

Из чего состоит сварочный электрод – виды покрытий, маркировка, классификация
Чтобы создать условия для стабильного горения дуги, а также придать сварному шву требуемые свойства, используется специальное покрытие сварочных электродов, представляющее собой порошкообразный материал, которым покрывается изделие. От качества такого покрытия напрямую зависят эффективность выполняемой сварки и прочность свариваемых конструкций.

Покрытые сварочные электроды
Свойства компонентов покрытия электрода
Для того чтобы шов вышел хорошего качества, нужны специальные компоненты. Итак, выполняя сварочные работы, в зоне сварки нужно обеспечить создание самых подходящих условий для быстрого и надежного соединения металлических поверхностей. Перечислим основные задачи, которые выполняют электроды со спецпокрытием.
Стабилизация разряда дуги
Чтобы сварная дуга имела максимальную стабильность, электроды покрываются специальными веществами, которые имеют низкую величину потенциала ионизации. Это приводит к тому, что при выполнении сварочных работ дуга насыщается свободными ионами, стабилизирующими процесс горения. Сегодня покрытие электродов может включать в себя такие компоненты, как поташ, натриевое или калиевое жидкое стекло, мел, титановый концентрат, барий углекислый и прочее. Данные покрытия носят название ионизирующих.
Защита области сварки от атмосферных газов
Компоненты, входящие в состав покрытия электрода, способствуют созданию защитного облака, состоящего из диоксида углерода и монооксида углерода, а также участвуют в образовании шлакового слоя, образующегося на сварном шве и укрывающим сварочную ванну от газов, содержащихся в окружающем воздухе. К образующим газ компонентам относятся декстрин, целлюлоза, крахмал, пищевая мука и другие. А шлак образуют каолин, мрамор, мел, кварцевый песок, титановый концентрат и прочее.
Компоненты покрытия электрода и их свойства
Помимо защиты шва от содержащихся в воздухе газов шлак способствует снижению скорости охлаждения металла и его последующей кристаллизации, что в свою очередь благоприятно сказывается на выходе из свариваемого металла газов и ненужных примесей.
Легирование металла шва
Легирование способствует улучшению ряда свойств сварного шва. Основные металлы, которые способствуют легированию, – это титан, марганец, кремний и хром.
Раскисление расплава
Во время сварки очень важно удалить кислород из металла, для чего используются специальные раскислители – это вещества, вступающие в реакцию с кислородом эффективнее железа, и связывающие его. Это титан, молибден, алюминий или хром, добавляемые как ферросплавы в состав покрытия электрода.
Связывание всех составных элементов воедино
Покрытые электроды нуждаются в крепкой связи покрытия со стержнем, а также всех составляющих элементов покрытия между собой. При этом главным связующим компонентом является силикат натрия или жидкое калиевое стекло. Стоит напомнить, что жидкое стекло (по сути силикатный клей) еще и отлично стабилизирует сварочную дугу, что делает его незаменимым компонентом электродов всех видов.
Особенности покрытий
Состав и толщина используемых покрытий оказывает непосредственное влияние на такие показатели как стабильность электродуги, вязкость расплавленного металла, а также шлака, особенности поведения металла при переходе в сварочную ванну и прочее.
Химический состав покрытия
Выделяют следующие виды покрытий в зависимости от входящих в его состав компонентов.
Рутиловые
В их основе – минерал рутил, который составляет основную часть покрытия, остальные компоненты — это кремнезем, карбонат магния или кальция, ферромарганец. Электроды с рутиловым покрытием отличаются тем, что переход металла в сварочную ванну происходит с минимальным разбрызгиванием. Шов получается ровным, характеризуется легким отделением окалины, что способствует высокому качеству выполняемой работы. Рутиловые электроды также обеспечивают повторное легкое зажигание дуги, делая процесс сваривания более быстрым. Также к достоинствам такого покрытия относится то, что оно безопаснее для здоровья сварщика.
Рутиловые электроды бывают не только чистого типа, но еще и смешанного: рутилово-основные, рутилово-целлюлозные, рутилово-кислые. Вся совокупность электродов с рутиловыми покрытиями позволяет работать практически с любыми видами швов.
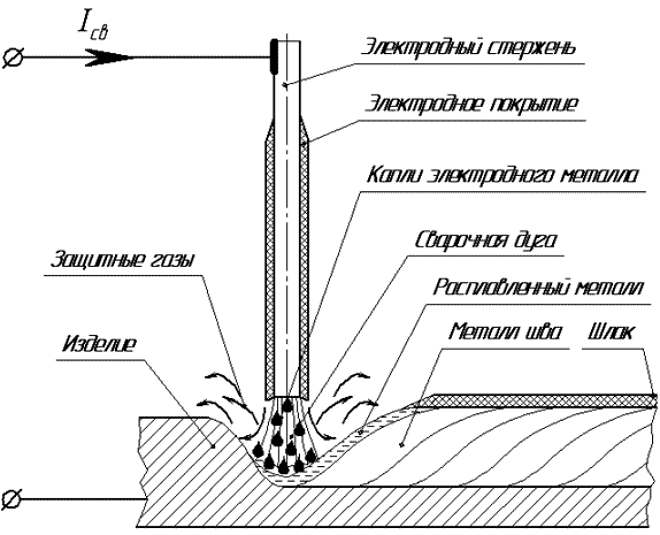
Схема сварки покрытым электродом
Основная особенность покрытий этого вида – создание в процессе сваривания большого объема газов и небольшого процента шлаков, что весьма удобно при варке вертикальных швов. Электроды с целлюлозным покрытием могут включать в свой состав органические смолы, тальк, собственно целлюлозу и разные ферросплавы. Единственным недостатком такого покрытия является низкая пластичность металла шва, которая вызвана большим объемом водорода, выделяющимся при сгорании органики, а также повышенная разбрызгиваемость металла.
Основные
В состав таких электродов входят карбонаты магния и кальция, в качестве которых чаще всего выступают мрамор, доломит и магнезит. Лучше всего сварочные работы на таких электродах выполнять при постоянном токе, поскольку при переменном добавляемый в такие электроды (для разбавления шлака) плавиковый шпат может ухудшать качество шва. Но при небольшом количестве плавикового шпата в составе покрытия вполне допускается работать с переменным током.
Электроды с основным покрытием используют при сваривании ответственных стальных конструкций, так как металл получаемого шва обладает высокой пластичностью. К особенностям при работе с такими электродами можно отнести тот факт, что швы получаются довольно грубыми и выпуклыми. Хранить их необходимо в сухом месте, потому что электроды такого типа отличаются высокой гигроскопичностью.
С железным порошком
Внедрение в состав покрытия железного порошка значительно увеличивает производительность труда. Проплавляющая способность дуги увеличивается, что положительно сказывается на качестве сварки соединений с повышенными или неравномерными зазорами, а также облегчает повторное зажигание дуги.
Кислые покрытия
Эти электроды покрываются оксидами железа и марганца, которые выделяют в сварочную дугу значительный объем кислорода. Это уменьшает поверхностное натяжение, придавая металлу большую тягучесть, повышая тем самым ее температуру и делая расплавленный металл более текучим. Что благоприятно сказывается на скорости работы, но повышает опасность подрезов.
Также марганец образует опасные оксиды, которые отрицательно влияют на здоровье сварщика, поэтому в последнее время такие покрытия заменили на рутилово-кислые.
При выборе сварочных электродов следует обязательно учитывать состав их покрытия, вид которого указан в маркировке.
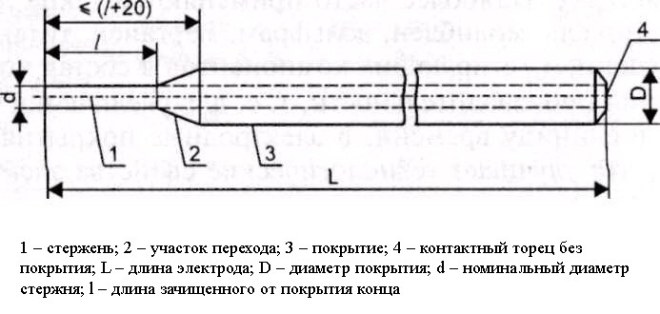
Схема сварочного электрода
Толщина покрытия электродов
ГОСТ 9466-75 регламентирует разделение электродов на несколько типов по толщине, отталкиваясь от соотношения внешнего диаметра электрода D к диаметру стержня d.
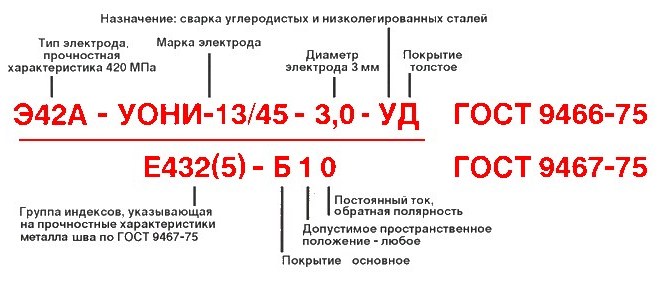
Маркировка электродов
Виды и марки электродов насчитывают десятки модификаций, поэтому для успешного ориентирования в их разновидностях была введена универсальная маркировка. Разумеется, по маркировке электрода всегда можно понять, какое покрытие он несет. Основные параметры в данном случае – это толщина и тип покрытия. Помимо этого в маркировке упоминается допустимое пространственное положение сварочного шва, а также род тока.
Пример расшифровки маркировки покрытого электрода
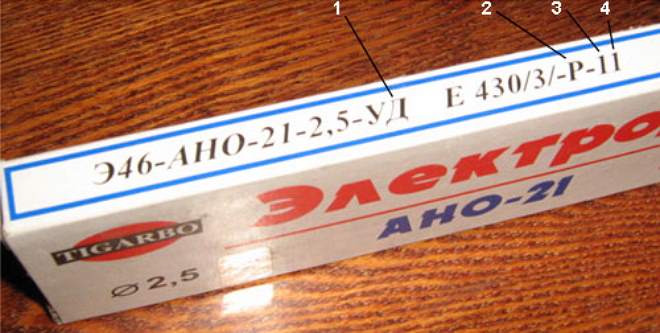
Для примера рассмотрим электрод Э46.
- 1 – указывает на толщину покрытия (Д – это толстое);
- 2 – означает тип покрытия (Р – это рутиловое);
- 3 — говорит о допустимом положении шва (1 – подходит для всех положений);
- 4 – это род тока (1 – означает переменный и постоянный любой полярности).
Влияние влажности на электроды
Содержащаяся во влажных электродах вода (а именно входящий в ее состав водород) крайне негативно влияет на качество сварных соединений, способствуя образованию трещин и ухудшая стабильность дуги. Чтобы удалить лишнюю влагу перед началом работы рекомендует прокалить электроды, что значительно повышает устойчивость электродуги и благоприятно сказывается на качестве швов. Для сварки особо важных конструкций необходимо использовать электроды с пониженным содержанием водорода.
Маркировка сварочных электродов
Производство покрытий для электродов
При производстве сварочных электродов необходимо не только точно соблюсти количественное содержание всех необходимых компонентов, но и обеспечить их равномерное распределение по всей длине покрытия. Для этого применяется точное оборудование, которое качественно измельчает используемые вещества, просеивает через систему сит, формирует обмазочный состав в нужной консистенции и наносит его на стержень.
После смешивания сухих компонентов к ним добавляют жидкое стекло, которое выступает в качестве связующего элемента, способствующего эффективному превращению сырья в единую массу. Получаемая в итоге паста наносится на электроды методом опрессовки, после чего они поступают в специальные камеры на просушку и дальше – на прокалку.
Грамотный выбор электродов для сварки поможет даже не самому опытному сварщику обеспечить должное качество сварочных работ, а также сэкономит время и средства.
Основные виды покрытий сварочных электродов, которые обязательно нужно знать
Покрытие сварочных электродов – гомогенизированная масса смешанных химических соединений, нанесенных на специальный металлический стержень. Главная задача таких веществ состоит в обеспечении требуемых свойств сварного шва и способствовать правильному, бесперебойному горению дуги при сварке. В зависимости от конечных целей производятся те или иные разновидности электродов с определенными свойствами. Их разнообразие, ассортимент постоянно обновляются на рынке. Разберемся детально в наиболее важных разновидностях.
Целлюлозные электроды

Такие покрытия изготовляются из целлюлозы (до 50%), которая состоит из органических материалов, где в основном используется древесная мука. В состав также могут входить ферросплавы, смолы органического происхождения, тальк. Целлюлозные электроды тонкие, образуют малое количество легкоудаляемого шлака и являются наиболее подходящими для позиционной сварки (при работе с вертикальными швами шлак не сползает вниз). Хорошие результаты получают при односторонней сварке в любом положении, при сваривании корня шва на трубопроводах. В таком случае обратный валик шва ровный и относительно аккуратный. При нагревании электроды диссоциируют на водород и диоксид углерода, которые, в свою очередь, служат в качестве защитных газов. Обычно используется источник постоянного тока. С помощью стабилизаторов для целлюлозных электродов может использоваться переменный ток. По ГОСТу соответствуют таким типам электродов: Э 42, Э 46 и Э 50.
Недостатки
Наплавленный метал содержит относительно повышенное количество водорода, понижающее пластичность сварного шва, в связи с чем вероятны холодные трещины. Характерны брызги.
Электроды с рутиловым покрытием


Как известно, рутил – титановый минерал. Для этой разновидности электродов в покрытии используют концентрат диоксида титана (TiO2), наносимый на стальные стержни. Он дает кислый шлак, обеспечивает газовую защиту из водорода, окислов азота и углерода. Эти электроды используются для низкоуглеродистых сталей в любых пространственных положениях. В классификации ГОСТа по механических свойствам сопоставимы с типом Э 42 и Э 46. Добавление небольшого количества целлюлозы в рутиловые электроды, обеспечивает дополнительный запас для газовой защиты. Иногда незначительное добавление целлюлозы в рутил дает дальнейшее повышение производительности, такая комбинация называется рутил-целлюлозное покрытие (RC). Кроме того, могут быть комбинации с основными и кислыми покрытиями (RB и RA соответственно).
Особенности. По сравнению с электродами на кислой основе, рутиловые «собратья» при сварке производят металл более стойкий к трещинам, они дают меньше брызг и стабильное, сильное горение сварочной дуги при переменном токе. Относительно не восприимчивы к ржавчине, окислениям, влаге. Рутиловые электроды дают просто отделяемый шлак, отлично показывают себя при сваривании вертикальных швов. Пористость возможна в редких случаях при нарушении технологии сварки, например, если для тонкого металла применяются слишком толстые электроды или есть зазоры в тавровых соединениях. Замечательно показывают себя на участках с короткими швами, где необходимы частые перерывы и повторные поджигания дуги.
Слабые стороны
Рутиловые электроды, попавшие под влияние влаги, можно использовать лишь через сутки (потребуется предварительное прокаливание около часа при температуре выше двухсот градусов по Цельсию). Нежелательно их эксплуатация для сваривания конструкций, подвергающихся высоким температурам и ползучести.
Электроды с кислым покрытием

Указанный тип покрытия электродов содержит оксиды металлов, включая оксид железа, силикаты и оксида марганца, которые производят кислый шлак. Соотносятся по ГОСТу с типами э 38 и Э 42. Могут использоваться постоянный и переменный ток. В связи с высоким содержанием кислорода, кислые электроды повышают температуру, делая металл сильно текучим. С одной стороны, перечисленные особенности способствуют быстрой сварке, а с другой могут привести к появлению пор и низкой прочности сварного шва, и подрезам. Для нивелирования этого добавляются некоторые раскислители, улучшающие механические свойства и способность шлака легко удаляться.
Недостатки
Удлиненная дуга, наличие ржавчины, окислов существенно повышают вероятность горячих трещин и пор в сварочном шве. Кислые электроды повышают содержание водорода в сварочной ванне. Они токсичны, обладают повышенным брызгообразованием.
Основные электроды или низководородные электроды

Базовый электрод разновидности содержит карбонат кальция, карбонат магния, фторид кальция и другие минералы (такие как плавиковый шпат). Эти электроды должны храниться в сухом состоянии и правильно подогреваться перед использованием. Газовая защита включает в себя углекислый газ с низким содержанием водорода и кислорода. Контроль водорода обеспечивает защиту от воздействия атмосферы, делает электроды пригодными для высоко- и низколегированных сталей, для сталей с низким содержанием углерода. При сварке под воздействием высоких температур дуги происходит диссоциация карбонатов, которая в конечном итоге способствует повышенной основности шлаков, появлению защитной среды газов практически без выделения водорода. Дополнительно водородную составляющую связывает фтористый кальций. Из-за таких особенностей разновидность получила свое второе название – фтористо-кальциевые электроды. Они незаменимы для сооружений с жесткой основой, для закалывающихся сталей, предрасположенных для появления холодных трещин, а также образуют швы не склонные к быстрому старению. Низководородные электроды в ручной дуговой сварке используют вне зависимости от пространственного положения. Швы могут быть значительной толщины.
Тип в соответствии с ГОСТ 9467-75 по механике наплавлений: сопоставляется с Э42А — Э50А.
Слабые стороны
Возможно возникновение пор в случае если свариваемый металл будет иметь ржавчину, окисления. Дуга при горении менее стабильна чем у других видов электродов. Применяется преимущественно с постоянным током. Для переменного потребуется поташ или специальный калий-натриевые соединения сочетании с прогревом электродов (до 400 °C).
Электроды с примесью железного порошка
Железный порошок добавляют во все типы покрытий для повышения эффективности электродов. Дополнительный порошок железа увеличивает скорость осаждения. Это уменьшает напряжение, позволяет целлюлозным электродам справиться с переменным током. Кроме того, добавка контролирует вязкость шлака. Свойство весьма полезное в позиционной сварке.
Выводы
Подведем краткие итоги в табличном виде.
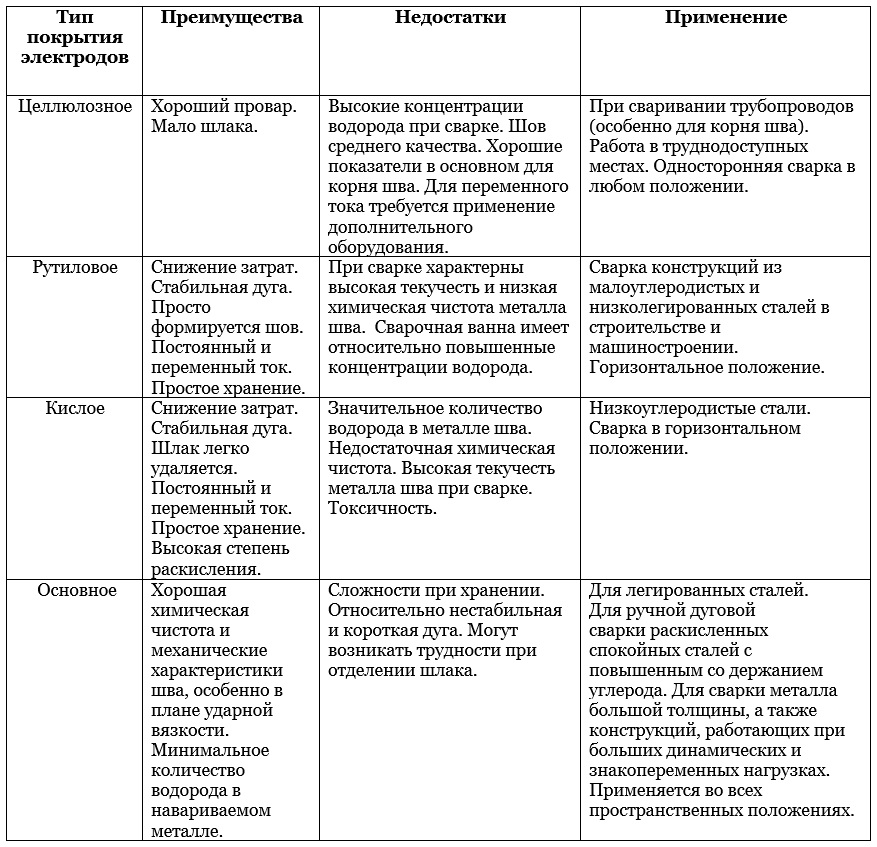
Покрытие сварочных электродов отличается своими параметрами, свойствами, сферой применения. Мы рассмотрели основные виды покрытий, обозначили главные преимущества, недостатки. Надеемся, что материал будет максимально полезным для вас, наши уважаемые читатели.
Электродные покрытия
Назначение. Для выполнения ряда функций, позволяющих получить сварной шов требуемых свойств и установленного качества.
Функции основные:
- защита дуги от контакта с газами атмосферы (кислород, азот, водород);
- защита металла сварочной ванны расплавленным шлаком от окисления, азотирования и наводороживания;
- защита кристаллизирующегося шва от зашлаковки, порообразования, кристаллизационных трещин шлаковой системой;
Функции дополнительные:
- стабилизация процессов зажигания дуги и её горения в широком диапазоне рабочих режимов;
- раскисление металла сварочной ванны;
- рафинирование металла шва;
- легирование сварного шва.
Конструкция покрытия
Электродное покрытие – это смесь измельченных компонентов и связующего вещества, нанесенная на металлический стержень методом опрессования или (реже) окунанием. Покрытия составляют на базе комбинированной газошлаковой защиты плавящегося металла. В одних видах покрытий имеет место шлаковая защита сварочной ванны, а в других – газовая.
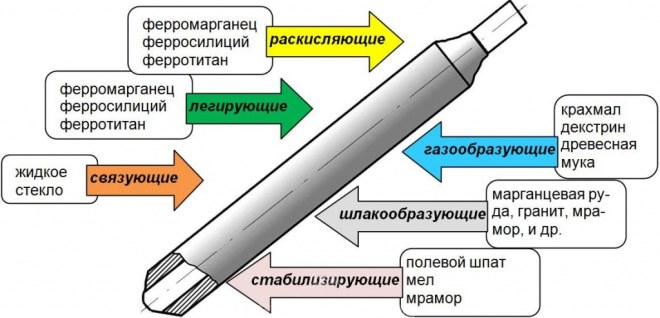
В состав электродных покрытий входят:
- Стабилизирующие элементы процесса зажигания и горения дуги в виде щелочных и щелочно-земельных металлов: калия, натрия, цезия, кальция.
- Газообразующие компоненты, создающие газовую защиту дуги и сварочной ванны в виде органических веществ: крахмала, древесной муки, декстрина и др.
- Шлакообразующие составляющие: полевой шпат, кремнезем, каолин, тальк, рутиловый концентрат, плавиковый шпат и др.
- Раскислители – вещества, способствующие восстановлению окиси железа, имеющие большее сродство с кислородом, чем железо. В качестве раскислителей используют ферромарганец, ферросилиций, ферротитан и др.
- Легирующие элементы (марганец, хром, никель, молибден, ванадий и др.) для придания шву специальных свойств.
- Пластификаторы – составляющие в виде слюды, целлюлозы, бентонита, каолина и др. для повышения пластичности обмазки.
- Рафинирующие компоненты (соединения марганца и окись кальция),выводящие из сварочной ванны серу и фосфор в шлак.
- Связующие вещества – натриевое, калиевое и натриево-калиевое жидкое стекло.
Большая часть составляющих покрытия выполняет одновременно несколько функций. Например, мрамор, магнезит и доломит являются как газообразующими, так и шлакообразующими; нолевой шпат, слюда, жидкое стекло – шлакообразующими и связующими; ферросплавы – раскислителями и легирующими.
Виды покрытий
Кислое – А

Характеристики. Такие электроды малочувствительны к образованию пор в швах при наличии окалины и ржавчины на кромках свариваемого металла. Обладают малой склонностью к порообразованию при сварке длинной дугой и на форсированных режимах. Высокопроизводительны. Обеспечивают стабильность процесса сварки на переменном токе и легкое зажигание дуги при невысоком напряжении холостого хода источника питания.
Металл шва соответствует кипящей стали. Наводороживание металла шва ограничивает использование таких электродов для сварки закаливающихся углеродистых и легированных сталей.
Для электродов с кислым покрытием недопустима высокотемпературная прокалка. Недостаточная отделяемость шлака способствует “зашлаковке” шва при многослойной сварке. К недостаткам этих электродов следует отнести повышенное разбрызгивание и высокую токсичность.
Применение. Для сварки неответственных конструкций из низколегированных сталей в строительстве и машиностроении. Эффективны при сварке в нижнем положении, но могут быть использованы для вертикальных и горизонтальных швов.
Основное – Б
(фтористо-кальциевое)

Характеристики. Малая окислительная способность покрытия обеспечивает хорошее раскисление и легирование наплавленного металла. В металле шва понижено содержание водорода,кислорода, примесей серы и фосфора. Шов стоек к образованию горячих трещин и сероводородному растрескиванию.
Электроды требуют прокаливания непосредственно перед сваркой, чтобы не возникало пор.
Нестабильность горения дуги позволяет вести сварку только постоянным током обратной полярности. Удлинение дуги и большие зазоры приводят к старению и охрупчиванию металла шва из-за насыщения его азотом.
Применение. Для сварки закаливающихся сталей, склонных к образованию холодных трещин; сталей с повышенным содержанием серы и фосфора; хорошо раскисленных спокойных сталей с высоким содержанием углерода и серы; низко- и высоколегированных сталей, работающих при больших динамических и знакопеременных нагрузках в коррозионноактивных средах при высоких температурах. Эффективны при многослойной сварке во всех пространственных положениях конструкций с высокой жесткостью, трубопроводов с сероводородной средой.
Целлюлозное – Ц

Характеристики. Из-за небольшой толщины покрытия количество легкоудаляемого шлака невелико. Благодаря глубокому проплавлению обеспечивается качественная сварка корневого шва без пор и зашлаковок при значительных зазорах стыкуемых кромок. Дуга горит стабильно на переменном и постоянном токах.
При сварке возможно наводороживание металла шва. Он становится склонным к образованию горячих трещин при увеличенном содержании в стали углерода и серы.
Недостатки: разбрызгивание металла и чувствительность электродов к перегреву при прокаливании.
Применение. Эффективны при сварке корневого шва магистральных трубопроводов из низкоуглеродистых сталей. Целесообразны в строительно-монтажном производстве при односторонней сварке с гарантированным проплавлением корневого шва. Не следует использовать для сварки закаливающихся сталей с повышенным содержанием углерода и легирующих элементов.
Рутиловое – Р
Характеристики. Электроды не склонны к образованию пор в швах при сварке по окалине и ржавчине, не чувствительны к изменениям длины дуги. Позволяют выполнять сварку по загрунтованным покрытиям без снижения механических свойств металла шва. Обеспечивают легкое зажигание дуги, стабильность ее горения как на переменном, так и на постоянном токе. Легко отделяется шлак, разбрызгивание минимально, качественно формируется шов в вертикальном и потолочном положениях. При этом обеспечивается плавный переход шва к основному металлу, что исключает образование усталостных трещин при знакопеременных нагрузках. Малая склонность к образованию пор при зажигании дуги исключает появление пор в кратерах (“Стартовой пористости”).
Применение. Для сварки конструкций из низколегированных и низкоуглеродистых сталей. При средней и большой толщине покрытия сварка во всех положениях. При особо толстом покрытии – в нижнем положении. Электроды с большим количеством железного порошка используют для сварки среднеуглеродистых сталей. Не следует применять для конструкций, работающих при высоких температурах.
Покрытие сварочных электродов — особенности и виды
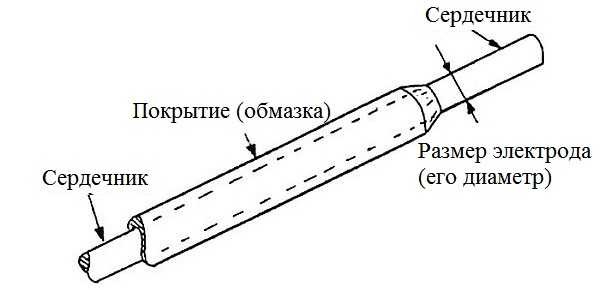
Электроды для сварки представляют собой стержень, защищенный специальным покрытием. Его также называют обмазкой. Покрытие сварочных электродов выполняет роль барьера между сварочной зоной и воздухом. Оно исключает окислительный процесс. Обмазка применяется для всех типов электродов, работающих как с черными, так и с цветными металлами и сплавами.

Назначение покрытия
Главная задача обмазки (верхней части электрода) — это защита металла во время сварки. Окисление, возникающее при взаимодействии с воздухом, отрицательно сказывается на качестве соединения. Шов становится непрочным. В нем могут образовывать трещины и поры, из-за чего он просто разрушится.
Покрытие работает таким образом. Во время сварки на каплях электродного металла образуется шлаковая оболочка. При движении дуги вдоль расплавленной поверхности, шов покрывается шлаковой коркой, защищающей его от внешних воздействий.
Шлаковая корка замедляет остывание металла и снижает скорость его застывания. Благодаря этому из него выходят деструктивные включения, снижающие прочность шва. Защитное напыление стержней состоит из большого количества защитных элементов. Основными компонентами являются концентрат титана и каолин.
Обмазка выполняет несколько очень важных функций:
- Защита дуги и сварочной ванны от имеющихся в воздухе кислорода, азота и водорода. Защита состоит из 2 уровней. Первый — это пары углекислого газа, второй — углеродные окиси, укрывающие рабочую зону и шлаковые образования.
- Обмазка способствует образованию шва без пор, трещин и зашлакованных участков.
Среди других, не менее важных функций, нужно отметить:
- Стабильное горение дуги в различных режимах работы и простое зажигание. Стабильность достигается за счет наличия в покрытии элементов, стойких к ионизации в больших объемах. В результате ионы стабилизируют горение дуги.
- Благодаря ферросплавам из сварочной ванны удаляется кислород, являющийся причиной образования пор. Ферросплавы связываются с кислородом и выводятся в виде испарений.
- Покрытие способствует очистке металла соединения от лишних примесей.
Диаметр и толщина покрытия
Существует огромное количество марок и моделей электродов, рассчитанных на работу с разным материалом. Они учитывают нагрузку и условия, в которых будут находиться сваренные конструкции и изделия.
Электроды имеют 2 значения диаметра: с обмазкой и без. Диаметр прутка очень важен при выборе расходных материалов для предстоящих работ. Как мы знаем, чем толще металл, тем больший диаметр электродов требуется для его сварки.
Исходя из диаметра стержня и толщины металла, выставляется сила тока на аппарате. Необходимо правильно ее подобрать. Если она окажется слишком большой, вы прожжете металл, а если слишком маленькой, то не сможете зажечь дугу.
В большинстве случаев за диаметр принимается величина сердечника вместе с покрытием, поскольку эффективность работы обеспечивается как раз за счет обмазки. Без нее было бы сложно сделать качественное и надежное соединение.
При выборе электродов большое внимание уделяется толщине самой обмазки. Под каждый диаметр сердечника подбирается определенная толщина обмазки. Можно выделить 4 группы электродов, которые отличаются между собой толщиной покрытия:
В качественных электродах толщина покрытия варьируется от 0,5 до 2,5 мм. С учетом железного порошка, диаметр составит 3,5 мм, а масса примерно половину от общего веса изделия. Электроды с таким соотношением покрытия и сердечника применяются когда нужно сделать надежное соединение, рассчитанное на большие нагрузки.
У тонких электродов толщина обмазки не превышает 0,3 мм. Оно предназначено для стабилизации горения дуги и не оказывает влияния на качество полученного металла.
Виды покрытия
Давайте подробнее рассмотрим виды обмазок. Всего можно выделить 4 главных типа покрытия, которые наносятся при изготовлении прутков:
- основное — в маркировке обозначается буквой Б;
- кислое — обозначается буквой А;
- целлюлозное — Ц;
- рутиловое — Р.
Покрытие выбирается в зависимости от типа металла, с которым вы собираетесь работать, нагрузки на конструкцию или деталь и т. д. Теперь рассмотрим каждый вид покрытия.
Основное
Покрытие позволяет легко избавляться от кислорода в металле. Шов, выполненный электродом с основным покрытием не будет иметь горячих трещин. Чтобы в соединении не появлялось пор, электроды нужно прокаливать.
Поддерживать стабильное горение с таким покрытием сложно. Поэтому для большинства подобных электродов потребуется постоянный ток обратной полярности.

Основное покрытие подходит для сварки изделий и конструкций, сделанных из закаливающейся стали, в которых могут появляться холодные трещины. Такими электродами выполняется сварка материалов с большим содержанием серы и фосфора.
Стержни с такой обмазкой часто используются при сварке в несколько слоев для конструкций с повышенными требованиями жесткости.
Кислое
Кислое покрытие позволяют почти полностью исключить возможность образования пор в швах. Поэтому стержни с такой обмазкой применяют при сварке ржавых поверхностей. Данное покрытие обеспечивает стабильное горение дуги и ее легкое зажигание.

Такие электроды применяют, когда к конструкциям и деталям предъявлены минимальные требования. Их можно использовать как при постоянном, так и при переменном токе. Среди основных недостатков можно отметить: большие брызги, токсичные испарения, возможность появления горячих трещин.
Целлюлозное
Электроды с таким покрытием отличаются качественным горением дуги. Зачастую их используют с постоянным током. Их применяют при установке корневых швов в трубопроводах, сделанных из стали с небольшим содержанием углерода.

Стержни с данным покрытием используются для односторонней сварки с хорошим проплавлением корневых швов. Ими можно эффективно работать в вертикальном положении.
Целлюлозное покрытие не подходит для работы с металлами с большим содержанием углерода и легирующих компонентов. Также оно плохо переносит большую температуру и дает много брызг во время работы.
Рутиловое
Это очень распространенная обмазка. Она позволяет без проблем варить даже стали со ржавчиной и следами окалины. Шов, образуемый при работе такими электродами, полностью защищен от горячих трещин.
Рутиловое покрытие дает возможность соединять даже загрунтованные поверхности. Шов будет прочным и надежным. Стержни с такой обмазкой дают возможность работать с любым типом тока и обеспечивают стабильную дугу. Брызги во время сварки практически отсутствуют, что экономит материал и защищает сварщика от ожогов. При работе рутиловыми электродами, в швах не появляются поры.
При работе средними и толстыми стержнями, сварка допускается в любом положении. Если свариваемый материал имеет очень большую толщину, его сварку следует проводить в нижнем положении.
Конструкции и изделия, к которым предъявлены требования стойкости к высоким температурам не желательно варить рутиловыми электродами.
Заключение
Покрытие сварочных электродов напрямую влияет на эффективность работы и качество соединения. Кроме того обмазка определяет функции и назначение электродов.
Покрытия и изделия в целом, создаются в соответствии с правилами ГОСТа, написанными для конкретных сварочных работ и электродов. Стержни с разной обмазкой могут отличаться по цене и параметрам. Это зависит от сферы применения и задач, которые они должны выполнять.
Покрытие сварочных электродов
Стабилизация дугового разряда
Обеспечение необходимых характеристик шва
- Защита зоны сварки от азота, кислорода и водорода (водорода в составе паров воды), содержащихся в воздухе. Защитные компоненты покрытия создают на пути атмосферных газов два барьера – газовое облако, состоящее из углекислого газа, окиси углерода и прочих газов, и шлаковый слой сложного состава, плавающий на поверхности расплавленного металла. К газообразующим компонентам относятся крахмал, древесная зола, хлопчатобумажная пряжа, пищевая мука, декстрин, целлюлоза. К шлакообразующим – титановый концентрат, каолин, марганцевая руда, мел, мрамор, кварцевый песок. Шлак не только защищает сварочную ванну от вредных газов, но и снижает скорость охлаждения и кристаллизации металла, способствуя тем самым более полному выходу из него газов и вредных включений.
- Раскисление расплавленного металла, т.е. удаление из него кислорода путем его связывания. В качестве раскислителей выступают вещества, которые легко (легче, чем железо) вступают в реакцию с кислородом. Это такие металлы, как молибден, титан, хром, алюминий, входящие в состав покрытия в форме ферросплавов.
- Легирование металла шва с целью улучшения его физических, механических и химических свойств. Эту функцию выполняют в основном хром, молибден, марганец, кремний, ниобий, титан – в виде чистых металлов или ферросплавов. Легирование шва может выполняться также с помощью присадочной проволоки.
- Связывание всех компонентов, входящих в покрытие, друг с другом, а всего покрытия в целом – со стержнем электрода. Основным связующим веществом является натриевое (силикат натрия) или калиевое жидкое стекло, которое выполняет одновременно и функцию стабилизации дуги. Жидкое стекло (силикатный клей), кстати сказать, является веществом, которое входит в покрытие электродов всех типов – настолько удачным оказалось соединение в нем связующих и стабилизирующих качеств.
Важен не только химический состав, но и физические свойства покрытия, в частности, температура его плавления. Она не имеет строго определенного значения, поскольку покрытие является многокомпонентным. Обычно её значение варьируется в пределах 1100-1200°С.
Виды, состав и характеристика различных типов покрытий электродов
Толщина. В соответствии с ГОСТ 9466-75, по толщине, определяемой отношением наружного диаметра электрода (D) к диаметру его стержня (d), покрытия подразделяются на следующие типы в зависимости от отношения D/d:
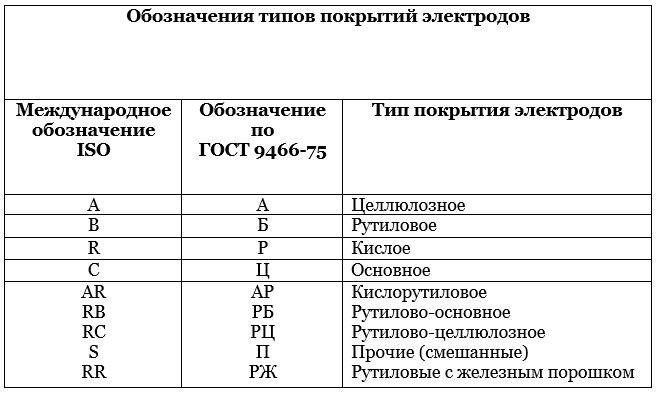
Химический состав. В зависимости от химического состава различают следующие виды покрытий электродов:
- кислое – обозначается А (А);
- основное – Б (B);
- целлюлозное – Ц (C);
- рутиловое – Р (R);
- смешанного типа – (RB, RA, RC и пр.);
- прочие виды покрытий – П.
В скобках приведены обозначения по европейскому стандарту DIN EN 499 (C – cellulose, A – acid, R – rutile, B – basic). Встречающееся иногда обозначение RR означает “рутиловое толстое”.
Кислые покрытия. Кислые покрытия, состоящие в основном из железной и марганцевой руды (оксидов железа и марганца), выделяют в дугу большое количество кислорода, который повышает ее температуру и снижает поверхностное натяжение расплавленного металла, делая его очень текучим. Это дает возможность увеличивать скорости сварки, но одновременно повышает опасность подрезов. Кроме этого, наличие в покрытии токсичных оксидов марганца делает сварку такими электродами небезопасной для здоровья сварщика. Поэтому чисто кислые покрытия используются в наше время ограничено. Их заменили смешанные рутилово-кислые (RA).
Рутиловые покрытия. Рутиловые покрытия состоят преимущественно из природного концентрата рутила (двуокиси титана TiO2), кремнезема (гранита, полевого шпата, слюды), карбонатов кальция и магния, ферромарганца. Электроды с рутиловым покрытием обеспечивают переход металла стержня в ванну малыми или средними каплями и характеризуются спокойным расплавлением с небольшим количеством брызг. Шов имеет тонкий рисунок, шлак легко отделяется от металла шва.
Очень важной особенностью электродов с рутиловым покрытием является легкость повторного зажигания дуги, обусловленная наличием TiO2. При этом не требуется даже удалять пленку в кратере электрода, поскольку она (при достаточно высоком содержании TiO2) обладает проводимостью полупроводника и обеспечивает зажигание дуги без соприкосновения стержня с основным металлом. Это достоинство рутиловых покрытий создает большое удобство при работе короткими швами, когда требуется часто прерывать дугу.
Рутиловые покрытия менее вредны для здоровья сварщика, чем другие.
Помимо чисто рутиловых покрытий, широко распространены смешанные: рутилово-целлюлозный тип (RC), рутилово-основной (RB), рутилово-кислый (RA), которые также обладают хорошими технологическими свойствами. Электродами с чисто рутиловыми и смешанными покрытиями (МР-3, АНО-21, АНО-4, ОЗС-6 и пр.) можно варить швы практически любого положения.
Основные покрытия. Покрытия основного типа состоят преимущественно из карбонатов магния и кальция (доломит, мрамор, магнезит). К ним добавляют в качестве разбавителя шлака плавиковый шпат (CaF2). Последний ухудшает работу при переменном токе, поэтому электроды с чисто основным покрытием предназначены для работы только на постоянном токе. Однако смешанные типы, имеющие меньшее содержание плавикового шпата, можно использовать и для работы с переменным током. Перенос металла в сварочную ванну происходит средними и крупными каплями, расплавленный металл получается вязкотекучим.
В отличие от прочих покрытий, образующаяся газозащитная среда минерального происхождения, состоящая в основном из СО и СО2, лишена водорода, приводящего к образованию холодных трещин в наплавленном металле. Из-за низкого содержания водорода, на базе основного покрытия изготавливают так называемые низководородные покрытия электродов.
Металл шва, сваренного электродами с основным покрытием, обладает повышенной пластичностью. Этими электродами сваривают ответственные конструкции.
Электродами с основным покрытием можно выполнять швы любого пространственного положения, однако из-за повышенной вязкости металла, швы получаются выпуклыми и грубоватыми.
Покрытия основного типа обладают повышенной гигроскопичностью, поэтому хранить их нужно в сухости. Основное покрытие имеют такие популярные электроды, как УОНИ 13/45 и УОНИ 13/55.
Целлюлозные покрытия. Целлюлозные покрытия состоят из целлюлозы, органических смол, ферросплавов, талька и прочих веществ. Главной особенностью сгорания в дуге покрытий с органическими веществами является образование большого количества защитных газов, и очень малого – шлака. Это делает их удобными для сварки вертикальных швов (шлак не стекает вниз).
К недостаткам электродов с целлюлозным покрытием относится значительное количество брызг при сварке и пониженная пластичность металла шва, обусловленная большим (относительно других покрытий) количеством водорода, образующегося при сгорании органических компонентов.
Покрытия с железным порошком. Иногда в покрытие вводят железный порошок. Электроды с железным порошком обеспечивают повышенную производительность труда, отчего их и называют иногда “высокопроизводительными электродами”. Железный порошок повышает проплавляющую способность сварочной дуги и обеспечивает качественную сварку стыковых соединений с нерегулярными или повышенными зазорами – даже при отсутствии подкладок. Кроме того, он улучшает повторное зажигание дуги.
Если покрытие содержит более 20% железного порошка, в его обозначение дополнительно вводится буква Ж. Например, обозначение РЖ означает – “рутиловое с железным порошком”. В качестве примера электрода с железным порошком в покрытии можно привести АНО-1.
Влажность покрытия электродов
Электроды с пониженным содержанием водорода в покрытии используются для сваривания ответственных конструкций из сталей с контролируемой вязкостью металла, в частности, корпусов судов.
Обозначение покрытий
Особенности производства покрытий
В общем виде технология приготовления и нанесения покрытий сводится к измельчению всех компонентов в несколько стадий (от грубого к тонкому), просеиванию на ситах, приготовлению обмазочной пасты с консистенцией влажной земли, нанесению ее на стержень методом опрессовки. Сначала смешиваются сухие компоненты, потом к ним добавляется связующее вещество (жидкое стекло). Было время, когда обмазка наносилась окунанием электродов. В настоящее время эта операция заменена на опрессовку, что позволило использовать менее сырую смесь.
Нанесение пасты производится на специальных прессах под большим давлением. При этом обращается особое внимание на концентричность расположения стержня относительно покрытия с целью обеспечения его равнотолщинности.
После опрессовки электроды отправляются на сушку и прокалку. В некоторых случаях из-за малой влажности обмазочной пасты операцию сушки пропускают, отправляя электроды сразу на прокалку, температура которой колеблется в зависимости от вида покрытия – от 150 до 400°C и выше.
Из истории покрытий
Сварка электродом с меловой обмазкой хотя и делала возможным сваривание металла в принципе, но не обеспечивала защиту расплавленной ванны от атмосферных газов. Швы, выполненные такими электродами, имели содержание азота в 50 раз, кислорода в 5-10 раз больше, чем основной металл. При этом содержание углерода в наплавленном металле уменьшалось в 4 раза. Все это делало возможным использования меловых электродов только для сварки неответственных конструкций. Выпуск электродов с многокомпонентными покрытиями, обеспечивающими вместе со стабилизацией дуги и защиту сварочной ванны от атмосферных газов, начался в СССР только в 1935 году.
Виды покрытий электродов
By WG – Posted on 22 Сентябрь 2010
По видам покрытий электроды подразделяются:
- А — с кислым покрытием, содержащим окиси железа, марганца, кремния, иногда титана;
- Б — с основным покрытием, имеющим в качестве основы фтористый кальций и карбонад кальция. (Сварку электродами с основным покрытием осуществляют постоянным током обратной полярности. Вследствие малой склонности металла к образованию кристаллизационных и холодных трещин, электроды с этим покрытием используют для сварки больших сечений);
- Ц — с целлюлозным покрытием, основные компоненты которого целлюлоза, мука и другие органические составы, создающие газовую защиту дуги и образующие при плавлении тонкий шлак. (Электроды с целлюлозным покрытием применяют, как правило, для сварки стали малой толщины);
- Р — с рутиловым покрытием, основной компонент рутил. Для шлаковой и газовой защиты в покрытие этого типа вводят соответствующие минеральные и органические компоненты. При сварке на постоянном и переменном токе разбрызгивание металла незначительно. Устойчивость горения дуги, формирование швов во всех пространственных положениях хорошее;
- П — прочие виды покрытий.
При покрытии смешанного вида используют соответствующее условное обозначение состоящее из нескольких букв.
Электроды с кислым покрытием. Основу этого вида покрытия составляют оксиды железа, марганца и кремния. Металл шва, выполненный электродами с кислым покрытием, имеет повышенную склонность к образованию горячих трещин.
По механическим свойствам металла шва и сварного соединения электроды относятся к типам Э38 и Э42 (электроды АНО-6).
Применение. Для сварки неответственных конструкций из низколегированных сталей в строительстве и машиностроении. Эффективны при сварке в нижнем положении, но могут быть использованы для вертикальных и горизонтальных швов.
Электроды с кислым покрытием не склонны к образованию пор при сварке металла, покрытого окалиной или ржавчиной, а также при удлинении дуги. Сварку можно выполнять постоянным и переменным током.
Электроды с основным покрытием.
Характеристики. Малая окислительная способность покрытия обеспечивает хорошее раскисление и легирование наплавленного металла. В металле шва понижено содержание водорода, кислорода, примесей серы и фосфора. Шов стоек к образованию горячих трещин и сероводородному растрескиванию.
Электроды требуют прокаливания непосредственно перед сваркой, чтобы не возникало пор.
Нестабильность горения дуги позволяет вести сварку только постоянным током обратной полярности. Удлинение дуги и большие зазоры приводят к старению и охрупчиванию металла шва из-за насыщения его азотом.
Металл, наплавленный электродами с основным покрытием, нанесенным на стержень из малоуглеродистой проволоки (Св-08, Св-08 А), соответствует по составу спокойной стали (содержание кремния 0,3—0,6%). При этом достигается высокая ударная вязкость металла швов (150—250 Дж/см 2 ) и значительно меньшая склонность к старению по сравнению с металлом швов, выполненных электродами с покрытиями других видов.
По механическим свойствам наплавленного металла электроды с покрытиями основного вида, нанесенными на стержни из малоуглеродистой проволоки (Св-08, Св-08 А), соответствуют типам Э42 А — Э50 А по ГОСТ 9467—75. К ним относятся УОНИ 13/45, УОНИ 13/55, ЦУ-5.

Применение. Для сварки закаливающихся сталей, склонных к образованию холодных трещин; сталей с повышенным содержанием серы и фосфора; хорошо раскисленных спокойных сталей с высоким содержанием углерода и серы; низко- и высоколегированных сталей, работающих при больших динамических и знакопеременных нагрузках в коррозионноактивных средах при высоких температурах. Эффективны при многослойной сварке во всех пространственных положениях конструкций с высокой жесткостью, трубопроводов с сероводородной средой.
После истечения указанного срока хранения электроды перед сваркой должны быть повторно прокалены. Прокалка электродов может производиться не более трех раз, не считая прокалки при их изготовлении. Многократные увлажнения и прокалки электродов (более четырех раз) отрицательно влияют на прочность и качество покрытий. Указанные условия хранения электродов по температуре и относительной влажности в кладовых не могут стабильно обеспечиваться без оснащения их кондиционерами. При хранении электродов в закрытых мешках из водонепроницаемой полиэтиленовой пленки или в закрытой таре, имеющей крышки с резиновым уплотнением, или в сушильных шкафах при температуре 80±20 °С сроки хранения электродов после прокалки не ограничиваются.
Электроды с целлюлозным покрытием. Покрытие этого вида содержит большое количество (до 50%) органических составляющих, как правило, целлюлозы. Металл, наплавленный целлюлозными электродами, по химическому составу соответствует, по степени раскисления, полуспокойной или спокойной стали. В то же время он содержит повышенное количество водорода. По механическим свойствам металла шва и сварных соединений электроды с целлюлозным покрытием соответствуют электродам Э42, Э46 и Э50.К ним относятся электроды АНО-4, МР-3. Для целлюлозных электродов характерно образование равномерного обратного валика шва при односторонней сварке на весу, а также обеспечение возможности сварки вертикальных швов способом сверху вниз.

Применение. Эффективны при сварке корневого шва магистральных трубопроводов из низкоуглеродистых сталей. Целесообразны в строительномонтажном производстве при односторонней сварке с гарантированным проплавлением корневого шва. Не следует использовать для сварки закаливающихся сталей с повышенным содержанием углерода и легирующих элементов.
Электроды с рутиловым покрытием.
Область применения рутиловых электродов — сварка конструкций из малоуглеродистых и низколегированных сталей в строительстве и машиностроении.
Электроды с рутиловыми покрытиями не следует применять для сварки конструкций, работающих при высоких температурах, вследствие повышенной чувствительности сварных швов к деформационному старению и низкой длительной пластичности. В условиях ползучести сварные швы, выполненные рутиловыми электродами, имеют повышенную склонность к растрескиванию. По механическим свойствам наплавленного металла электроды с рутиловыми покрытиями, нанесенными на стержни из проволоки Св-08, Св-08 А относятся к типам Э42—Э46 по ГОСТ 9466-75.К ним относятся электроды АНО-21, ОЗС-12

Рутиловые электроды не склонны к образованию пор в швах при сварке сталей, имеющих на поверхности окалину и ржавчину, не чувствительны к изменениям длины дуги. Поры в швах появляются при применении повышенных режимов тока при сварке тавровых швов с зазорами, а также при сварке тонкого металла электродами слишком большого диаметра. Рутиловые электроды позволяют производить сварку по грунтовочным покрытиям толщиной 20—25 мкм без образования пор в швах и без снижения механических свойств металла шва. Стойкость против образования горячих трещин металла шва несколько больше, чем выполненного электродами с кислым покрытием.
По сварочно-технологическим свойствам рутиловые электроды значительно превосходят электроды с покрытием основного вида. Они обеспечивают хорошую стабильность горения дуги при сварке переменным и постоянным током, имеют низкий коэффициент разбрызгивания металла, обладают легкой отделимостью шлаковой корки, а также являются лучшими для сварки в вертикальном и потолочном положениях швов. Это обусловлено тем, что образующиеся при плавлении покрытий титанаты обладают высокой способностью к коагуляции и быстро всплывают из жидкой ванны на поверхность металла. Кроме этого вязкость шлака рутиловых покрытий резко возрастает при снижении температуры. Такие шлаки называются «короткими». Вязкость шлаков электродных покрытий с большим содержания SiO2 уменьшается медленно при снижении температуры. Эти шлаки называются «длинными».
Важным преимуществом рутиловых электродов является также легкость зажигания дуги, определяемая наименьшей плотностью тока, при которой возможно существование дугового разряда.
Малая склонность к образованию пор при зажигании и кратковременном удлинении дуги способствует исключению так называемой «стартовой» пористости (образованию пор в кратерах). Электроды с рутиловыми покрытиями значительно превосходят основные по формированию швов и обеспечению плавного перехода от шва к основному металлу. Сопротивление усталости сварных соединений, работающих при знакопеременных нагрузках, существенно снижается при наличии концентраторов напряжений в местах перехода от швов к основному металлу, особенно при угловых швах. Поэтому, если плавность перехода в этих местах не может быть обеспечена механической обработкой, то для сварки таких соединений рутиловые электроды являются незаменимыми, т. к. они обеспечивают более высокое сопротивление усталости сварных соединений, чем выполненных электродами с кислыми и основными покрытиями.
Производительность и возможность сварки в различных пространственных положениях рутиловыми электродами зависит от толщины покрытия и содержания в нем железного порошка.
При средней толщине покрытия (коэффициент массы 35—45%) и содержании в нем до 20% железного порошка электроды пригодны для сварки в любом пространственном положении шва, при этом коэффициент наплавки составляет 8-9 г/А*ч.
При большой толщине покрытия (коэффициент массы 50—65%) и содержании в нем 30—35% железного порошка электроды имеют повышенную производительность (коэффициент наплавки до 12 r/A-ч), пригодны для сварки в любом пространственном положении шва, но наиболее эффективны при сварке конструкций, в которых большая часть швов выполняется в нижнем положении и имеет большую протяженность.
При особо толстом покрытии (коэффициент массы 90—160%) и содержании в нем 50-60% железного порошка электроды относятся к высокопроизводительным (коэффициент наплавки до 18 г/А-ч) и пригодны для сварки только в нижнем положении швов большой протяженности. Наряду с этим, введение большого количества железного порошка в покрытие рутиловых электродов снижает содержание углерода в шве, уменьшает неоднородность распределения серы по границам кристаллитов и внутри них, значительно повышает стойкость металла шва против образования горячих трещин.
Рутиловые электроды с большим количеством железного порошка в покрытии можно использовать для сварки среднеуглеродистых сталей без опасения возникновения горячих трещин в швах. Особо важным преимуществом рутиловых электродов перед электродами с другими видами покрытий является более низкая токсичность аэрозолей и газов, образующихся при сварке.

