.
Существует вариант аппарата с нагревательным элементом, выполненным в виде стрежня.

Кроме самого инструмента, муфт и дорнов, в комплект могут входить торцеватель, калиброватель, фаскосниматель, ножницы для резки и другое дополнительное оборудование.
Важно! Внешний диаметр полиэтиленовых труб всегда чуть больше заявленного диаметра, а внутренний диаметр соединительного фитинга — чуть меньше. Размеры же муфтов и дорнов соответствуют номинальному, поэтому без нагрева соединить их с трубами и фитингами невозможно.
В процессе сварки внешний слой трубы при надевании муфты нагревается и выдавливается в виде грата. После труба совмещается с нагретым фитингом и их соединяемые слои «намертво» сплавляются.
Электромуфтовая сварка
Если приходится работать в условиях ограниченного пространства, либо сваривать уже проложенные участки коммуникаций, применяется сварка аппаратом со специальными электромуфтами.
Перед началом работы детали обезжириваются и зачищаются
Важно! Нельзя применять для зачистки наждачную бумагу или другие подобные абразвивные материалы, это повредит поверхность полиэтилена и приведет к нарушениям целостности шва.
Заготовки помещаются в центратор для идеального выравнивания, затем их концы соединяются при помощи специальной муфты. Внутри этого фитинга располагаются токопроводящие элементы, которые после совмещения с деталями нагреваются и происходит сплавление муфты с концами труб.
Ручной аппарат для сварки
- Блока питания;
- Трансформатора;
- Блока управления.
- Фитингов для электросварных муфт.
Все настройки в этом варианте оборудования вводятся оператором вручную, в соответствии со специальными таблицами.
Автомат
Те же составные части, но выбор параметров сварки происходит автоматически. Оператору нужно только ввести данные соединяемых изделий, все остальное сделает машина.
Какой аппарат лучше?
Автоматический аппарат проще и удобнее, но в разы дороже ручного. При этом последний компактнее и в случае поломки, починить его гораздо проще автоматического.

И все же профессиональному сварщику для муфтовой сварки лучше приобрести автоматический терморезистроный агрегат.
Как подготовиться частые ошибки и советы
Для создания прочного монолитного узла соединения труб необходимо избежать следующих ошибок:
- Недоведение соединяемых деталей до упора при прогреве. Это приведет к невозможности прогрева на полную глубину и к снижению качества сварного шва;
- Превышение глубины погружение деталей за счет слишком большого усилия. Торец трубы загибается и образует грат, который уменьшает площадь свариваемых элементов;
- Перегрев и недогрев деталей;
- Увеличено время остывания;
- Неправильная (неперпендикулярная) резка;
- Нарушение соосности.
Во избежание допущения этих ошибок необходимо тщательно подготавливаться к процессу.
Изделия нужно ровно резать, торцевать, совмещать по осям, а при работе с любым сварочным аппаратом для труб —четко следовать инструкции по эксплуатации.
Нелишним будет посмотреть несколько видео с работой станков для спайки.
Топ 11 аппаратов на рынке
Что бы упростить ваш выбор при покупке аппарата, ознакомимся с топ 11 оборудования для сварки пнд (электропаяльников, станков для сварки, сварных машин).
- «Дайтрон», Чехия.
- «Candan», Турция;
- «REMS»,Германия;
- “Valtek«,Россия-Италия;
- Протва, Россия;
- «Вosch», Германия;
- «Gerat Weld», Германия;
- «Sturm», Россия;
- «Rotorica», Россия.
- «Аква Пром», Россия.
- «ССПТ», Россия.
Топ 11 приведен исходя из сравнения усредненных характеристик приборов . У каждого мастера -свой любимый инструмент и производитель.
Заключение
Пластиковые изделия получили широкое распространение, поэтому профессия матера сварки пнд будет востребована долгие годы, да и дома пригодится. Оборудования на рынке много, можно выбрать вариант, подходящий именно вам.
Присоединяйтесь к нашим сообществам и следите за новостями — обещаю, ввсе самое интересное-впереди!
Сварочные аппараты для сварки полиэтиленовых и ПНД труб в Балашихе
Компания «ПРОСТОР-Т» предлагает широкую линейку сварочных аппаратов для полиэтиленовых труб и сопутствующего оборудования собственного производства. Предлагаемые комплексы могут работать с трубами диаметром от 63 до 1000 мм. При необходимости мы можем изготовить соответствующую оснастку под заданные Заказчиком параметры. Более чем 10-лентий опыт строительства трубопроводов позволил нам добиться оптимальной конструкции сварочных систем, обеспечивающих надежность, простоту и высокую скорость соединения труб ПНД. Также у нас Вы можете приобрести установки для бурения и прокола грунта, сопутствующие инструменты и оборудование, позволяющие значительно ускорить прокладку нового или санацию действующего трубопровода.
Комплектация оборудования для сварки полиэтиленовых труб
Базовая комплектация типового набора для сварки полиэтиленовых труб включает в себя следующие инструменты и агрегаты:
- Центратор, обеспечивающий надежное крепление труб и их относительное выравнивание (соосность);
- Механическое или гидравлическое оборудование, обеспечивающее достаточное давление при соединении труб в процессе сварки;
- Торцеватель с ручным или электрическим приводом, обеспечивающий предварительную подготовку ПНД труб;
- Электрический нагреватель с регулятором температуры с помощью которого осуществляется сварка.
У нас Вы можете приобрести комплект оборудования или отдельные агрегаты.
Преимущества сварочных аппаратов для ПНД «ПРОСТОР-Т»
Простота применяемой технологии сварки позволяет добиться высокой скорости соединения ПНД материала и надежность стыков. Процедура включает в себя 3 стадии:
- 1. Проверка, очистка и центровка отторцованных труб. Установка нагревательного элемента (температура 195-215°С) и прижатие к нему торцов под давлением 1,5±0,5 кг/см2 до образования валика по всему наружному диаметру (минимальная высота указана в Таблице 2). Сбрасывание давления с сохранением положения труб.
- 2. Увеличение давления до 0,35±0,15 кг/см2 в течение требуемого времени (см. графу 3 в Таблице 2) и его сброс. Разведение труб для устранения нагревателя с последующим сведением (максимальное время выполнения операции см. в графе 4 Таблицы 2). Быстрый (см. графу 5 Таблицы 2) подъем давления на стыках до 1,5±0,5 кг/см2.
- 3. Охлаждение соединения под давлением. При этом высота образованного валика должна составлять не менее 2-х мм при толщине стенки трубы до 5 мм, 5 мм – при толщине до 20 мм, 8 мм – при толщине до 30 мм и 10 мм – при толщине трубы более 30 мм.
Соблюдение технологии сварки полиэтиленовых труб позволит добиться качественного и долговечного соединения на месте прокладки трубопровода.
Стоимость сварочных аппаратов для ПНД труб
Компания «ПРОСТОР-Т» является непосредственным производителем аппаратов для сварки ПНД, ГНБ установок, бурового инструмента и прочего оборудования для прокладки современных трубопроводов. Благодаря этому мы можем предложить своим партнерам выгодные условия покупки нашей продукции. Стоимость определяется индивидуально и зависит от:
- Комплектации оборудования;
- Объема поставки (при покупке буровых систем и установок для продавливания грунта предоставляется скидки на сварочные аппараты).
- Удаленности доставки.
Для покупки оборудования для сварки ПНД труб достаточно оформить заказ на данной странице или связаться с нашим менеджером по телефону.
На сегодняшний день базовая модель оборудования для сварки полиэтиленовых труб включает в себя:
- центратор с приспособлением крепления труб;
- механизм создания давления при проведении сварочных работ;
- торцеватель для подготовки торцев труб к сварке;
- нагреватель с автоматическим регулятором температуры.
| Наименование | Диаметры свариваемых труб | Характеристики центратора | Характеристики торцевателя | Характеристики нагревателя |
|---|---|---|---|---|
| Оборудование для сварки полиэтиленовых труб УСПТ 63-110 | 63, 90, 110 | 2-х хомутовый, механический | ручной | электрический с регулятором t°, тефлоновое покрытие |
| Оборудование для сварки полиэтиленовых труб УСПТ 63-160 | 63, 110, 160* | 2-х хомутовый, механический | ручной или электропривод | электрический с регулятором t°, тефлоновое покрытие |
| Оборудование для сварки полиэтиленовых труб УСПТ 63-225 | 63, 110, 160, 225* | 4-х хомутовый, гидравлический с ручным гидронасосом | электропривод | электрический с регулятором t°, тефлоновое покрытие |
| Оборудование для сварки полиэтиленовых труб УСПТ 63-250 | 63, 90, 110, 160, 225, 250* | 4-х хомутовый, гидравлический с ручным гидронасосом | электропривод | электрический с регулятором t°, тефлоновое покрытие |
| Оборудование для сварки полиэтиленовых труб УСПТ 63-280 | 63, 90, 110, 160, 225, 250, 280* | 4-х хомутовый, гидравлический с ручным гидронасосом | электропривод | электрический с регулятором t°, тефлоновое покрытие |
| Оборудование для сварки полиэтиленовых труб УСПТ 110-315 | 110, 160, 225, 315* | 4-х хомутовый, гидравлический с ручным гидронасосом | электропривод | электрический с регулятором t°, тефлоновое покрытие |
| Оборудование для сварки полиэтиленовых труб УСПТ 110 М3 | 63, 110 | 3-х хомутовый, механический | ручной | электрический с регулятором t°, тефлоновое покрытие |
| Оборудование для сварки полиэтиленовых труб УСПТ 225-400 | 225, 315, 400* | 4-х хомутовый, гидравлический с ручным гидронасосом | электропривод | электрический с регулятором t°, тефлоновое покрытие |
| Оборудование для сварки полиэтиленовых труб УСПТ 500-630 | 500, 630* | 4-х хомутовый с гидроприводом, гидронасос с ручным или электроприводом, возможна установка крана – манипулятора для замены торцевателя | электропривод | электрический с регулятором t°, лакоткань или тефлоновое покрытие |
| Оборудование для сварки полиэтиленовых труб УСПТ 630-800 | 630, 710, 800* | 4-х хомутовый с гидроприводом, гидронасос с ручным или электроприводом, возможна установка крана – манипулятора для замены торцевателя и нагревателя | электропривод | электрический с регулятором t°, лакоткань или тефлоновое покрытие |
| Оборудование для сварки полиэтиленовых труб УСПТ 800-1000 | 800, 900, 1000* | 4-х хомутовый с гидроприводом, гидронасос с ручным или электроприводом, возможна установка крана – манипулятора для замены торцевателя и нагревателя | электропривод | электрический с регулятором t°, лакоткань или тефлоновое покрытие |
* – указанный перечень может быть изменён в пределах диаметров крайних значений.
Так же мы производим установки для сварки фасонных частей полиэтиленовых труб – отводов и тройников УСФЧ. Оборудование и оснастка изготавливается индивидуально «под Заказчика».
Фотографии оборудования:
Технологии сварки полиэтиленовых труб установками УСПТ
Свариваемые полиэтиленовые трубы зажимаются в хомутах центратора таким образом, чтобы была возможность торцевателем отторцевать свариваемые поверхности, при этом концы полиэтиленовых труб должны выступать к середине центратора относительно хомутов на 25 – 40 мм. Необходимо максимально обеспечить соосность полиэтиленовых труб. Концы полиэтиленовых труб должны быть очищены от грязи и отмыты от замасливания растворителем (лучше ацетоном). Производят торцевание труб до появления гладких прилегающих поверхностей.
Сварку полиэтиленовых труб разделяют на 3 стадии. При этом осевое усилие выбирается из условия: давление оплавления и осадки торцов 1,5±0,5 кГ/см2, давление прогрева торцов 0,35±0,15 кГ/см2 (см. под таблицей 1).
Первая стадия
Отторцованные поверхности осматривают, убрав торцеватель, и, убедившись в хорошем прилегании свариваемых торцов, устанавливают нагреватель. Температура нагревателя должна находиться в пределах 195 – 215°С (в зависимости от температуры воздуха и марки полиэтилена).
Трубы с помощью насоса центратора прижимают к нагревателю до появления валика из выдавленного расплавленного полиэтилена по всей наружной поверхности полиэтиленовой трубы (см. таблицу 2 графы 1 и 2). Давление при этом поддерживается из условия 1,5±0,5 кГ/см2.
При достижении минимальной высоты валика по всей поверхности (таблица 2 графа 2) давление сбрасывают до нуля, но полиэтиленовые трубы не разводят.
Вторая стадия
Давление в системе поднимают до величины, которая прижмет торцы труб к нагревателю с усилием 0,35±0,15 кГ/см2, и при этом давление выдерживают по времени (см. таблица 2 графа 3). По истечении указанного времени давление сбрасывают до нуля. Прогрев торцов закончен.
Далее все операции нужно выполнять быстро:
- Технологическая пауза (см. таблицу 2 графа 4) – разводим полиэтиленовые трубы, убираем нагреватель и снова сводим торцы труб.
- Насосом поднимаем давление в гидросистеме, чтобы усилие сжатия в торцах полиэтиленовых труб составило 1,5±0,5 кГ/см2 (время подъема давления – см. таблицу 2 графу 5).
- Далее – охлаждение стыка под давлением осадки.
Третья стадия
Охлаждение под давлением осадки. Время охлаждения см. в таблице 2 графа 6. Высота образовавшегося валика должна соответствовать данным под таблицей 2. Усилие сжатия торцов полиэтиленовых труб поддерживается в пределах 1,5±0,5 кГ/см2 поперечного сечения полиэтиленовых труб.
На этом сварка стыка закончена.
Режимы работы полиэтиленовых труб
| Диаметр трубы (мм) | Тип трубы ПЭ 80 | Толщина стенки (мм) | Площадь поперечного сечения стенки (см2) | Осевое усилие по стадиям (кг) | ||
|---|---|---|---|---|---|---|
| I | II | III | ||||
| 63 | SDR 17,6 | 3,6 | 6,71 | 10,06 | 2,34 | 10,06 |
| SDR 11 | 5,8 | 10,41 | 15,60 | 3,64 | 15,60 | |
| 110 | SDR 17,6 | 6,3 | 20,51 | 30,76 | 7,17 | 30,76 |
| SDR 11 | 10,0 | 31,40 | 47,10 | 11 | 47,10 | |
| 160 | SDR 17,6 | 9,1 | 43,11 | 64,66 | 15,10 | 64,66 |
| SDR 11 | 14,6 | 66,65 | 99,97 | 23,33 | 99,97 | |
| 225 | SDR 17,6 | 12,8 | 85,30 | 127,95 | 29,85 | 127,95 |
| SDR 11 | 20,5 | 131,63 | 197,44 | 46,07 | 197,44 | |
| 315 | SDR 17,6 | 17,9 | 167 | 250,50 | 58,45 | 250,50 |
| SDR 11 | 28,6 | 257,20 | 385,80 | 90,02 | 385,80 | |
| 400 | SDR 17,6 | 22,7 | 268,93 | 403,40 | 94,12 | 403,40 |
| SDR 11 | 36,3 | 414,55 | 621,82 | 145,10 | 621,82 | |
| 500 | SDR 17,6 | 28,3 | 419,20 | 628,80 | 146,72 | 628,80 |
| SDR 11 | 45,4 | 648,10 | 972,15 | 226,83 | 972,15 | |
| 630 | SDR 17,6 | 35,7 | 666,20 | 999,30 | 233,20 | 999,30 |
| 710 | SDR 26 | 27,2 | 583,20 | 874,80 | 204,12 | 874,80 |
| SDR 17,6 | 40,2 | 845,50 | 1268,25 | 296 | 1268,25 | |
| 800 | SDR 26 | 30,6 | 739,30 | 1108,95 | 258,75 | 1108,95 |
| 900 | SDR 26 | 34,4 | 935 | 1402,50 | 327,25 | 1402,50 |
| 1000 | SDR 26 | 38,2 | 1153,70 | 1730,55 | 403,80 | 1730,55 |
| 1200 | SDR 26 | 45,9 | 1663,40 | 2495,10 | 582,20 | 2495,10 |
Давление оплавления и осадки = 1,5±0,5 кГ/см2
Давление прогрева торцов = 0,35±0,15 кГ/см2
| Толщина стенки трубы (мм) | Высота валика в конце I стадии (оправления) (мм) | Длительность II стадии (сек) | Пауза не более (сек) | Время подъема давления осадки до заданного уровня не более (сек) | Время охлаждения под давлением осадки (III стадия) (мин) | ||
|---|---|---|---|---|---|---|---|
| ПВП | ПНП | ПВП | ПНП | ||||
| 2-4 | 0,3 | 35±5 | 30±5 | 3 | 3 | 5±1 | 4±1 |
| 4-7 | 0,5 | 55±15 | 45±15 | 4 | 4 | 8±2 | 6±2 |
| 7-12 | 1,0 | 110±25 | 80±15 | 5 | 6 | 13±3 | 10±3 |
| 12-18 | 1,0 | 150±25 | 120±15 | 6 | 7 | 20±4 | 16±3 |
| 18-26 | 1,5 | 190±25 | 170±15 | 7 | 10 | 28±4 | 22±3 |
| 26-32 | 1,5 | 280±30 | 250±20 | 10 | 15 | 35±5 | 28±4 |
| 32-40 | 2,0 | 360±40 | 320±25 | 10 | 15 | 40±5 | 33±4 |
| 40-50 | 3,0 | 420±30 | 370±30 | 15 | 20 | 45±5 | 37±4 |
Высота валика после сварки при толщине:
- до 5 мм – 2мм;
- от 5 до 20 мм – 5 мм;
- от 20 до 30 мм – 8 мм;
- от 30 мм и выше – 10 мм
Выбираем аппарат для качественной сварки полиэтиленовых труб
Полиэтиленовые трубы – легкий и комфортный материал для прокладки коммуникационных систем. Для того чтобы конструкция был надежной, необходимо использовать специализированное оборудование – аппарат для сварки труб из полиэтилена. Прежде чем приобрести устройство, нужно определиться с нужной моделью и способами проведения работ.
Выбор оборудования для пайки трубопроводных систем зависит от особенностей планируемых работ и способа соединения труб.
Способы соединения полиэтиленовых труб и их особенности
Существует несколько способов сварки ПНД труб, которые отличаются технологическими особенностями, применением различной аппаратуры и инструментов. Самыми востребованными методиками являются:
- сварка встык;
- электромуфтовый способ пайки;
- сварка враструб.
Стыковой метод
Востребованность стыкового метода сварки обусловлена дешевизной работ, низкой стоимостью приборов и широким диапазоном диаметров труб, которые можно соединить (5 -1200 мм).
Поэтапно технология выглядит так:
- Подготовительные манипуляции. Нарезание труб необходимой величины, снятие фасок (скошенных краев трубы, которые препятствуют ровному соединению).
- Выбор подходящих насадок и их монтаж в агрегат для пайки.
- Разогрев прибора до оптимальной температуры.
- Размещение окончаний труб на насадках и прогрев до необходимой температуры.
- Одномоментное снятие срезов и их соединение между собой. Важно проследить за ровным соединением срезов и их фиксацией до застывания материала.
При качественно проведенных манипуляциях на выходе получится герметичное соединение пластика без каких-либо дефектов.
Сварка враструб
Технология сварки враструб менее распространена, чем сварка встык, но также надежна.
В процессе пайки срезы труб соединяют посредством пластиковых муфт — соединительных элементов трубопровода, которые необходимы для укрепления участков стыков и облегчения процесса сборки конструкции.
Сварка враструб подходит для внутренних работ по обустройству коммуникационных систем.
Электромуфтовый способ
Данный метод сварки подразумевает применение специализированного оборудования – электрической муфты (аппарата для сварки ПНД труб с применением муфт и закладного нагревательного элемента).
Процесс выглядит следующим образом: электрическая муфта надевается на оба среза, которые необходимо скрепить, подключается к аппарату для сварки и нагревается, затем образовавшийся на стыке шов остывает.
Сварочные аппараты и их разновидности
По характеристикам все приборы данного назначения делятся на два класса:
- Устройства для сварочных работ с полиэтиленовыми трубами встык либо в раструб.
- Агрегаты для пайки с помощью электромуфты.
Обе разновидности состоят из трех частей:
- Трансформаторный блок — обеспечивает подачу электричества.
- Модуль мощности — контролирует поток напряжения во время плавки частей труб.
- Узел регулировки температурного режима — определяет нужную температуру плавления и поддерживает ее на требуемом уровне.
Аппараты для стыковой пайки
Наиболее востребованными являются сварочные аппараты для стыковой пайки полиэтиленовых труб. По типу оснащенности такие приборы присутствуют в нескольких вариантах.
Сварочное зеркало ручного типа
Элемент накаливания этой модели – зеркало. Все манипуляции от соединения срезов до фиксации труб в нужном положении производят ручным способом.

Поскольку сварка этим оборудованием осуществляется вручную, гарантировать ровный, качественный шов нельзя. Поэтому сварку ручным зеркалом применяют в монтаже канализационных систем и других закрытых местах, где эстетика не особенно важна.
Сварочное устройство для труб ПНД (полиэтиленовые трубы низкого давления)
Такой вид устройства оснащен станиной, к которой крепятся нагреватель, торцеватель, центратор с фиксирующими элементами и привод.
Привод для устройств пайки ПНД труб бывает механический, когда работу агрегата обеспечивают прилагаемые усилия монтера, который управляет винтом или рычагом и гидравлический.
Если первый тип не подходит для пайки труб диаметр которых превышает 160 мм, то второй предназначен для пайки частей трубопровода свыше 160 мм.
Элемент накаливания в таких приборах – головка с насадками типа дорна и гильзы. Дорн осуществляет плавку изнутри трубы, а гильза расплавляет область снаружи. Насадки заблаговременно прокаливают до оптимальной температуры, затем на них надевают трубу и соединительную муфту.
После нагревания срезов, муфту и трубу соединяют и держат под давлением до полного остывания. Эта деталь дает возможность скрепления труб различных диаметров (от 4 до 200 мм).
Приборы на основе гидравлики делятся на три вида, и классифицируются по уровню автоматизации:
- Гидравлика ручного типа. Такой агрегат используют для устройства трубопроводных коммуникаций со средним и низким уровнем давления. Этапы управления и регулировка температурных режимов осуществляется вручную. Параметры плавки определяют по специальной сварочной таблице.
- Гидравлика полуавтоматического типа. Используется в соединении заготовок большого и среднего диаметра. В комплектацию входит электронный блок с функцией фиксирования температурного режима и определения давления масла в механизме привода. Сверив полученную информацию, устройство выводит ее на экран. По завершении работы выдает протокол.
Обратите внимание! В комплектацию некоторых агрегатов полуавтоматического типа не входит блок протоколирования. Его можно установить самостоятельно.
- Гидравлика автоматического типа. Обеспечивает полную автоматизацию процесса сварки без участия оператора. Управление осуществляется электронным модулем, после того, как будут заданы необходимые параметры. Аппарат самостоятельно определяет нужный температурный режим, с учетом показателей окружающей среды. По завершении работы выдает протокол с обозначением важных параметров. Автоматический способ сварки трубопровода гарантирует отсутствие дефектов шва и высокий уровень герметичности. Приборы такого типа применяют в постройке нефте- и газопроводов, где присутствует высокое давление.
Пайка с помощью электромуфты
Электромуфта, представляет собой фитинг с нагревателем закладного типа. Нагрев срезов труб обеспечивает спираль муфты находящейся под током. Соединение труб осуществляют путем надевания муфты на концы обеих труб.

К преимуществам сварки электромуфтой относят:
- Возможность соединения скрученных в бухты труб из термопластика большой протяженности.
- Применение на труднодоступных участках коммуникационных систем.
- Возможность использования в различных температурах (от -20 до +50).
Электрооборудование для сварки с помощью фитингов бывает двух видов:
- С ручным управлением. Сварщик самостоятельно вводит нужные параметры напряжения и время воздействия.
- Автоматизированные. Данная модель оснащена сканером для считывания штрих кодов электромуфты, что позволяет задать необходимые параметры сварки и сохранить информацию о процедуре на флеш-карте.
Особенности аппаратов для электромуфтовой сварки
Сварочные приспособления этой группы характеризуются экономичностью в плане энергопотребления и легковесностью.
Типичные различия между товарами данной линейки:
- Разновидность и величина фитингов. Разновидность муфты обусловлена расположением нагревателя (спирали), которая бывает открытого или закрытого типа. Фитинги большого диаметра используют в совокупности с обжимными деталями.
- Процесс контроля за ходом работ. Поверхность муфты содержит штриховой код с ее характеристиками. Вмонтированный в устройство сканер, считывает информацию и передает ее в микропроцессор автоматически или путем ручного ввода, после чего агрегат определяет нужным режим работы. Основные параметры процесса выводятся на дисплей (продолжительность сварки, температурный режим, уровень напряжения, сила тока).
Аппараты с электромуфтой дорогостоящие, однако, имеют преимущества:
- они просты в эксплуатации;
- их можно применять в экстремальных условиях и труднодоступных местах.
Сварочные аппараты для сварки ПНД труб в Балашихе

Стыковой сварочный аппарат 630 мм (SUD315-630H) Suda

Сварочный аппарат РЕСАНТА САИ-250

Аппарат для раструбной сварки ДИОЛД АСПТ-4

Сварочный аппарат Fubag IR 220

Аппарат для раструбной сварки ЗУБР АСТ-800
Стыковой механический аппарат для сварки труб ПНД KDY50.

Аппарат для раструбной сварки Sturm! TW7218
Сварочный аппарат для сварки полиэтиленовых труб KDT40-.
ROBU W160-стыковой сварочный аппарат для сварки ПНД тру.
аппарат для сварки пластиковых труб elitech спт1500 Арт.

Сварочный аппарат РЕСАНТА САИ-160К
Аппарат для сварки пластика Wester DWM1000B, 0.8 кВт, 2.

Аппарат для сварки пластиковых труб Gigant GPW-1000
МСПТ-400 (Россия) Гидравлический сварочный аппарат для.
Аппарат для сварки пластиковых труб Kolner KPWM 800МC
ROBU W630-стыковой сварочный аппарат для сварки ПНД тру.
Аппарат для сварки пластиковых труб РЕСАНТА АСПТ-2000
Сварочный аппарат для сварки полиэтиленовых труб RMT 40.
Аппарат для раструбной сварки ДИОЛД АСПТ-3-1
Аппарат стыковой сварки Monster 315HL для сварки полиэт.
Сварочный аппарат Ресанта аспт-2000 для сварки пвх труб
МСПТУ-400 (Россия) Гидравлический сварочный аппарат для.
Оборудование для сварки ПНД / ПЭ труб KDL40-160-4
Сварочный аппарат РЕСАНТА САИ-190
Аппарат для сварки пластиковых труб STEM Tools PWM 900C
Стыковой сварочный аппарат Hochweld 160 для сварки поли.
Стыковой сварочный аппарат Hochweld 800 для сварки поли.
Сварочный аппарат для пластиковых труб Patriot PW 150
Сварочный аппарат РЕСАНТА САИ-220
Сварочный аппарат для сварки встык полиэтиленовых труб.
Аппарат для раструбной сварки Bort BRS-1000
ROBU W500-стыковой сварочный аппарат для сварки ПНД тру.
МСПТ-315 (Россия) Гидравлический сварочный аппарат для.
Стыковой механический аппарат для сварки ПНД труб RMT 4.
Сварочный аппарат для полипропиленовых труб Ресанта АСП.
Аппарат для сварки пластиковых труб Inforce 03-12-02
Гидравлический аппарат стыковой сварки Monster 315 GL д.
Сварочный аппарат Ресанта аспт-1000 для сварки пвх труб
Аппарат для раструбной сварки РЕСАНТА АСПТ-1000
МСПТ-315 (Россия) Гидравлический сварочный аппарат для.
Аппарат для раструбной сварки КАЛИБР СВА-2000Т
Аппарат для раструбной сварки CANDAN СМ-06
Сварочный аппарат Fubag IR 160
Стыковой сварочный аппарат Hochweld 630 для сварки поли.
МСПТ-250 (Россия) Гидравлический сварочный аппарат для.
Аппарат для сварки ПВХ труб Ресанта АСПТ-2000
Стыковой механический аппарат для сварки ПНД труб KDL50.
Аппарат стыковой сварки Monster 225HL для сварки полиэт.
Аппарат для раструбной сварки Wester DWM 1500LE
Сварочный аппарат Wester MIG-110i
Стыковой механический аппарат для сварки труб ПНД KDY75.
Сварочный аппарат для стыковой сварки ПНД труб KDL40-16.
аппарат длясварки п/пропилен труб wester 1500 вт 6 наса.
Сварочный аппарат для пластиковых труб Patriot PW 100
Аппарат для раструбной сварки Wert WPT 1600
ROBU W315-стыковой сварочный аппарат для сварки ПНД тру.
Аппарат для сварки пластиковых труб РЕСАНТА АСПТ-2000
МСПТ-250Д4 Механический сварочный аппарат для стыковой.
аппарат для сварки пластиковых труб Elitech СПТ 1500
Аппарат для сварки пластика Candan CM-03-V, 1.5 кВт, 20.
Аппарат для раструбной сварки РЕСАНТА АСПТ-2000
Аппарат для сварки пластиковых труб Wester Dwm 1500
Сварочный аппарат для сварки полиэтиленовых труб KDT40-.
Стыковой сварочный аппарат Hochweld 315 для сварки поли.
Стыковой механический аппарат для сварки труб ПНД KDY50.
Гидравлический аппарат стыковой сварки Monster 160 GL д.
Аппарат для сварки ПВХ труб Ресанта АСПТ-2000
Сварочный аппарат РЕСАНТА САИ-190К
Стыковой механический аппарат для сварки ПНД труб RMT 7.
Сварочный аппарат РЕСАНТА САИ-160
Оборудование для сварки ПНД / ПЭ труб KDL40-160-4
Стыковой механический аппарат для сварки труб ПНД KDY75.
Аппарат для раструбной сварки PATRIOT PW 150 – Аппарат.
аппарат для сварки пластиковых труб Ресанта АСПТ-2000
ROBU W1000-стыковой сварочный аппарат для сварки ПНД тр.
Сварочный аппарат для стыковой сварки ПНД труб KDL40-16.

