

Делаем станок для гибки арматуры своими руками
В процессе реализации строительных работ потребность в гибке арматуры возникает достаточно часто, особенно при армировании фундаментов, стен и перекрытий, а также для армирования железобетонных конструкций других видов. Также гнуть стержни потребуется и при строительстве малых построек — вроде теплиц или беседок. Для сгибания стержней необходимо использовать специальное оборудование — арматурный станок, о котором мы поговорим в данной статье.

Мы рассмотрим гибочный станок для арматуры, представим обзор распространенных на рынке моделей и дадим рекомендации по их выбору. Будут приведены чертежи и инструкция, следуя которой вы сможете своими руками изготовить приспособление для сгибания металлопроката.
1 Принцип работы и особенности конструкции
Загибочный станок для арматуры представляет собой специальное приспособление, посредством которого первоначально прямому арматурному прутку придается требуемая форма. Такое оборудование, в зависимости от типа конструкции, классифицируется на две разновидности:
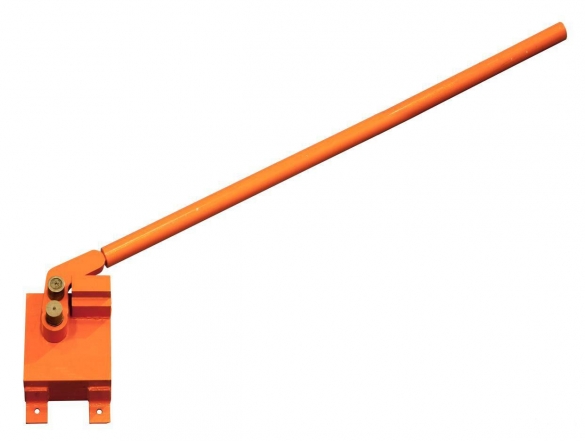
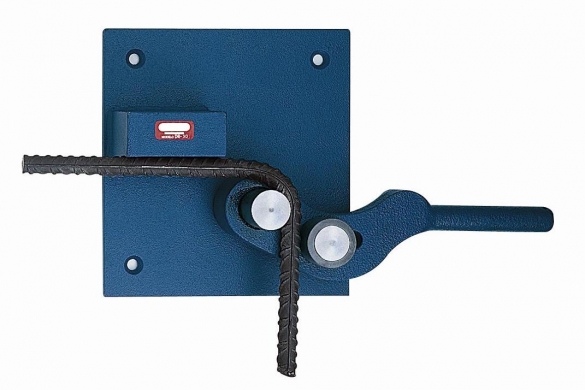
Конструкция данного устройства достаточно проста. Она состоит из рабочей поверхности в виде круглой либо прямоугольной пластины, на которой закреплены упоры (шпильки), ограничивающие перемещение прутков, и рычаг, зафиксированный с помощью винта и оборудованный на торцевой части посадочным отверстием под арматуру.
Сгибание выполняется следующим образом — пруток устанавливается в посадочное отверстие и вводится между двух валиков, после чего изменяется положение рычага и один из валов давит на зафиксированный стержень, что приводит к образованию загиба.

Ручной станок для гибки
Такое приспособление оптимально подходит для бытового использования. Устройство позволяет выполнять сгибание прутков малого диаметра (до 12 мм) и его без проблем можно изготовить своими руками. Новый инструмент заводского производства обойдется вам в 3-5 тыс. рублей.
В крупно- и мелкосерийном производстве (в том числе — и на объектах по производству арматуры), а также в промышленном строительстве, где выполняется работа с крупными партиями металлопроката либо прутьями большого диаметра, используются приводные станки для рубки и гибки арматуры. Механизированный гибщик, в зависимости от типа привода, может быть:
- гидравлическим;
- электромагнитным;
- электромеханическим;
Наиболее распространено гидравлическое оборудование, которое классифицируется на три группы: легкое — для прутков диаметром 3-20 мм, тяжелое — 20-40 мм, сверхтяжелое — гнет стержни свыше 40 мм в диаметре. Гидравлическое устройство позволяет точно задавать радиус сгибания, что нельзя сделать ручном инструменте. Максимальный радиус загиба на приводных устройствах — 180 0 .

Приводный станок для гибки арматуры
Механизированное оборудование имеет рабочий орган в виде круглого диска, закрепленного на вертикальном валу. На самом диске расположены два цилиндра — центральных и сгибающий. Между ними закладываться стержень, который закрепляется в двух стойках корпуса устройства. Далее вал начинает вращаться, сгибающий цилиндр движется по наружному контуру прутка и сгибает его вокруг центральной втулки. Радиус изгиба определяется количеством оборотов диска вокруг своей оси.
к меню ↑
1.1 Обзор рынка и рекомендации по выбору
Наиболее распространенным инструментом для бытовой эксплуатации является ручной станок для гибки арматуры Afacan. Компанией поставляются две модели: Afacan 10E — предназначен для сгибания прутков диаметром 6-12 мм, и Afacan 12E — для стержней 10-12 мм. Также производится серия У (универсальный гибщик), который работает с прокатом диаметром 6-20 мм. Ручной станок для гибки арматуры Afacan обойдется вам в 2-5 тыс. рублей, в зависимости от модели.
Читайте также: сколько весит арматура — таблицы, стандарты и расчет.
Востребованными моделями приводного оборудования являются:
- СГА 1 — работает с прутьями 10-32 мм в диаметре, мощность 3 кВт, радиус изгиба — 160 0 . Стоимость устройства — 96 000 рублей. Среднерыночная цена суточной аренды — 1 тыс. рублей.
- GW40 — мощность устройства 3 кВт, рабочие диаметры — 12-40 мм, максимальный радиус изгиба- 180 градусов. Стоимость — 90 тыс. рублей, аренда — от 700 руб/сутки.
- Г40 — отличается наличием трех передаточных пар, что расширяет режим работы оборудования (выполняет до 8 сгибов одного прутка за раз). Мощность — 3 кВт, диаметры — 10-35 мм, радиус — до 180 0 . Среднерыночная стоимость — 140 тыс., суточная аренда обойдется вам в 1500 рублей.
- Г50 — более мощная (4 кВт) модификация станка Г40. Работает с прутками диаметром до 50 мм, может выполнять одновременный изгиб нескольких стержней меньшего сечения. Стоимость — от 220 тысяч, аренда — от 2 тыс./сутки.

Станок для гибки арматуры GW40
Также при выборе приводного оборудования рекомендуем обратить внимание на станки для арматуры МГА-1 и МГА-2. Это оптимальные устройства по соотношению цены и эксплуатационных характеристик. МГА-1 работает с прутками 32-40 мм, МГА-2 — 40-56 мм. Мощность установок 3 и 4 кВт соответственно.
к меню ↑
1.2 Технология гибки арматуры
Рассмотрим, как гнуть арматуру на ручном приспособлении. Если вы используете переносной инструмент, его необходимо надежно закрепить на рабочей поверхности. Далее в посадочное гнездо между упорным и гибочным валиком вставляется стержень и посредством перемещения рычага выполняется изгиб прутка на требуемый радиус.

Гибка арматуры на ручном станке
Работа с приводным устройством требует более тщательного подхода. Такое оборудование, в зависимости от модели, может иметь индивидуальные особенности эксплуатации, поэтому перед использованием обязательно ознакомьтесь с технической инструкцией. Большинство гидравлических либо электромеханических агрегатов управляются с помощью педали, благодаря чему руки оператора остаются незанятыми при работе.
Читайте также: чем перекрывать воду на радиатор отопления — о видах запорно-регулирующей арматуры.
Как гнуть арматуру — пошаговая инструкция:
- устройство комплектуется гибочным роликом требуемого размера, подобранным в соответствии с диаметром используемой арматуры;
- выбирается угол изгиба (современные агрегаты имеют работают в диапазоне 0-180 0 );
- стержень размещается в посадочном гнезде рабочего диска и фиксируется на стойках;
- посредством нажатия на педаль включается устройство, выполняется изгиб заданной конфигурации;
- по завершению сгибания педаль отпускается и пруток изымается.
В процессе работы необходимо строго соблюдать технику безопасности и следить за тем, чтобы ваши руки и одежда находились на достаточном расстоянии от вращающихся валиков.
к меню ↑
1.3 Конструкция простейшего ручного гибщика (видео)
к меню ↑
2 Делаем станок своими руками
Самодельный станок для арматуры должен быть универсальным, поэтому мы предлагаем вам инструкцию по изготовлению устройства, позволяющего также сделать изгиб уголка, профилированных труб и стальных полос. Чертеж инструмента представлен на изображении:

Схема самодельного станка
Чтобы своими руками изготовить гибщик, потребуется домкрат (подойдет простейшее автомобильное устройство с усилием хотя бы в 2 тонны), швеллер 100 мм (для несущей рамы) и петли для ворот, которые будут использоваться как упорные ограничители. Для изготовления корпуса и пуансона(давящего механизма) нам потребуется стальной угол на 25 и 32 мм и профиль 40*20.
Самодельный инструмент изготавливается с применением сварочного аппарата, болгарки, уровня, молотка, щетки по металлу и разметочных приспособлений (рулетка, мел, линейка).
Пошаговая инструкция по выполнению работ своими руками:
- Первоначально нужно отмерить и нарезать заготовки длиной 5 см из уголков 25 и 32 мм, квадратного профиля и арматурного прутка (с помощью специальных ножниц) диаметром 12 мм.

Заготовки для пуансона


Установка пуансона на домкрат



Полученное самодельное приспособление изготавливается предельно просто, но в результате вы получаете эффективное устройство, использование которого не требует физических усилий, в отличие от дешевых заводских инструментов рычажного типа.

Станок в работе
Ориентировочный затраты на самодельный инструмент — от 1 до 2 тысяч (стоимость домкрата + цена воротных петель), уголки и отрезки профиля стоят копейки. Затраты времени на сборку гибщика своими руками — 3-4 часа.
Статьи по теме:
Портал об арматуре » Арматура » Делаем станок для гибки арматуры своими руками
Сборка станка для гибки арматуры своими руками

Станок для гибки арматуры – необходимое устройство, используемое во время строительных, а также промышленных работ.
С его помощью в дальнейшем реально изготовлять и железобетонные, и металлические конструкции.
Бывают случаи, когда можно обойтись и своими силами, но чаще всего толщина изделий настолько большая, что достигнуть гнутья возможно только с помощью специальных приспособлений.
Модифицированный гибочный станок для арматуры позволяет не только придавать листам и другим материалам нужную форму, но и резать их.
Также многие устройства позволяют из проволоки, труб или другого сырья изготавливать кольца, крепежные хомуты и детали, петли, которые применяются в монтаже и на стройке.
Несмотря на сложность конструкции, станок можно спроектировать и собрать своими руками. Для этого понадобится подготовленный чертеж, инструменты и знание принципов работы устройства.
Как работает станок для обработки арматуры?
В бытовых целях самодельный ручной гибочный станок для арматуры используется, в первую очередь, при возведении фундамента.
Без армирующих деталей сделать надежное основание практически невозможно, поэтому возникает вопрос – как сделать каркас, как изогнуть имеющуюся арматуру?
Конечно, сегодня на рынке можно найти огромный выбор профессионального оборудования, однако цена на него бывает очень высокой.
Такие устройства покупают для промышленных целей, обустройства цехов, строительных фирм. Для своих личных целей подойдет конструкция, собранная своими руками.
Если говорить о технологических нормах, то станок для гибки арматуры должен иметь три вала.
Один из них является упорным (удерживает прутья под определенным углом и фиксирует их), второй служит для сгиба материала вокруг основного вала — третьего. Он еще называется центральным.
В зависимости от типа конструкции выделяют ручной станок для гибки арматуры и механический.
Последний нашел широкое применение в быту, ведь он отличается компактными размерами и сравнительно небольшой стоимостью, а работать, ввиду простоты, на нем может каждый.
Также есть устройства гидравлические или пневматические. Так, гидравлический станок для гибки арматуры может сгибать материал под углом до 180 градусов, гарантируя отсутствие сломов.
При конструировании своими руками необходимо не только придерживаться своего проекта, но и особое внимание уделять качеству креплений (ведь нагрузка на детали бывает очень высокой), и позаботиться об организации защиты.
Выскользнувший прут может стать причиной серьезных травм.
Поэтому часто на простейших гибочных станках для арматуры можно найти плексигласовую защиту, которую легко можно сделать и самостоятельно.
Также если у вас есть опыт в сборке станков, то можно обеспечить свою конструкцию переключением скоростей для регулирования работы.
Некоторые модели снабжаются ножной панелью, которая позволяет без проблем менять направление подачи арматуры.
Как сделать домашний станок?
Для того чтобы своими руками справиться с ручным гибочным станком для арматуры, необходимо для начала подготовить целый ряд инструментов.
Если вы увлекаетесь сборкой и строительством, то найти такие детали и нужное оборудование не составит труда.
В первую очередь нужна электрическая сварка. Для устройства, которое сможет справиться даже с листами, понадобится надежное основание, пуансон, струбцины и прижим.

1 — гибочный диск, закрепленный на вертикальном валу; 2 — палец; 3 — отверстие для пальца; 4 — упоры; 5 — арматурный стержень; 6 — осевой упор
Пуансон еще можно собрать из металлических уголков. Подойдут для сборки и отрезки швеллеров.
Основание вырезается именно благодаря последним.
Тут подойдут пятый или шестой номер модели швеллера. А вот длину следует выбирать небольшую – не более 50 сантиметров.
Станок для гибки арматуры будет состоять из рычага, пуансона, прижима и основной части, на которой будут располагаться трубы и прутья или листы.
Сначала на основании на выбранном месте делается ось для прижимов – по ней будет удобнее ориентироваться.
Однако помните, что прижимы должны врезаться длиной на 6 миллиметров меньше, чем заготовки, сделанные под основание.
От концов они также держаться на расстоянии нескольких сантиметров – без такого отступа невозможно будет правильно распределить нагрузку.
Для рычага подойдет проволока, диаметр который должен быть не более 15 миллиметров.
Основание выгибается в виде буквы «П», и его приваривают с помощью сварочного аппарата к одному из устойчивых уголков. От края должен быть отступ примерно на 5 миллиметров.
Далее привариваются стальные прутья к пуансону, а с концов заготовки снимаются фаски с углом 45 градусов.

Чтобы правильно сварить все детали и проверить углы, ровность конструкции, стыковку, можно использовать сначала тиски, а уже по ним проводить сварочные работы.
Таким образом, получится сделать предварительный каркас, который всегда можно переделать.
Кроме того, там, где это возможно, лучше использовать вместо сварки болты. Так всегда можно будет пересобрать или разобрать свою конструкцию, дополнить ее деталями.
Если же все-таки отдается предпочтение сварочным работам, то сначала необходимо провести процедуру пробного сгибания. Если все этапы проходят нормально, то можно сваривать детали между собой.
Как добавить элементы для резки?
Кроме того, что на самодельном устройстве можно придавать различную форму изделиям, реально сделать станок для резки арматуры, который будет соединять обе функции: резки и загиба.
Конечно, своими руками его спроектировать гораздо сложнее, но и применений у него больше. Самый простой вариант – сделать на основании еще и резной диск, используя болгарку.
Станок для резки арматуры можно сделать в любом помещении. Его конструкция может быть как разборной, так и цельной.
В первом случае такой аппарат можно легко демонтировать и собрать уже на новом месте.
Если говорить конструктивно, то кроме валов для гнутья станок для рубки арматуры должен состоять из двигателя, отрезного лезвия или диска и самой поверхности, где лезвие будет закреплено.
Зная принцип работы, можно легко вносить свои изменения в режим подачи.
Мощность должна определяться заранее, до того, как станок для резки арматуры будет собран.
Профессиональные устройства отличаются высокими мощностями – порядка 2000 Вт.
Несмотря на то, что для бытовых целей можно выбрать и меньшие показатели, не стоит забывать, что металл остается металлом в любой ситуации, и чтобы разрезать его, нужна большая нагрузка.
Еще одна характеристика, напрямую связанная с мощностью двигателя – это выбор передачи.
Чаще всего это ременная или фрикфионная передача трения. Зацепление при этом может быть цепным, червячным или зубчатым, все зависит от того, какие материалы у вас есть под рукой.
Ремни дают бесшумную работу, однако вероятность того, что такая конструкция соскользнет – очень велика, поэтому тут лучше не выбирать подобный тип передачи.
Самодельный станок для резки арматуры также снабжается тисками, которые не позволяют материалу выходить с оси резки.

В качестве ножа в домашних условиях чаще всего выбирают или твердосплавный диск, или абразивный круг. От подачи инструмента зависит тип устройства.
В нем может быть фронтальная, нижняя или маятниковая подача.
Принцип сборки крайне схож с конструкцией для сгибания. Так, станок для резки арматуры начинают делать с каркаса, который в свою очередь собирается из металлических уголков.
К полученному основанию необходимо прикрепить швеллер, который будет играть роль направляющей оси, а все остальные детали крепятся именно к нему.
Только для двигателя нужна дополнительная укрепленная труба.
Подшипники, которые нужны для опоры и приведения механизма в движение, крепятся в верхнюю раму, а вал и двигатель прикрепляют с помощью болтов.
Кроме того, там, где будет закреплен диск (также с помощью болтов), нужно позаботиться о защитном корпусе, ведь при соприкосновении с металлом будет возникать искра.
Работу на станке лучше проверять на холостом ходу и используя мягкие металлы. Уже потом, если все действует нормально, можно проверять установку в полную силу.
Главное, чтобы расстояние от вала для гибки и диска было не менее 40 сантиметров.
Ручной станок для гибки арматуры своими руками.
Практически ни одно строительство не обходится без бетонных работ, а где бетон, там и арматура. Возвести фундамент, залить перекрытие, смонтировать армопояс в газобетонном доме. Все эти работы подразумевают использование арматуры, при помощи которой армируются железобетонные конструкции.

У начинающих застройщиков возникает вопрос: как правильно выполнить гнутье арматуры так, чтобы она не потеряла своих прочностных характеристик.
Неправильный самодельный арматурогиб
Если пруток диаметром 6-8 мм можно согнуть «об коленку», то арматуру большего диаметра руками согнуть затруднительно. И главное – качество такого изделия будет ниже всякой критики.
Также нельзя прибегать к таким «народным методам» гибки арматуры своими руками как:
- Надпиливание «болгаркой» места сгиба арматуры;
- Прогрев места сгиба открытым пламенем, в костре или паяльной лампой.
Эти способы, из-за механической и термической обработки металла, приводят к снижению его прочностных характеристик в месте сгиба. Это впоследствии может привести к разрушению арматуры под действием нагрузок.
Поэтому (если нет иных указаний по проекту), нужно гнуть «на холодную», не допускается изгиб стержня под острым углом.
Для сгибания арматуры используются такие приспособления, как станки с механическим или ручным приводом. Из-за высокой стоимости станки с механическим приводом не нашли широкого распространения среди самостройщиков.

Цена на фирменные арматурогибы с ручным приводом также кусается.
Поэтому пользователи FORUMHOUSE предпочитают покупным изделиям приспособления – самоделки. Как показывает практика, такая приспособа для гнутья арматуры своими руками вполне по силам каждому. Для ее изготовления в ход идут обрезки водопроводных труб, швеллеры, уголки, болты, обрезки металлопроката и прочий «ненужный хлам», который найдётся в закромах любого домашнего мастера. Себестоимость таких изделий колеблется от 50 до 500 рублей, в то время как стоимость арматурогиба, купленного в магазине, может составлять 3-5 и 10 тыс. руб. Выгода очевидна. Засучиваем рукава и приступаем к работе.
Как сделать арматурогиб своими руками
Самый простой и доступный способ самостоятельного гнутья прутьев диаметра не более 6-8 мм (изготовления рамок, хомутов и т.п.) – это вбить три ее толстых отрезка в бревно. Причём, два куска вбиваются по одной линии, а третий вколачивается между ними, с отступом от осевой линии на толщину арматуры, которую предполагается согнуть.

Ещё один метод – прикрепить/приварить к углу бытовки/столбу два уголка с нижним упором, а арматуру гнуть между ними.
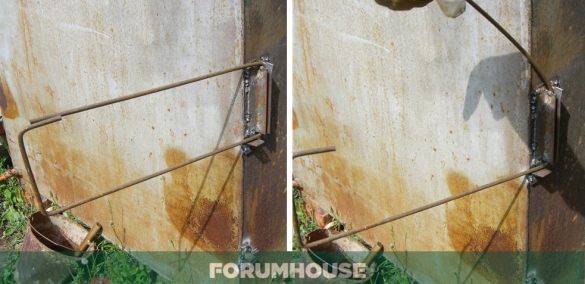
Либо такой вариант приспособления: приварить к заборному столбу болты.

Несмотря на простоту данных самодельных приспособ, работать на них не совсем удобно, и они лучше всего подходят для изготовления П-образных изделий, хомутов и рамок.
Поэтому дальнейшим развитием устройства становится изготовление полноценного самодельного арматурогиба, работающего в горизонтальной плоскости.
Принцип работы такого арматурогиба следующий: прут закрепляется между упорным элементом (уголком) и центральным неподвижным металлическим штифтом. Далее устанавливаем поворотный узел, который оснащён гибочным штырём и длинным рычагом (трубой).

При повороте гибочного узла для арматуры, за счёт усилия, возникающего на рычаге, арматурный пруток сгибается вокруг центрального металлического штифта на необходимый угол.

Арматурогиб ручной своими руками изготавливается за пару часов. Любой застройщик, кто хоть раз поработал на подобном устройстве, уже не вернётся к гибке арматуры своими руками, зажав её в тисках.
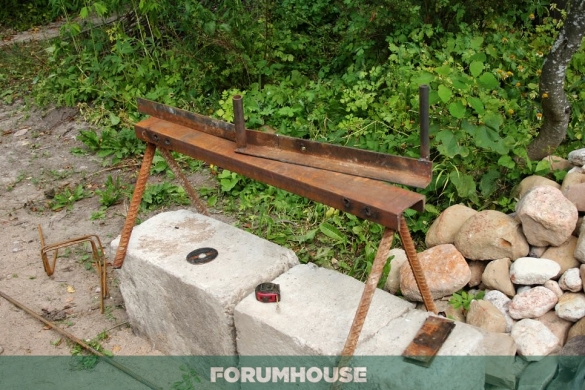
Вот один из вариантов изготовления такого арматурогиба по «рецепту» форумчанина с ником Константин Я.:

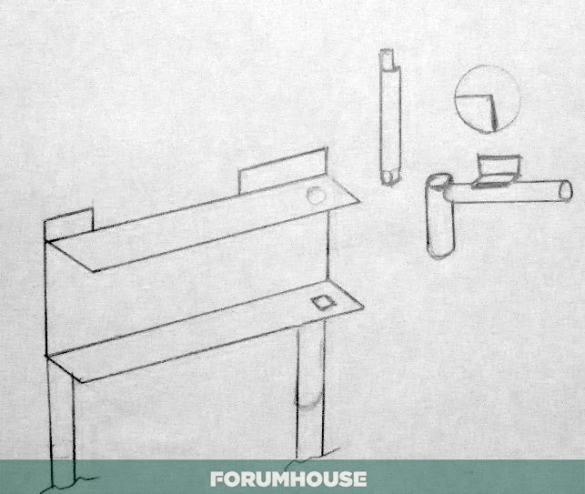
Станина – это 12 или 14-й швеллер длиной 1 метр. Швеллер привариваем к двум опорам (металлическим трубам), вбитым в землю. Для упора арматуры привариваем к верхней полке швеллера два уголка. Рычаг – это две трубы, сваренные под углом 90 градусов. Через вертикальную трубу проходит ось, на горизонтальную трубу надеваем удлинитель длиной 1.2 метра. Это увеличивает усилие на рычаге. Сверху рычага привариваем уголок, благодаря чему цепляется конец арматуры при её гибке. Уголок должен находиться на одном уровне с верхней полкой швеллера.
Ось форумчанин сделал из металлического стержня диаметром 30 мм. Нижняя часть обточена под квадрат. Это не позволит оси провернуться или выпасть, т.к. нижнее отверстие в швеллере также вырезано под квадрат. Верхний конец оси выступает над верхней полкой швеллера. Вокруг него и производится загибание арматуры (посмотрим на этот простой чертеж):

Для изготовления арматурогиба на всё про всё, вместе со сварными работами, я потратил 3 часа. Согнул на нём уже 3 тонны арматуры. Спокойно, в одиночку, гну арматуру диаметром 14 мм. Приспособлением для гибки арматуры полностью доволен, т.к. до его изготовления сломал хорошие мощные тиски – сгибал на них пруты диаметром 12 мм, надев на них трубу.

У меня «агрегат» несколько проще. Станина – это швеллер №10-12. Для изготовления «ног» взял арматуру диаметром в 20 мм. Уголки – размером 50х4. «Двенадцатую» арматуру гнул без проблем.
Арматурогиб из уголка своими руками
Рассматривая самоделки форумчан, можно сказать, что арматурогиб на основе уголков получил самое широкое распространение.

Подобное устройство для гибки прутка подкупает простотой своего изготовления, доступностью материалов и дешевизной. Предлагаем вам чертеж арматурогиба:
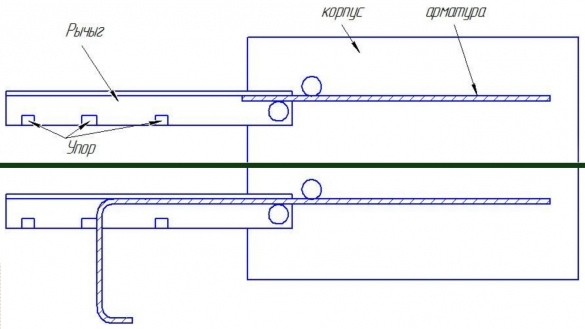
Устройство по этой схеме можно сделать даже без сварочного аппарата, обойдясь соединениями на болтах и гайках. Но наличие сварочного аппарата значительно расширяет возможности изготовления арматурогиба.

Во время стройки у меня возник вопрос, чем же гнуть арматуру. Изучив форум, выбрал самый простой вариант – из двух соединённых болтом уголков. Т.к. мне нужно было гнуть пруты не более 8 мм в диаметре, то усиливать конструкцию не стал. Приварил к одному уголку кусок трубы диаметром 20 мм. Уголки соединил болтом М10. Накрутил на него гаек, после чего закрепил конструкцию на импровизированной станине – куске толстой фанеры. На изготовление потратил 1.5 часа. Ровно столько же времени ушло далее на изготовление рамок размером 150х750 мм количеством в 90 шт.

Несмотря на популярность этой конструкции арматурогиба, форумчане идут дальше по пути модернизации и улучшения механизма. Особый интерес представляет устройство для сгибания арматуры своими руками, сделанное max68.2011.
В качестве основы используется швеллер №10, т.к. его удобно закреплять на куске бруса. Также потребуются подшипники, уголки 25х25 мм длиной 50 мм, которые привариваются сбоку швеллера. Сбоку просверливаются 2 отверстия, нарезается резьба М10х1.5 (для тонкой арматуры).

Оси арматурогиба – это болты М16х2. Один болт приваривается к швеллеру. Второй болт привариваем к серьге (поворотному узлу), в качестве которого использована рессора от Газели. Ручка рычага – труба диаметром 34 мм и длиной 300 мм. Для увеличения усилия на рычаге на короткую трубу можно надеть удлинитель – длинную трубу большего (надевается снаружи) или меньшего (вставляется внутрь) диаметра.

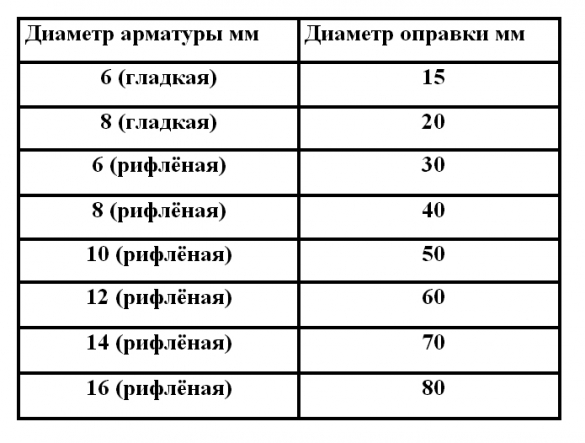
Стоит заострить внимание на моменте, для чего арматурогибу нужен набор втулок разного диаметра длиной по 4 см.
Согласно СП 52-101-2003 «Бетонные и железобетонные конструкции без предварительного напряжения арматуры», при изгибании арматуры минимальный диаметр загиба отдельного стержня должен быть таким, чтобы избежать разрушения или раскалывания бетона внутри загиба арматурного стержня и его разрушения в месте загиба. Отсюда – минимальный диаметр оправки при сгибании арматуры, зависит от диаметра стержня. Для наглядности все величины сведены в следующую таблицу:

Со временем арматурогиб max68.2011 претерпел изменения. Теперь он по внешнему виду ничем не отличается от промышленных изделий.

Также многих форумчан интерсует вопрос: как рассчитать длину прута арматуры при изготовлении рамок. Ведь простое сложение величин если рамка должна получиться 50х20 + 2 ушка по 40 мм, то чисто теоретически, длина прута должна быть равна 50+50+20+20+4+4=148 см. Но, с учётом радиусов загибов, эта цифра неверна. Вот какой может быть выход из этой ситуации:

По своей практике могу сказать, что дополнительно «накидываю» на каждый загиб от 5 мм. Это зависит от диаметра арматуры. Нужно изготовить рамку 50х20х4 (ушки) из арматуры «десятки», складываем: 4.5+50.5+20.5+50.5+20.5+4.5. Итого получается длина прутка =151 см.

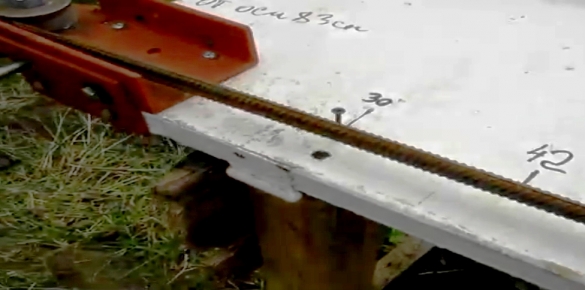
В завершение расскажем про ещё один «секрет» форумчан, применяемый при гибке арматуры. Нужно закрепить арматурогиб на длинном деревянном столе и заранее разметить его, вкрутив саморезы и отметив маркером величины, которые соответствует монтажному размеру поворота прута в гибочном узле. Таким образом, можно избавить себя от необходимости каждый раз пользоваться рулеткой, отмеряя необходимую длину прута.
Прочитав темы Чем гнуть арматуру и Арматурогиб своими руками за 1.5 часа, вы познакомитесь с различными вариантами самостоятельного изготовления этого устройства (чертежи, фото, инструкции прилагаются). Также предлагаем узнать ответ на вопрос: как правильно армировать фундамент в углах. Также FORUMHOUSE рекомендует узнать все секреты сварочных работ и прочитать статью об особенностях холодной ковки. А это видео поможет вам понять, как правильно проводить арматурные работы.
Гнем арматуру с помощью самодельного станка и без
Мы остановились на простом варианте станка для гибки арматуры который можно сделать своими руками. Еще вы узнаете простые способы гибки арматуры вручную.

Если вы начали возводить новый дом, то, для укрепления бетонного фундамента вам понадобится сделать армированный каркас. Арматурный прут выпускается, как любой металлопрокат, исключительно в прямом виде. А ведь для того, чтобы изготовить каркас из арматуры, ее надо определенным образом погнуть. Причем выполнять эту операцию придется непосредственно на месте строительства. Рациональный выход есть лишь один — это сделать станок для гибки арматуры своими руками.
Потраченное время и средства на самодельный станок для гибки арматуры окупиться еще на стадии строительства фундамента вашего дома. Его можно будет также использовать и в дальнейшем. Например, для изготовления закладных деталей, таких, как оконные или дверные перемычки. Но и после этого он не раз сможет вам пригодиться для сборки различных стальных конструкций.
Принцип сгибания арматуры
Сгибание арматурного прута представляет собой процесс контролируемого изменения направления центральной оси. При этом в месте деформации одни слои металла будут растягиваться, а другие — сжиматься.
Одним из основных определяющих факторов при сгибании является величина усилия, прикладываемая к месту деформации. Она напрямую зависит от вида стали и диаметра сечения арматуры. Таким образом, можно сразу определиться, чем лучше и толще арматурный пруток, тем больше сил понадобиться прикладывать для его сгибания.
Эти определения должны послужить нам основой для дальнейших расчетов при изготовлении приспособления для сгибания арматуры своими руками.
Как согнуть арматуру без специального устройства
Здесь стоит знать , что пытаясь сгибать, особенно легированную арматуру, своими руками нужно осознанно рассчитывать свои действия, в противном случае — это может привести к получению серьезных травм. Легированный металлопрокат при попытке его деформировать будет всячески пытаться отпружинить и способен при этом нанести непоправимый вред вашему здоровью. Так что будьте осторожны и внимательны.
Выделим три наиболее простых способа, как согнуть арматуру с величиной диаметра до 8 мм самостоятельно без применения специальных устройств, а именно:
- С помощью двух отрезков металлической трубы. Так, нам понадобятся трубки диаметром 15 мм с длиной 0,5 и 1 метр, которые одеваем на арматуру. На полуметровый кусок трубы становимся ногами, а метровый, соответственно, начинаем поднимать до необходимого нам угла загиба.

- Если к полутораметровой металлической трубе 32 диаметра или 50 мм стальному уголку приварить при помощи электросварки пятисантиметровый кусок трубы 25-32 мм в диаметре, то получится универсальный гибочный рычаг. Останется только либо встать на арматуру, либо упереть ее обо что-нибудь прочное.
- Не очень длинные кусочки арматуры можно согнуть с помощью больших тисков и кувалды. Только при этом способе не стоит торопиться и надо бить с небольшим усилием, растягивая процесс, в противном случае можно просто сломать арматурный пруток.
Основным недостатком применения таких способов для сгибания арматуры является то, что радиус поворота получается достаточно большой и нередко угол получается несколько кривой и не лежит своими сторонами строго в одной плоскости.
Хотя, при хороших физических данных и небольших диаметрах металлического прутка, эти способы, как правило, на практике являются самыми универсальными арматурогибами в домашних условиях.
Как сделать приспособление для гибки арматуры

Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы. В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
Последовательность действий
- Делаем основание. Для этого берем листовой металл толщиной в 3-5 мм размерами 100 на 200 мм, либо можно взять кусок швеллера 10-15 размера длиной 200-300 мм.
По углам основания просверливаем отверстия для возможности крепления к верстаку или другому массивному предмету. По центру конструкции с помощью электросварки прочно приваривается осевой упор. Это стальной вал высотой в 50 мм и диаметром в 14 мм. Для этой детали можно взять любой подходящий по размерам болт М14, у которого необходимо сточить на наждаке головку, оставив толщину в 3 мм — это даст возможность создать прочное сварное соединение с основанием. - Изготавливаем поворотный механизм. Для этого подойдет стальная полоса толщиной в 5 мм, шириной в 50 мм и длиной как минимум в один метр. За неимением полосы необходимой длины можно взять меньшую, но наварить длину рычага за счет стальной трубы 32-50 мм в диаметре. К одному краю полосы привариваем электросваркой отрезок металлической трубы длиной в 50 мм и 15 мм в диаметре, который будет одеваться как валик на осевой упор. Отступаем 50 мм от валика по продольной оси и привариваем поворотный упор, для которого подойдет стальной болт М10 также со сточенной заранее головкой. На поворотный упор также можно изготовить и надеть кольцо, которое будет служить вальцом, что позволит улучшить работу приспособления. Как вариант, можно изготовить рычаг из 50 мм стального уголка, для этого необходимо у места крепления за осевой упор срезать 50 мм вертикально полки, оставшаяся часть полки будет служить поворотным упором.
- Привариваем к основанию электросваркой неподвижный упор, для которого подойдет отрез 50 мм уголка в 50-100 мм длиной. Место его крепления должно находиться в 100-200 мм от осевого упора со смещением от центральной оси основания не более 20 мм, что как бы определяется толщиной арматуры.
- Производим сборку готовой конструкции. Прочно прикрепляем основания нашего готового приспособления к слесарному верстаку или другому подобному массивному предмету окружающей обстановки. Одеваем на осевой упор валик поворотного механизма с рычагом.
- Производим обкатку готового станка для гибки арматуры и проверяем его работу на холостом ходу, используя для этого мягкий металл. Если все работает, то приступаем к изготовлению нужных нам деталей из арматуры.
Если станок для гибки арматуры имеет свой стационарный каркас, то стоит посоветовать выполнить пару дополнительных его улучшений, а именно:
- нанести линейную разметку в обе стороны от осевого упора, что позволит отмерять длину сгибаемой части прутка без применения рулетки;
- нанести вокруг осевого упора радиальную разметку основных углов в 30, 45 и 60 градусов, что также намного сделает удобней работу на таком станке.
Достоинства
- простая конструкция,
- недорогая в изготовлении,
- хорошая надежность.
- мобильность,
- не нужен источник электроэнергии.
Если это устройство покажется сложным в реализации, можете перенять опыт фирмы «КаркасЭлитСтрой», которые предоставили эти чертежи станка для гибки арматуры:
Разновидности станков для гибки проволоки
[Гибка проволоки] является одним из способов придания ей новой формы с помощью ручного или механического воздействия с использованием специального оборудования.
Сама по себе гибка происходит из-за сжимания внутреннего слоя, за счет чего можно производить растягивание и сгибание внешнего слоя. Такие технологические работы пользуются большим спросом, как и оборудование для ручной гибки.
Можно создавать изделия из гнутой проволоки своими руками.

В данном случае для процесса желательно выбирать более мягкие пластичные материалы, чтобы проволока могла легко гнуться, и выполнение работы своими руками не создавало трудностей.
Если же проволока жесткая и имеет большой диаметр, то для ее обработки вручную надо воспользоваться определенными инструментами:
- с помощью плоскогубцев можно создать небольшой изгиб в несколько мм, также ими удобно фиксировать материал для последующей обработки;
- разрезать проволоку на отдельные части можно кусачками или острогубцами;
- одним из самых удобных и универсальных инструментов для сгибания проволоки своими руками считаются пассатижи (разновидность плоскогубцев).
Перед тем как начинать вручную изгибать материал для колец, лучше создать на бумаге определенный шаблон и периодически сверяться с ним во время работы. Простые фигуры можно делать и без участия шаблонов.
Например, для создания обычного прямоугольного хомута, достаточно сначала зажать часть проволоки слесарными тисками, а на оставшемся куске выполнить изгиб под прямым углом с помощью плоскогубцев или молотка.
Правила для ручной гибки
Выполняя ручные работы по гибке проволоки своими руками, следует придерживаться определенных правил безопасности, которые смогут защитить ваши руки от возможных травм:
- Перед началом работ желательно надеть на руки перчатки из толстой плотной ткани;
- Материалы следует хорошо закреплять, чтобы они не выскочили из тисков во время их загиба;
- Все станки и инструменты для ручной работы должны быть исправны;
- Не кладите тяжелые предметы на край стола (например, задев плоскогубцы, вы можете уронить их себе на ногу и получить ощутимый ушиб, а то и травму пальцев);
- Проводя одной рукой работы с проволокой, другую старайтесь держать подальше от места сгиба (плоскогубцы могут сорваться и поранить руку).
Правила безопасности защитят ваши руки, но сам процесс гибки своими руками все же является довольно сложным и трудоемким. Гнуть изделия вручную можно только в том случае, если бы обладаете определенным опытом и знаниями.
Гнуть проволоку в больших объемах помогает специальное оборудование. Давайте изучим его более подробно.
Способы обработки
Если говорить о гибке проволоки в больших масштабах (на производстве или специализированном заводе), то для его пластической деформации пользуются различными способами.
Один из самых распространенных и экономичных — это бухтовый метод обработки.
В данном случае на бухты происходит намотка проволочных колец, а затем осуществляется их подача на роликовые двухплоскостные станки, которые выравнивают проволоку.
После происходит обработка материала на гибочном оборудовании (создается необходимая форма), в конце проволока обрезается, и весь цикл работы повторяется вновь.
При этом вся работа полностью автоматизирована, что позволяет сэкономить время и средства и создать с помощью приспособления несложную изогнутую конструкцию, у которой длина развертки около 1000 мм.
Для обкатки проволоки своими руками существуют специальные приспособления, которые состоят из неподвижных шаблонов определенных радиусов закругления (радиус может быть как один, так и несколько).
Материал обкатывают вокруг созданного шаблона с помощью прижимных роликов.
В основном, эту технологию применяют, чтобы создавать гнутые изделия, имеющие небольшой радиус изгиба (примерно такой же, как диаметр проволоки).
Способ проталкивания проволоки напоминает способ работы 3-х валкового оборудования на профилегибочном и пружинонавивочном станке.
Проталкивание материала в приспособление осуществляется с помощью специального провода, затем происходит его прижим к различным валикам, в связи с чем возможно изменение параметров изгибов и осуществление переходов на разные радиусы.
Данное приспособление позволяет гнуть разные конструкции, имеющие сложную конфигурацию и большие радиусы изгиба на развертке — от 1000 мм и более.
Выровнять проволоку можно, применив рихтовочное оборудование или специальное приспособление. В данное оборудование входят агрегаты, состоящие из вращающихся правильных рамок или двухплоскостных правильных блоков.
При этом вращающиеся рамки предпочтительнее, так как они позволяют выровнять материал более плавно.
Профессиональное оборудование
Если для гибки проволоки своими силами используют лишь самые простые приспособления (тиски, плоскогубцы), то для массовой промышленной обработки материала пускают в действие профессиональные станки (например, для производства колец для ключей, или пружин для ручек).
Станок для гибки проволоки, имеющий одну гибочную консоль, является одним из самых простых и дает возможность создавать гнутые изделия простой формы. Длина развертки в данном случае не должна превышать 1000 мм.
Двухконсольные станки могут работать с длиной развертки более 1000 мм.
Материал разрезается на необходимые куски, затем производится его деформация с двух концов одновременно.
Такое оборудование позволяет создавать изделия, имеющие большое количество изгибов. Станки, имеющие только одну консоль, данную работу выполнить уже не могут.
Также на двухконсольных станках можно сделать фигуры с закрытыми изгибами.
Гибку проволоки на так называемых 3D станках в наше время все более и более популяризуют.
Сделать объемную пространственную гибку можно, применяя поворотную гибочную консоль, которая управляется автоматизированной системой.
К сожалению, такая обработка материала стоит довольно дорого, поэтому в основном детали создают, используя простую плоскую гибку, а после при необходимости производят автоматическую сварку отдельных частей.
Но за счет сварочных швов, изделия становятся более хрупкими и недолговечными, поэтому их стоимость относительно бюджетная.
Что используют для гибки проволоки? Как смастерить станок своими руками!
Из проволоки могут быть изготовлены предметы различной конфигурации и назначения. Во время работы важно правильно согнуть материал, поэтому при диаметре металлической нити более 1 мм желательно использовать специальные приспособления.
Об основных видах этого типа инструментов, а также о том, как изготовить станок для гибки проволоки своими руками будет рассказано в этой статье.
Основные способы гибки
Если необходимо выполнить небольшой объём работ, то для гибки проволоки используются ручные приспособления. Для изгибания материала из мягких металлов или когда диаметр проволоки не превышает 3 мм, применяются плоскогубцы или круглогубцы. Эти инструменты позволяют надёжно зажать часть изделия в одном инструменте, а с помощью другого произвести изгиб проволоки на нужный угол.
Таким образом можно согнуть материал и при помощью столярных тисков. В этом случае проволока фиксируется в вертикальном положении, а изменение направления также осуществляется с помощью плоскогубцев или любого другого зажимающего устройства или механизма.
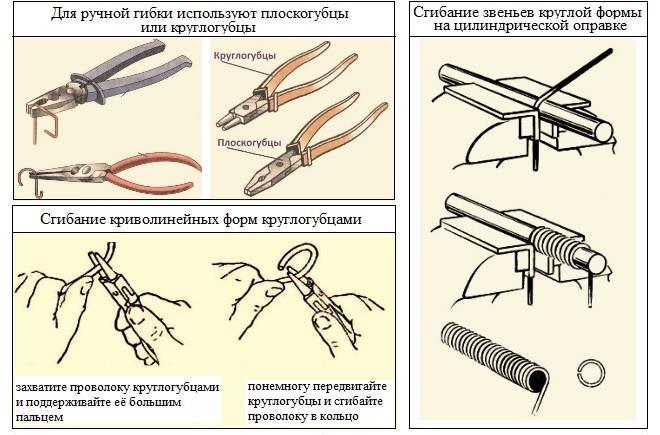
Если необходимо выполнить изгиб округлой формы, то для этой цели применяют любой подходящих по диаметру прут, который также зажимается в тисках. Округлый изгиб потребуется изготовить при самостоятельном изготовлении пружин из упругой проволоки.
Для этого достаточно зажать прут или трубу подходящего диаметра в тисках, зафиксировать с одной стороны конец проволоки, и пассатижами осуществить накрутку проволоки на необходимое количество витков.
Если проволоку приходится изгибать слишком часто, то наиболее правильным решением будет приобретение специальных приспособлений или станков.
Инструменты для изгибания этого материала представляют собой конструкцию, в которой зажим проволоки и её изгиб осуществляется за счёт мускульной силы человека. В станках, как правило, используется электрические приводы, а для изготовления сложных изделий такие машины оснащаются электронным управлением.
Правила при работе
Гибка проволоки не является сложным процессом, но для эффективной работы с этим материалом необходимо придерживаться следующих правил:
- Для работы необходимо использовать перчатки из плотной ткани.
- Применять только исправные инструменты и автоматические машины.
- Если для выполнения этой операции применяются тиски, то прежде чем приступить к процессу, необходимо убедиться в надёжной фиксации заготовки.
- Перед выполнением изгиба следует выровнять заготовку.

Выполнение этих рекомендаций позволит не допустить брака и получения ранений в случае резкого высвобождения материала из удерживающего устройства. Также следует позаботиться об исправности проводки и правильном заземлении, при использовании станков работающих на электричестве.
Использование оборудования
Если объём работ достаточно велик, то выполнить большое количество операций позволит оборудование, оснащённое электрическим мотором. Применение станков значительно увеличит производительность труда, но на начальном этапе потребуется приложить некоторые усилия для изучения процесса работы проволокогибочной машины.
Наиболее экономным станком для гибки проволоки, считается бухтовое оборудование, в котором подача материала осуществляется из объёмных мотков.

Процесс гибки проволоки на таком оборудовании осуществляется следующем порядке:
- Проволока из бухты подаётся на роликовый механизм, который осуществляет выравнивание материала.
- Выровненная проволока поступает на гибочный механизм.
- На следующем этапа происходит изгиб и отделение проволочного изделий.
- После отрезания готового изделия процесс повторяется.
Чтобы сделать работу по изгибу проволоки максимально комфортной применяют станки с ЧПУ.
Несмотря на значительную стоимость такого оборудования, окупаемость вложений в бизнес производится в течение нескольких месяцев. Оснащённые микропроцессором станки позволяют не только полностью автоматизировать процесс, но и производить сварочные работы изогнутых изделий.
Приспособление своими руками
Если приспособление для гибки проволоки будет использоваться только для домашней работы, то можно изготовить ручной станок самостоятельно. Оборудование сделанное собственными руками не будет отличаться высокой производительностью, но для выполнения ежедневных операций в небольшом объёме такого изделия будет вполне достаточно.

Для самодельного станка потребуется приготовить следующие материалы:
- Листовая сталь 4 мм.
- Стальной прут 20 мм.
- Профильная труба 20*20 мм и 30*30 мм.
- Две гайки 12 мм.
- Стальная труба ¾.
- Болт 12 * 70 мм.
- Втулка с реактивной тяги автомобиля Ваз 2106.
Также для выполнения этой работы потребуется подготовить инструменты:
Изготавливается приспособление для гибки проволоки своими руками в такой последовательности:
- Из стального листа болгаркой вырезается прямоугольник размером 150*80 мм.
- Отступив от стороны меньшей длины примерно 30 мм, ровно посередине необходимо сделать отверстие диаметром 20 мм.
- От металлического прутка отрезать кусок длиной 45 мм.
- Установить отрезок прутка в сделанное ранее отверстие и приварить его с обратной стороны.
- Вырезать из металлического листа прямоугольник 70*30 мм.
- Сделать в пластине 70*30 мм два отверстия диаметром 16 мм. Отверстия должны быть равноудалены от краёв пластины, а расстояние между ними должно быть равно 20 мм.
- Приварить к пластине 70*30 мм гайки М12 таким образом, чтобы они совместились со сделанными ранее отверстиями. Для того чтобы идеально центрировать гайки перед сваркой их рекомендуется наживать на болт, который следует продеть в отверстие.
- От стальной трубы ¾ отрезать кусок длиной 45 мм.
- К получившемуся цилиндру из металлической трубы приварить пластину 70*30 мм, таким образом, чтобы отверстие трубы находилось в одном ряду с ранее просверленными отверстиями 16 мм. При выполнении этой работы пластину следует разместить ровно посередине высоты стального цилиндра.
- Отрезать от профильной трубы 30*30 мм кусок длиной 400 мм.
- Приварить отрезок профильной трубы к стальной пластине 70*30 мм. Соединение металла осуществляется со стороны противоположной приваренному цилиндру. Таким образом получится рычаг с цилиндром и 2 отверстиями на конце.
- От профильной трубы 20*20 мм отрезается кусок длиной 100 мм.
- Отрезок профильной трубы приваривается к краю пластины 150*80 мм. Расположить этот элемент необходимо от одного из углов до уровня приваренного ранее металлического прутка.
- Из металлического листа вырезать пластину 70*40 мм. Эта деталь будет предназначена для упора заготовки, поэтому её необходимо также приварить к отрезку профильной трубы.
- Втулка от реактивной тяги надевается на болт 12 мм, который затем следует ввернуть в приваренную к рычагу гайку.
- Рычаг с втулкой одевается цилиндром на приваренный к станине отрезок металлического прута.
- Для надёжной фиксации станка во время работы, рекомендуется закрепить станину на ровной горизонтальной поверхности с помощью резьбовых соединений или сварки.
Изготовление станка можно считать завершённым.
Гибка проволоки осуществляется следующим образом:
- Заготовка кладётся на боковую площадку таким образом, чтобы передняя часть была введена в промежуток между центральным цилиндром и закреплённой на рычаге втулкой.
- Рычаг поворачивается на необходимый угол.
- Заготовка снимается со станка, обрезается и используется по назначению.
Если самодельный станок был сделан из качественных материалов, а сварочные швы выполнены на профессиональном уровне, то устройство можно использовать не только для обработки проволоки. В этом случае возможно применить изделие для гибки трубы, в том числе профильной, диаметром до 10 мм.
Полезное видео
Посмотрите видео, где человек показывает, как собрать несложную конструкцию арматурогиба для сгибания прутков и квадрата:
На втором видео обзор механизма для гибки проволоки и завивки крючков:
Заключение
Что используют для гибки проволоки подробно рассказано в статье. Для работы с этим материалом можно использовать как простые инструменты, так и сложные установки позволяющие выполнять большое количество операций в минуту.
При ограниченном бюджете можно самостоятельно изготовить механическое устройство, которое не будет уступать по качеству заводским изделиям.

