
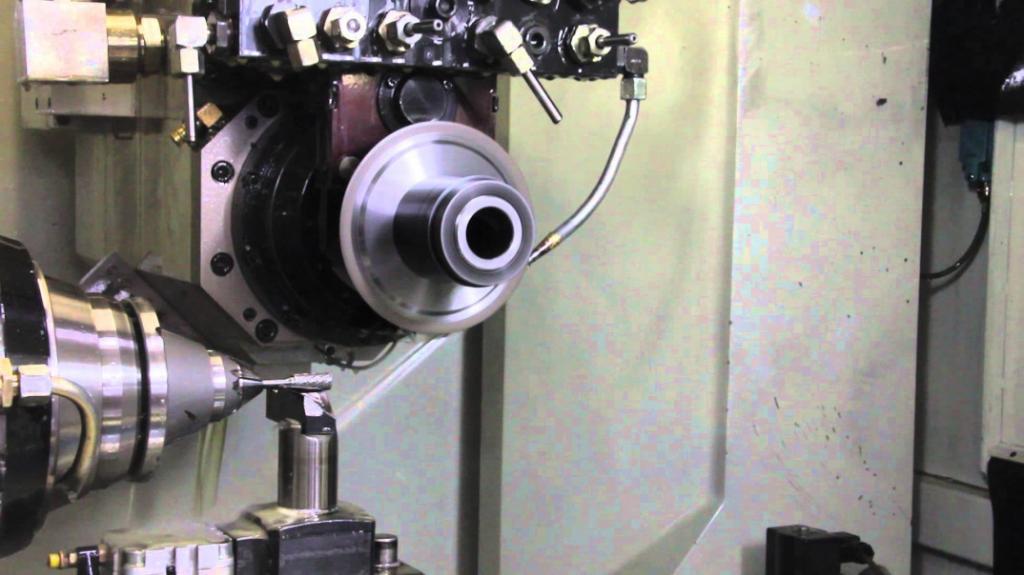
Советы по обработке металла твердосплавными борфрезами
 Когда требуется провести обработку металлических изделий, очень сложно обойтись без борфрезы.
Когда требуется провести обработку металлических изделий, очень сложно обойтись без борфрезы.
Обычно ее используют в комплекте с электродрелью. Применяются борфрезы и на стационарных станках, когда требуется выполнить обработку крупногабаритных деталей.
Твердосплавные борфрезы по металлу применяются также во многих технологических операциях:
- Очищение поверхности.
- Шлифование.
- Гравирование.
- Расточка отверстий.
Назначение
 Человечество много лет пользуется таким инструментом. Его постоянно пытались модернизировать. Однако конструкция такого приспособления не претерпела крупных изменений. Как и раньше, шарошка, или борфреза, состоит из двух частей: хвостовика для крепления в патроне, а также режущей части, выполняющей обработку детали.
Человечество много лет пользуется таким инструментом. Его постоянно пытались модернизировать. Однако конструкция такого приспособления не претерпела крупных изменений. Как и раньше, шарошка, или борфреза, состоит из двух частей: хвостовика для крепления в патроне, а также режущей части, выполняющей обработку детали.
Чтобы проводить технологические операции с помощью приспособления, применяют инструменты, способные создать скорость вращения шарошки около 60 000 об./мин. Использование борфрезы и ручного инструмента позволяет выполнять обработку и шлифование труднодоступных поверхностей.
Выбор инструмента
Чтобы правильно подобрать шарошку, необходимо учитывать несколько основных параметров:
- Вид обработки.
- Свойства материала обрабатываемой детали.
- Габариты.
Области применения
 Твердосплавные шарошки отличаются большими функциональными возможностями. Они нашли широкое применение во многих отраслях промышленности:
Твердосплавные шарошки отличаются большими функциональными возможностями. Они нашли широкое применение во многих отраслях промышленности:
- Станкостроение.
- Изготовление автомобилей.
- Электроника.
- Ювелирные изделия.
- Полиграфия.
Миниатюрные размеры рабочей части инструмента дают возможность обрабатывать поверхность сложных деталей, например, матриц. Определённый вид шарошки позволяет выполнять и другие технологические операции:
- Рисовать красивые узоры.
- Делать надписи.
- Шлифовать труднодоступные отверстия.
- Обрабатывать сложные и глубокие пазы.
В бытовых условиях твердосплавные борфрезы по металлу помогают домашним умельцам проводить большое количество операций. Закрепив шарошку в патрон электрической дрели, можно выполнить:
- Зачистку сварочного шва.
- Расточку отверстия.
- Удаление заусенцев.
- Отшлифовку металлической поверхности.
- Выравнивание поверхности детали до идеального состояния.
Как классифицируются борфрезы
Так как конструкция такого инструмента имеет много разновидностей, их разделяют на несколько групп в зависимости от их конструктивного исполнения:
Выбор инструмента выполняется с учётом технологической задачи, поставленной конструктором.
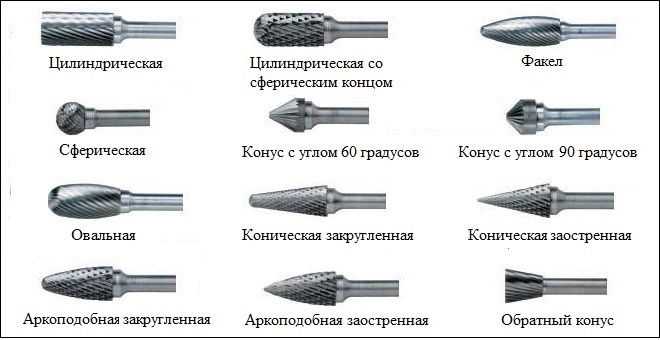
В зависимости от внешнего вида режущей части шарошки делятся на следующие категории:
- Круглые.
- Цилиндрические.
- Конические.
- Полуовальные.
- Овальные.
Чтобы выполнить определённую технологическую задачу, необходимо подобрать подходящую форму режущей части. Чтобы провести гравирование, требуется коническая форма. Шлифовальная операция требует наличия цилиндрической головки. Для обработки сварочных швов, а также работы с плоскими поверхностями необходима круглая форма.
Из чего изготавливается
Для изготовления инструмента используется несколько материалов:
- Углеродистая сталь.
- Электрокорунд.
- Абразивное напыление.
- Алмазная крошка.
- Твёрдый сплав.
 Шарошка, выполненная из обыкновенной, углеродистой стали, считается самой дешёвой. Она отличается очень небольшим рабочим ресурсом. Её обычно используют в разовых работах, не отличающихся большой интенсивностью. Подобные инструменты весьма эффективны, когда требуется провести несложную обработку мягкого металла.
Шарошка, выполненная из обыкновенной, углеродистой стали, считается самой дешёвой. Она отличается очень небольшим рабочим ресурсом. Её обычно используют в разовых работах, не отличающихся большой интенсивностью. Подобные инструменты весьма эффективны, когда требуется провести несложную обработку мягкого металла.
К профессиональному инструменту относятся алмазные борфрезы. Они свободно обрабатывают очень прочные материалы. Режущая часть такого инструмента может иметь любую конфигурацию и размеры.
Инструмент легко растачивает, а также проводит тонкое шлифование глубоких отверстий. Причём поверхность получается идеально ровной. Алмазными борфрезами в основном оснащены различные гравировальные установки.
Среди всех подобных инструментов твердосплавные борфрезы по металлу отличаются самым продолжительным ресурсом. Они используются на заводах и фабриках. Если закрепить твердосплавную борфрезу на высокооборотистый станок, можно легко обработать самые твёрдые металлы:
Твердосплавными борфрезами можно проводить подгонку металлических форм, а также финишную обработку металлической поверхности.
В зависимости от вида заточки режущей головки инструмент подразделяется на несколько групп:
- Тонкая нарезка.
- Универсальная.
- Ультратонкая.
- Для обработки алюминия.
Несколько профессиональных советов
Если вы хотите увеличить время работы борфрезы для обработки металла, необходимо соблюдать несколько правил:
 Когда обрабатывается металлическая поверхность, рабочая часть должна находиться в полном контакте с обрабатываемой деталью.
Когда обрабатывается металлическая поверхность, рабочая часть должна находиться в полном контакте с обрабатываемой деталью.- Хвостовик не должен дотрагиваться до обрабатываемого изделия. Борфреза может сломаться.
- Обрабатывая поверхность, необходимо исключить сильное давление на инструмент. Это может привести к перегреву шарошки и её поломке.
- Использование приспособления должно проводиться только на высокооборотистом оборудовании. Это позволит исключить заклинивание инструмента в металле. Высокая скорость даст возможность более тщательно обработать поверхность пазов.
- Для предотвращения сильного износа приспособления рабочая головка во время работы должна смазываться специальной смазкой. Она улучшит скольжение, а также уменьшит давление на инструмент.
- Для уменьшения износа режущей головки можно использовать особую суспензию. В её состав входит синтетическое машинное масло. Во время обработки инструмент постоянно смазывают таким составом.
- Не стоит начинать работу изношенной борфрезой. Придётся затратить немало физических усилий. Причём может поломаться сама фреза, а также используемое оборудование.
 Когда обрабатывается металлическая поверхность, рабочая часть должна находиться в полном контакте с обрабатываемой деталью.
Когда обрабатывается металлическая поверхность, рабочая часть должна находиться в полном контакте с обрабатываемой деталью.Техника безопасности
Когда работает борфреза, образуется много мелкой стружки. Во все стороны летит металлическая пыль. Поэтому, прежде чем начать работу, необходимо себя обезопасить. На руках должны быть перчатки, глаза защищены специальными очками, рот должна прикрывать защитная маска.
Борфреза. Финишная зачистка сварных швов

 Борфреза — это универсальный металлорежущий инструмент, предназначенный для высокоскоростной чистовой обработки поверхностей, отверстий и пазов сложной формы. Существуют борфрезы по дереву, камню, стеклу, но наибольшими технологическими возможностями обладают твердосплавные борфрезы по металлу.
Борфреза — это универсальный металлорежущий инструмент, предназначенный для высокоскоростной чистовой обработки поверхностей, отверстий и пазов сложной формы. Существуют борфрезы по дереву, камню, стеклу, но наибольшими технологическими возможностями обладают твердосплавные борфрезы по металлу.
Материал и конструкция
Борфреза представляет собой составной инструмент: к цилиндрическому хвостовику, изготавливаемому из среднеуглеродистых легированных сталей типа 30ХГСА, пайкой присоединяется рабочая часть. Она может быть:
- Из инструментальной углеродистой стали (У10А, У12А), часто предназначенные для дрели. Стойкость такого инструмента невелика, поэтому его используют при обработке относительно мягких материалов. Например, такой борфрезой на гравере можно оформлять рисунки кафельной плитки, либо керамической чашки. Второй вариант – редкость подобных работ в домашнем хозяйстве, из-за чего приобретать дорогую шарошку нецелесообразно.
- Из быстрорежущей стали типа Р6М5. Инструмент обойдётся дороже, зато и возможности его применения существенно расширяются. Высокая красностойкость быстрорежущих сталей позволяет эффективно обрабатывать практически все марки углеродистых и среднелегированных сталей. При этом тепловая деформация рабочей части незначительна, что позитивно сказывается на точности работ.
- Твердосплавные борфрезы, рабочая часть которых выполнена из металлокерамики типа ВК25 или ВК30 (встречаются также из безвольфрамовых твёрдых сплавов или минералокерамики). Таким инструментом можно шлифовать высокопрочные жаростойкие и нержавеющие стали, а также чугун.
- Особостойкие борфрезы с алмазным напылением рабочих кромок. Представляют собой профессиональный инструмент, и используются при массовом выполнении подобного рода операций. Отличаются максимальной стоимостью.
Рассматриваемую оснастку можно применять на любом оборудовании, которое оснащено вращающейся рабочей головкой, а патрон способен надёжно закрепить хвостовик борфрезы (диаметр хвостовой части чаще всего стандартный: 6 или 8 мм, хотя гравировальные шарошки отличаются более миниатюрными размерами). Среди такого оборудования – высокооборотистая электродрель, а также скоростной шлифовальный или сверлильный станок.
Единственное условие заключается в том, что борфреза является не силовым, а динамическим инструментом, и адаптирована под применение со скоростью вращения шпинделя не ниже 60000…65000 мин -1 .

Профили рабочей части борфрез
В зависимости от характера выполняемых работ, рабочая часть может иметь следующую конфигурацию:
- Цилиндрическую, предназначенную для обработки плоских поверхностей или тонкого снятия заусенцев. При наличии закругления на торце инструментом можно обрабатывать соответствующие радиусные переходы;
- Коническую, при помощи которой придаётся окончательная форма пазам или галтельным канавкам;
- Сферическую, которой выполняют зачистку и доводку посадочных гнёзд под подшипники, втулки и иные детали с цилиндрической образующей;
- Обратного конуса, с помощью которой удобно обрабатывать поднутрения (в таких случаях применение мобильного инструмента наподобие электродрели особенно оправдано);
- Специальной формы – параболической, овальной, усечённого конуса и пр. – для производства работ по специфическим траекториям.
Экспертами систематизированы рекомендации, которые касаются не только форм обрабатываемых борфрезами металлических поверхностей, но и материалов, из которых сделана деталь. Эти рекомендации касаются формы режущих элементов, которые всегда имеются на рабочей части шарошки. Они могут быть:
- Пирамидальными в сечении. Используются для массовых работ со всеми сталями и сплавами, за исключением алюминия;
- Мелколенточными, используемыми для обработки изделий из чёрных металлов и сплавов, а также углепластика;
- Крупноленточными, применяемыми при работах с алюминием и цинком;
- Треугольными: применяются для тех же целей, что и пирамидальные, но отличаются меньшей стойкостью.

Тип насечки рабочей части борфрезы определяет производительность и износостойкость инструмента. С увеличением площади контакта насечек с поверхностью детали, и при увеличении скорости резания наивысшую стойкость будут иметь алмазные борфрезы и борфрезы из быстрорежущей стали.
Ленточные насечки отличаются постепенностью нарастания усилия и практическим отсутствием ударных нагрузок в начальный момент. Именно поэтому применение таких насечек относительно метало- и минералокерамики обеспечивает повышенную стойкость твёрдосплавным шарошкам. Аналогично ведут себя и алмазные борфрезы.

Выбор типоразмера и эксплуатация
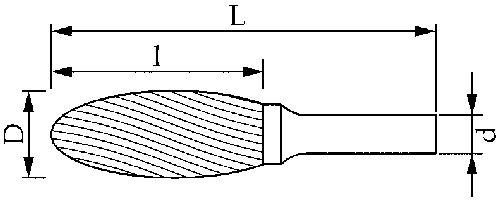
ГОСТ Р 52870-2007, которым регламентируется производство отечественного инструмента, устанавливает следующую маркировку. Рассмотрим пример:
Борфреза А 16 25 С 8 30. Элементы маркировки и классификации означают:
- Первая буква – тип рабочей части (А – цилиндрическая, С – сфероцилиндрическая, D – сферическая, Е – овальная, F – сфероконическая, G – сфероконическая с заострённым наконечником, Н – специальная форма, J, K, L, M, N – различные варианты оформления конической части).
- Второе число – диаметр режущей части в мм.
- Третье число – длина рабочей части в мм.
- Вторая буква – тип насечки на рабочей части (F – мелкая, М – средняя, С – крупная).
- Четвёртое число – диаметр хвостовика в мм.
- Пятое число – длина хвостовика в мм.
В конце обозначения обязательно должен быть указан ГОСТ.

Для верного выбора необходимо знать характер производимых работ, точность реза, и номинальное число оборотов, на которое рассчитана приобретаемая борфреза по металлу. Например, твердосплавная фреза для гравера с относительно небольшим числом оборотов (менее 40000 мин -1 ) может способствовать периодическому колебанию температур в теле рабочей части. Это может отрицательно повлиять на прочность паяного соединения рабочей части с хвостовиком, либо на быстрое выкрашивание режущих кромок. Стоит напомнить, что в случае затупления зуба инструмент восстановлению или заточке не подлежит.
При гравировке востребованы будут борфрезы с конической рабочей частью, при расточке или шлифовке – конические с углом захода 60…90º, а при зачистке заусенцев — цилиндрические борфрезы.
Наилучшую чистоту поверхности обеспечивают алмазные борфрезы, но для их успешного применения необходимо обеспечивать минимальный припуск на обработку – не более 0,10…0,12 мкм. Те же требования касаются и гравировальных операций, которые выполняются при помощи рассматриваемого типа инструмента.

При постоянной эксплуатации следует постоянно обеспечивать охлаждение рабочей части оснастки. Для этого инструмент периодически окунают в масло высокой вязкости, либо погружают рабочую часть в синтетический воск.
Распространённая ошибка – прикладывание значительных усилий к борфрезе. Во-первых, в месте пайки возникает изгибающий момент, который ускорит излом в месте соединения двух разнородных материалов. Во-вторых, резко возрастут усилие обработки и температура в месте контакта (это не касается лишь борфрез, изготовленных из быстрорежущей стали). Оснастку с изношенными насечками следует немедленно заменять на новые, благо борфрезы чаще продаются целыми наборами.
Борфреза по металлу: разновидности и особенности применения
Борфрезы, которые можно использовать в комплекте как со стационарным станком, так и с обычной электрической дрелью или шуруповертом, – это практически незаменимый инструмент в тех случаях, когда необходимо выполнить обработку изделий из металла. Кроме того, активно применяют борфрезу, которую также называют шарошкой или шарошечным долотом, для осуществления таких технологических операций, как зачистка поверхности из металла и ее шлифовка, гравировка, растачивание отверстий до требуемых размеров. Для того чтобы обработка, выполняемая при помощи борфрезы по металлу, была эффективной, надо не только разобраться в конструктивных особенностях такого инструмента, но и узнать, как его правильно выбрать.

Борфрезы для обработки металлов
Назначение и особенности инструмента
История борфрез насчитывает не один десяток лет, в течение которых данный инструмент постоянно совершенствовался. Между тем за время, прошедшее с момента изобретения борфрезы, ее конструкция практически не изменилась. Как и прежде, любая шарошка состоит из хвостовика, при помощи которого она фиксируется в патроне используемого оборудования, и рабочей части, выполняющей основную работу по резке.
Обработка при помощи борфрез осуществляется вращающимся инструментом, при этом скорость его вращения может доходить до 60 000 об/мин. В связи с этим при использовании шарошек следует учитывать, что оборудование, на которое они будут установлены, должно обеспечить им высокую скорость вращения.

Преимуществом использования борфрез в паре с ручным инструментом является возможность обработки труднодоступных поверхностей
При выборе борфрез по металлу руководствуются такими параметрами, как:
- тип обработки, которую предстоит выполнить;
- характеристики материала, из которого изготовлено обрабатываемое изделие;
- размеры обрабатываемых элементов.
Следует иметь в виду, что именно правильный выбор инструмента (наряду с его качественными характеристиками) оказывает основное влияние на результаты выполняемой обработки.

Насечка борфрезы должна соответствовать типу обрабатываемого материала
Борфрезы, предназначенные для работ по металлу, благодаря своим характеристикам и функциональным возможностям находят широкое применение во многих сферах. Это, в частности, машино- и автомобилестроение, электронная промышленность, ювелирное дело, полиграфия и др.
Борфрезами, рабочая часть которых может иметь очень миниатюрные размеры и различную конфигурацию, выполняют обработку рабочих поверхностей матриц и литейных форм, наносят на поверхность изделий из металла различные узоры и надписи, растачивают и шлифуют отверстия и пазы, отличающиеся даже значительной глубиной и сложной конфигурацией.

Граверные борфрезы для миниатюрных работ
Среди домашних умельцев борфрезы по металлу также пользуются большой популярностью. Используя такой универсальный и эффективный инструмент, установленный на обычную электрическую дрель или шуруповерт, можно быстро и аккуратно зачистить сварной шов, расточить отверстие или паз, снять с детали острые края, отшлифовать мелкие элементы из металла, сделать поверхность металлического изделия идеально ровной и гладкой.
Классификация борфрез
Различия в конструкции борфрез разных категорий позволяют оптимально подбирать такой инструмент для решения определенных технологических задач. Борфрезы по металлу классифицируются по своему конструктивному исполнению. Так, в зависимости от данного параметра они могут быть:
- одноконусными;
- двухконусными;
- трехконусными.
Каждый из представленных выше типов борфрез выбирается в зависимости от характера технологических задач, которые предстоит решить с их помощью.

Маркировка твердосплавеных борфрез
Форма рабочей (режущей) головки – еще один параметр, по которому борфрезы разделяются на различные категории. На сегодняшний день борфрезы выпускаются с рабочими головками следующих форм:
- цилиндрической;
- конической;
- круглой;
- полуовальной;
- овальной.
Формы режущей части борфрез по металлу
На выбор инструмента с рабочей головкой определенной формы также оказывает влияние характер предстоящих технологических задач. Например, для гравировки по металлу используется борфреза коническая, для расточки и шлифовки отверстий и пазов – инструмент с цилиндрической рабочей головкой, для зачистки сварных швов и обработки плоских поверхностей – шарошки, режущая часть которых имеет круглую форму.
Форма борфрезы подбирается в зависимости от конфигурации обрабатываемой поверхности
Если говорить о материале изготовления борфрез по металлу, то в зависимости от данного параметра они делятся на следующие категории:
- изготовленные из углеродистой стали;
- абразивные (борфрезы данной категории делятся на два типа: с металлической рабочей головкой, на поверхность которой нанесено напыление из абразивного материала, и с режущей частью, целиком выполненной из абразива – электрокорунда);
- с напылением из алмазной крошки (алмазные борфрезы);
- твердосплавные (к их хвостовику из углеродистой стали методом пайки крепится рабочая головка из твердого сплава).
Борфрезы по металлу, изготовленные из углеродистой стали, самые недорогие из представленных, но их рабочий ресурс минимальный. Приобретать шарошки данного типа можно в том случае, если использоваться они будут не слишком часто и не в интенсивном режиме. Свою эффективность борфрезы из углеродистых сталей проявляют при несложной обработке не слишком твердых материалов.

Простые борфрезы из углеродистой стали
Алмазные борфрезы, при помощи которых можно успешно выполнять обработку высокопрочных и хрупких металлов, являются профессиональным инструментом, подходящим как для домашнего, так и для промышленного использования. При помощи таких шарошек, рабочие головки которых могут иметь любые размеры и конфигурацию, можно выполнять расточку и тонкую шлифовку отверстий, при этом поверхность, формируемая после такой обработки, получается идеально ровной и гладкой. Именно алмазными борфрезами чаще всего оснащают гравировальные установки.

Борфрезы твердосплавные, отличающиеся самым высоким рабочим ресурсом среди инструментов подобного назначения, используются преимущественно в производственных условиях. Применяя твердосплавные борфрезы, которыми оснащается мощное и высокооборотистое оборудование, можно выполнять обработку металлов самой высокой твердости (чугуна, нержавеющей и жаропрочной стали, титана и др.).

Борфрезы из твердого сплава подходят для подгонки форм и завершающей обработки различных металлических поверхностей
Борфрезы, используемые для выполнения работ по металлу, различаются и по типу заточки режущей части. Так, в зависимости от данного параметра борфрезы могут быть:
- с тонкой нарезкой режущей части;
- с универсальной нарезкой;
- с ультратонкой нарезкой;
- предназначенные для выполнения работ по алюминию.
Рекомендации по правильному применению
Чтобы продлить срок службы борфрез по металлу, а также чтобы не нанести вреда оборудованию, следует придерживаться ряда несложных рекомендаций.
- Рабочую часть шарошки необходимо поддерживать в полном контакте с подвергаемым обработке металлом: это позволит повысить эффективность ее использования.
- Необходимо следить за тем, чтобы хвостовик не соприкасался с обрабатываемым изделием, что может привести к поломке борфрезы.
- На инструмент в процессе обработки нельзя оказывать сильного механического давления: это не только снизит ее эффективность, но и увеличит нагрузку на используемое оборудование, что может стать причиной его перегрева и быстрого выхода из строя.
- Чтобы избежать таких проблем, как образование неровностей и заусенцев на обрабатываемом изделии, а также заклинивание шарошки в металле, надо задать высокую скорость вращения инструмента. Работа борфрезой, вращающейся с высокой скоростью, кроме того, позволяет более тщательно выполнить обработку пазов и углов.
- Чтобы предотвратить интенсивный износ инструмента, на его рабочую головку в процессе обработки необходимо периодически наносить специальную смазку, которая уменьшит нагрузку на шарошку и улучшит ее скольжение по обрабатываемой поверхности. Замедлить износ режущей части позволяет также суспензия, состоящая из воска или синтетического машинного масла, в которую борфрезу периодически окунают в ходе обработки.
- Не следует выполнять обработку сильно изношенной борфрезой. Применение такого инструмента требует приложения значительных физических усилий, а также может стать причиной выхода из строя используемого оборудования и окончательной поломки самого инструмента.
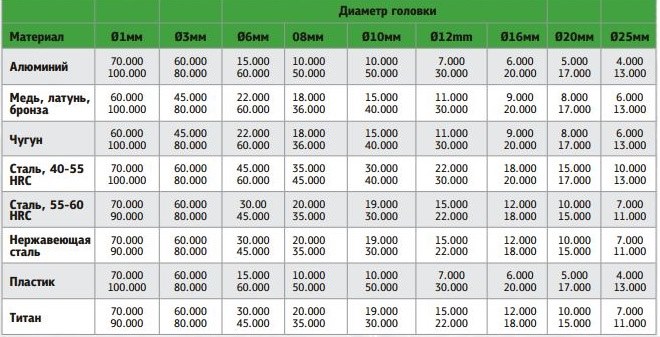
Рекомендованные рабочие скорости
При обработке с помощью борфрезы по металлу следует соблюдать меры безопасности, так как такой процесс связан с образованием большого количества мелкой стружки и металлической пыли. Кроме того, если вы используете некачественный инструмент, вы должны осознавать риск его поломки и вылета рабочей головки из зоны обработки, что может стать причиной серьезных травм. Таким образом, готовясь к работе с борфрезой по металлу, необходимо надежно защитить руки, органы зрения и дыхания.
Выбор и применение борфрез
Сегодня на рынке существует огромное предложение металлорежущего инструмента для ручных прямошлифовальных машин. Есть борфрезы самых различных модификаций. Наш интернет-магазин инструментов поможет вам сориентироваться в этом большом количестве предложений.




Назначение борфрез
Борфрезы предназначены для использования в машинах с электрическим приводом и в машинах с пневматическим приводом при скорости до 50000 оборотов в минуту. Эти борфрезы представляют собой металлический штифт-хвостовик, к которому крепится твердосплавная головка. Конфигурация головки твердосплавного бора (борфрезы) может быть различной. Она зависит от того, для чего именно будет применяться данная борфреза.
Дело в том, что при выборе борфрезы в интернет-магазине инструментов очень важно учесть, какие функции она будет выполнять. С помощью борфрезы можно зачищать сварные швы, обрабатывать пресс-формы, матрицы. Твердосплавные боры применяются в ювелирной промышленности, стоматологии и даже в маникюрном деле. Они обрабатывают обычную и нержавеющую сталь, титан, чугун, алюминий, инконель, графит, латунь, стекло и пластик.
С помощью борфрез удается работать быстро и точно даже в самых труднодоступных местах. На прямошлифовальной машине с установленной борфрезой удастся обработать металл там, куда не в состоянии подлезть мастер, вооруженный другим инструментом. Именно поэтому, чтобы обработка любого материала была максимально легкой и качественной, выбирая борфрезу необходимо руководствоваться следующими критериями.
Виды борфрез
Борфреза с обычной заточкой установленной на ней головки работает с максимальным использованием профиля зуба. Такойметаллорежущий инструмент при обработке поверхностей производит очень длинную стружку.
Для обработки цветных металлов следует выбирать твердосплавный бор с головкой для цветных металлов. Такая борфреза позволит по-максимуму снимать материал и при этом избежать налипания.
Борфреза с головкой укрупненной заточки предназначена для работы с мягкими металлами. Она обладает увеличенным профилем зуба и позволяет очень быстро снимать материал.
Борфреза с головкой, в которой есть укрупненный зуб, хороша для работы с неупрочненной сталью и сплавами. Она дает оптимально высокую производительность.
Твердосплавный бор с головкой алмазной заточки предназначен для обработки закаленных материалов. Также такая борфреза применяется в работе с различными высокопрочными сплавами. Она обладает прекрасной устойчивостью. После обработки такой борфрезой поверхность материала становится особенно гладкой и чистой. Стружка при обработке получается подобной порошку.
Борфреза с головкой улучшенной заточки полезна при работе с такими закаленными материалами, в обработке которых важна максимальная чистота обрабатываемой поверхности. Стружка в процессе обработки получается длинная.
Твердосплавный бор с головкой двойной заточки – это очень эффективная борфреза. Легко и точно снимает материал, поверхность которого после обработки становится чистой и гладкой. Дает мелкую стружку при обработке.
Борфреза с головкой конфигурации типа «стружколом» позволяет обрабатывать материалы без налипания, производя максимальное снятие.
Чтобы борфреза служила дольше
На качественные борфрезы, как правило, наносится особое многослойное покрытие. Оно повышает износоустойчивость борфрезы, продлевает срок службы инструмента на 50-70%. Особенно необходимо такое покрытие при работе с закаленной или нержавеющей сталью, металлокерамикой и другими труднообрабатываемыми материалами.
Увеличить срок эксплуатации борфрезы помогает правильное с ней обращение. При работе с любым твердосплавным бором нужно соблюдать ряд несложных правил. Во-первых, ни в коем случае нельзя слишком сильно давить на борфрезу. От этого скорость ее работы падает, инструмент перегревается. В итоге происходит преждевременный износ рабочей части борфрезы.
Кроме того, нужно всегда обеспечивать максимальный контакт рабочей части борфрезы с обрабатываемым материалом. В результате его обработка пройдет легче. Нельзя допускать прикосновения к обрабатываемой поверхности хвостовика борфрезы. Иначе инстумент может перегреться, а припой – ослабнуть или разрушиться.
Если борфреза не новая, а довольно изношенная, при обработке материалов оператор непроизвольно сильно давит на инструмент. От этого последний перегревается и повреждается. В самом плохом случае это может привести к порче самой прямошлифовальнной машины. Поэтому лучше вовремя заменить борфрезу с большим процентом износа на новую. Кроме того, можно воспользоваться повторно заточенным инструментом.
Чтобы головка борфрезы лучше сколзила по поверхности обрабатываемого материала, чтобы не возникало перегрузок, надо при работе применять специальную смазку. Во время обработки следует регулярно опускать в нее рабочую часть инструмента. Обычно в качестве смазки используется жидкий воск или синтетическая смазка.
Кроме того, важно помнить, что правильные параметры обработки материалов – залог долговечности борфрезы. Очень важно при обработке поверхностей соблюдать высокие скорости работы инструмента. Это позволит избежать лишних неровностей и заусениц на изделии, оптимально обработать его углы и пазы. Кроме того, нужная скорость служит гарантией от заклинивания твердосплавного бора. Из-за того, что борфрезу заклинивает, ломается ее стержень. Окружная скорость различных борфрез находится в диапазоне 450-950 метров в минуту. Поэтому лучше, если прямошлифовальная машина способна работать с борфрезами различных размеров и скоростей.
Борфрезы по металлу (типы, применение, технология изготовления)
Борфрезы по металлу — это специальный тип фрез, предназначенных для работы на высоких скоростях. Эти инструменты адаптированы для применения на металлорежущем оборудования (дрели, бормашины, граверы и пр.) при частотах вращения шпинделей до 65 000 об./мин.
В этой статье мы расскажем все о борфрезах по металлу. Ниже будут рассмотрены:
конструктивные особенности инструментов;
их типы и формы;
технология изготовления и используемые для него материалы;

Фотография №1: борфрезы по металлу
Конструкция борфрезы по металлу
Все борфрезы по металлу состоят из хвостовиков и рабочих частей, имеющих формы небольших головок.
Изображение №1: конструкция борфрезы по металлу
Типы борфрез по металлу
Типы борфрез по металлу определяют по их основным характеристикам. Расскажем о них.
Формы борфрез
Борфрезы выпускают с различными по форме головками.
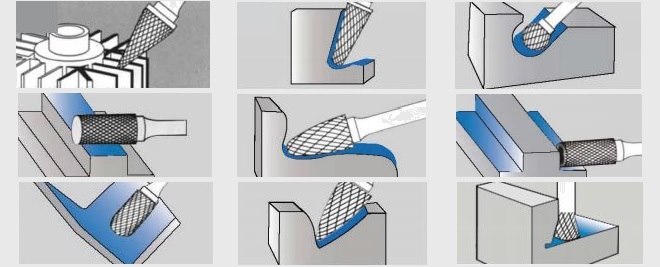
Цилиндрические борфрезы (тип A). Предназначены для обработки плоских поверхностей и снятия заусенцев.
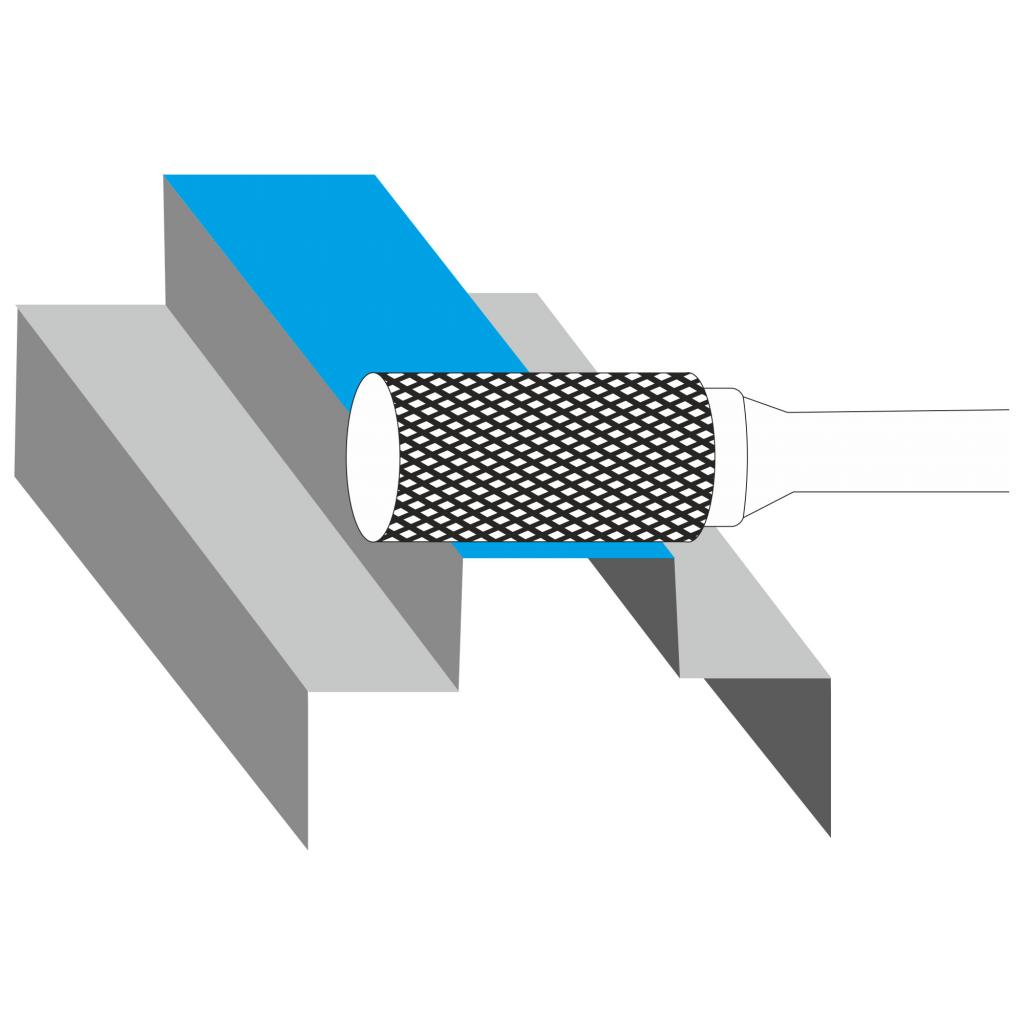
Изображение №2: обработка заготовки цилиндрической борфрезой
Цилиндрические борфрезы с торцами (тип B). Ими обрабатывают не только плоские поверхности, но и различные выборки.
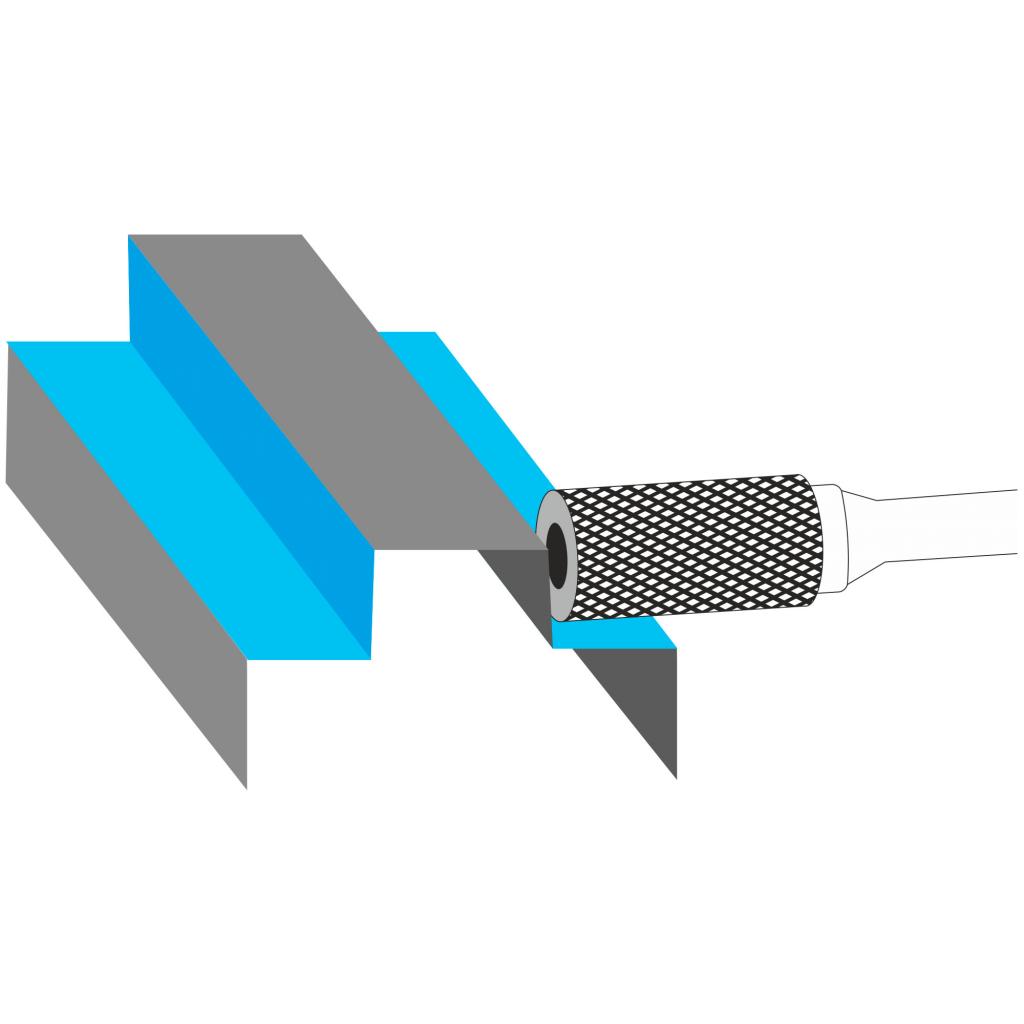
Изображение №3: обработка заготовки цилиндрической бофрезой с торцом
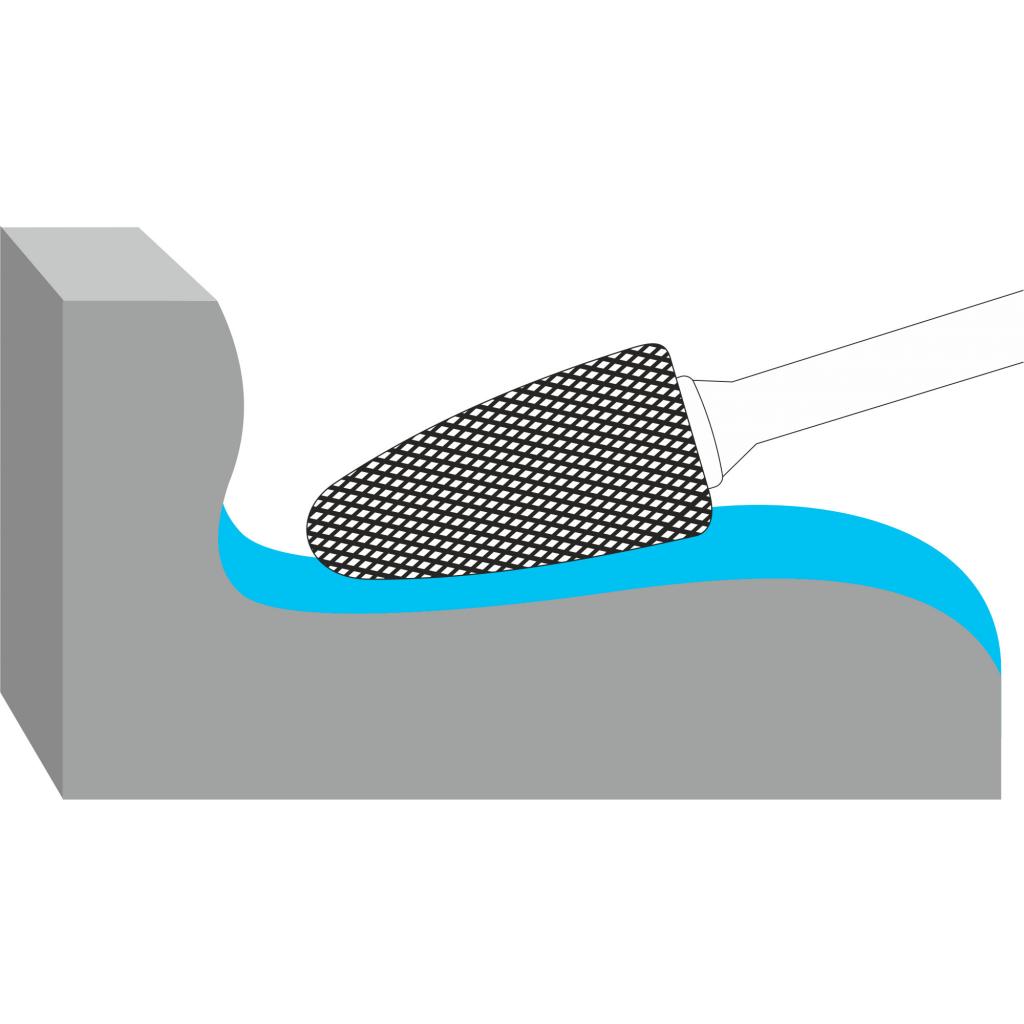
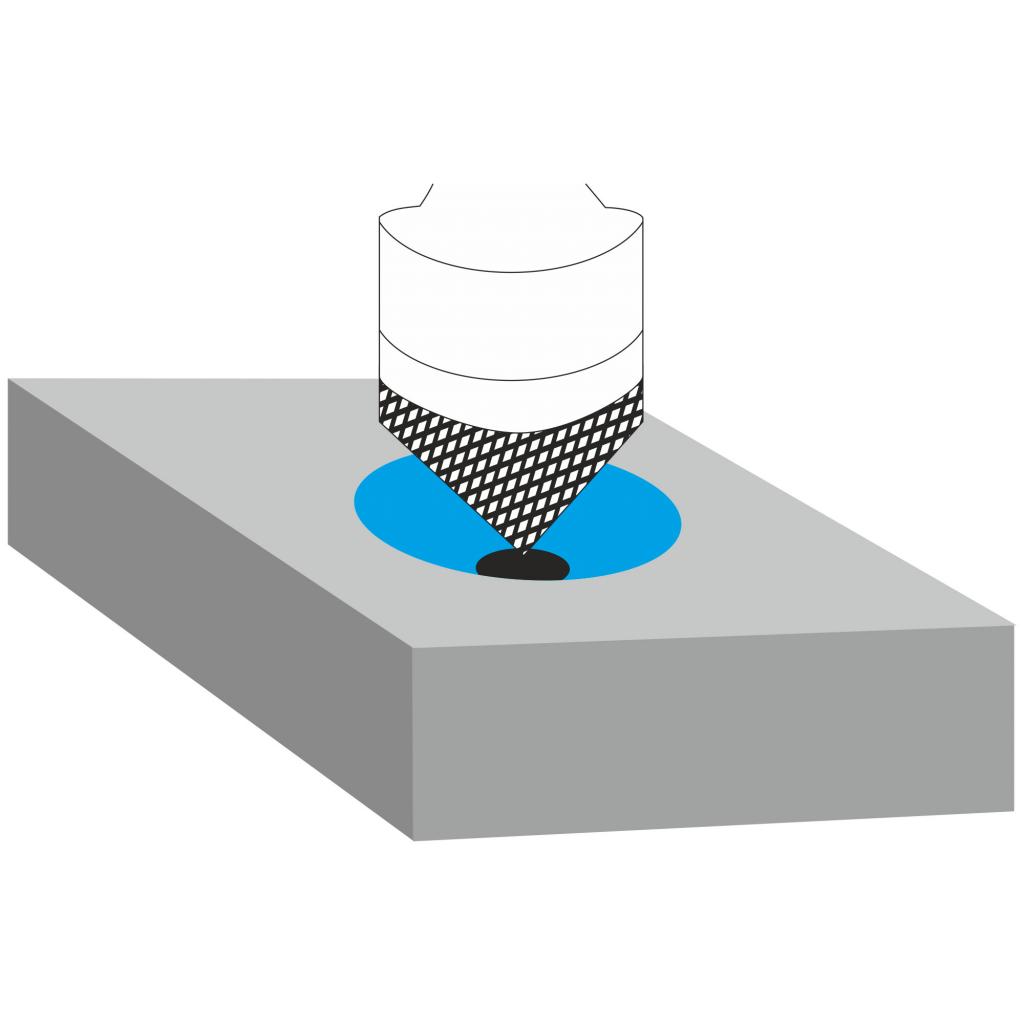
Сфероцилиндрические борфрезы (тип C). Применяются для обработки поверхностей и радиусных переходов.
Изображение №4: обработка детали сфероцилиндрической бофрезой
Сферические борфрезы (тип D). Их сфера применения — обработка контуров и глухих отверстий.
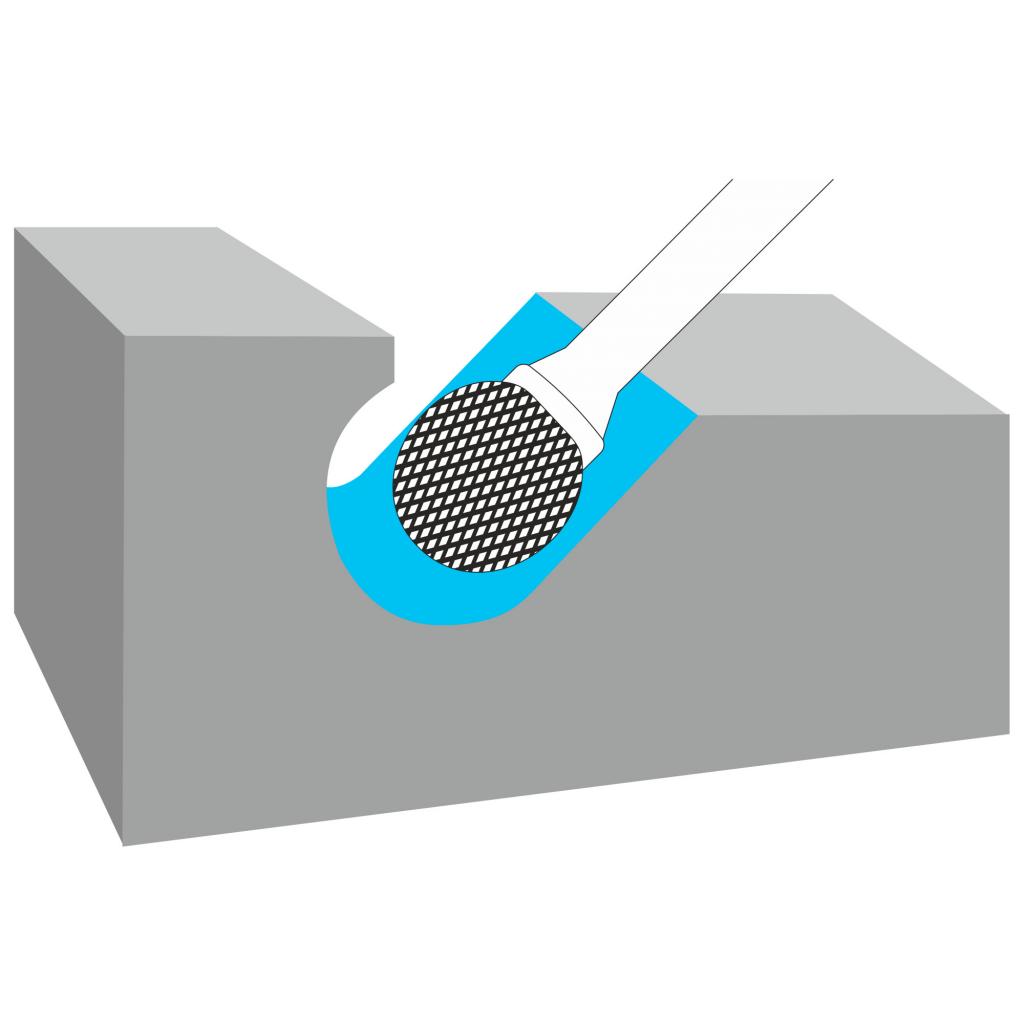
Изображение №5: применение сферической борфрезы
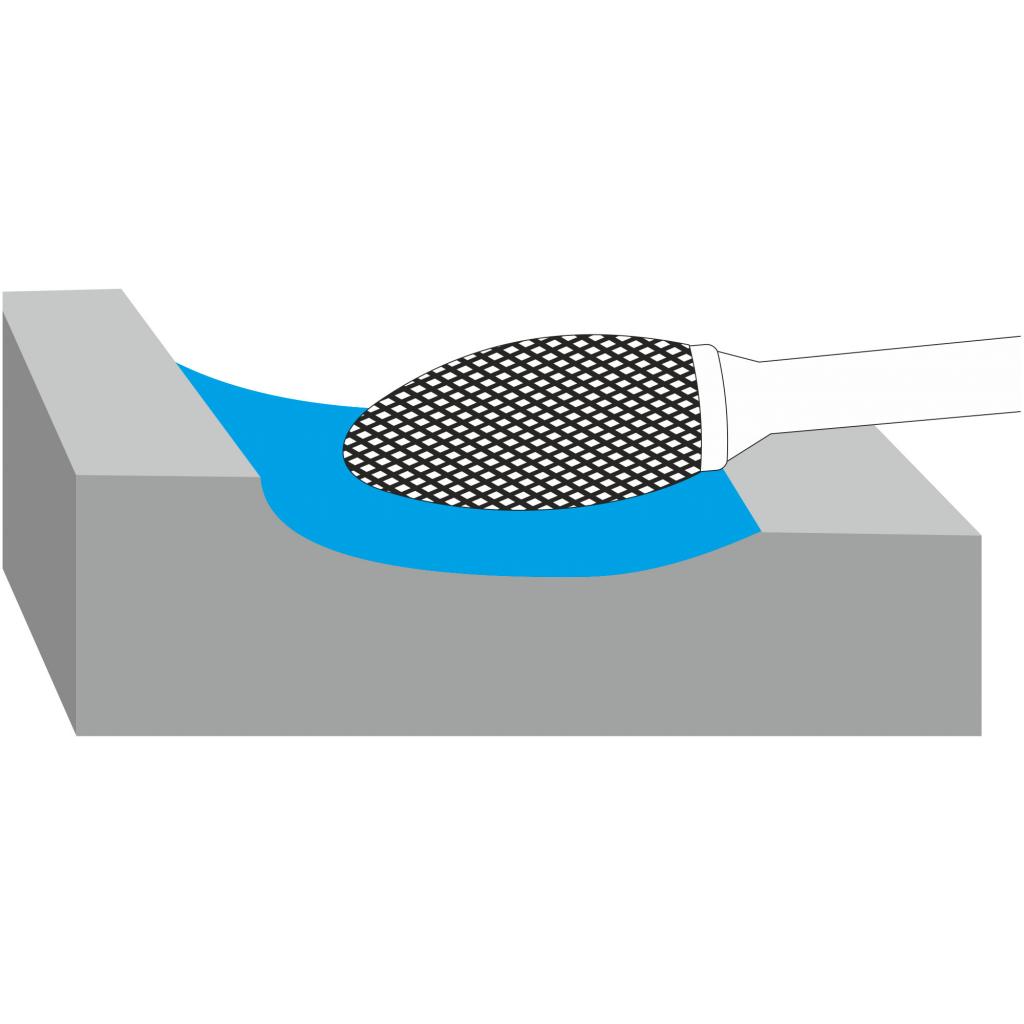
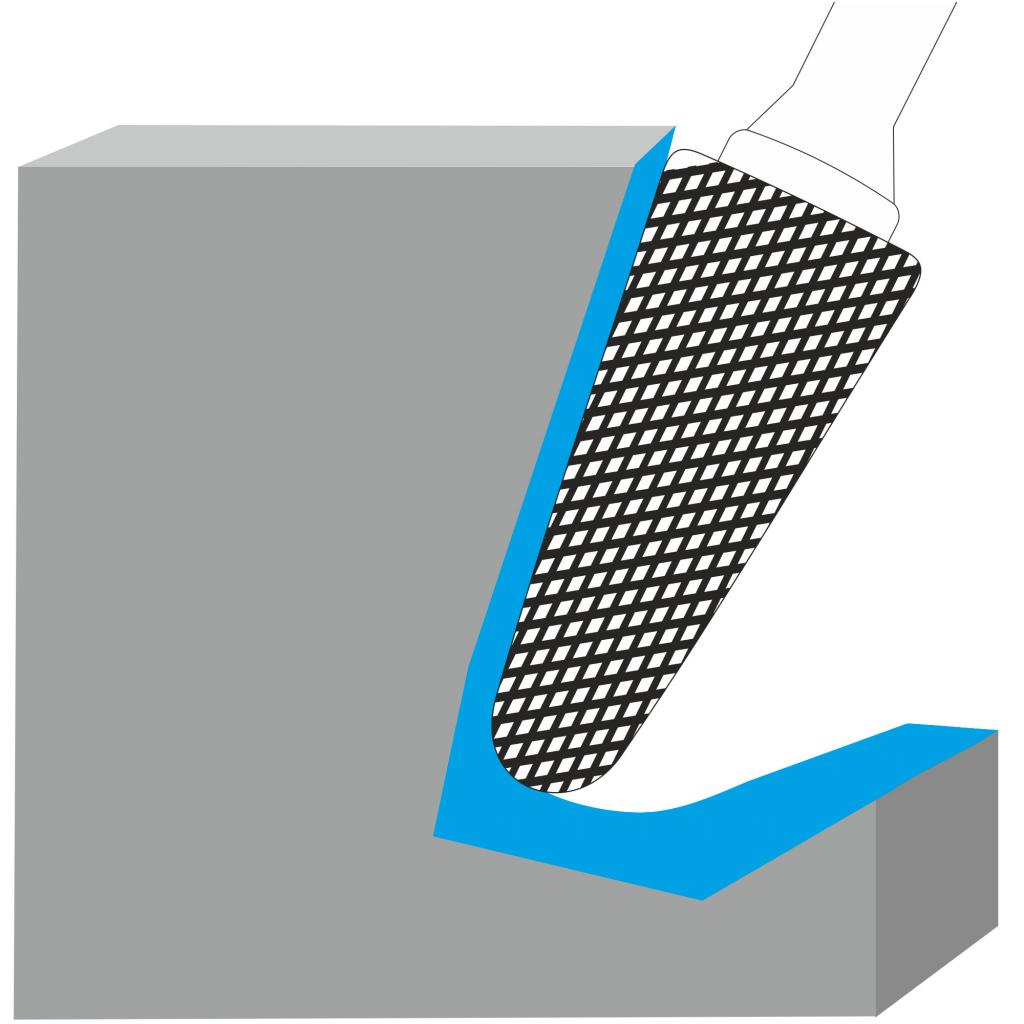
Овальные борфрезы (тип E). Предназначены для обработки угловых швов и формованных деталей.
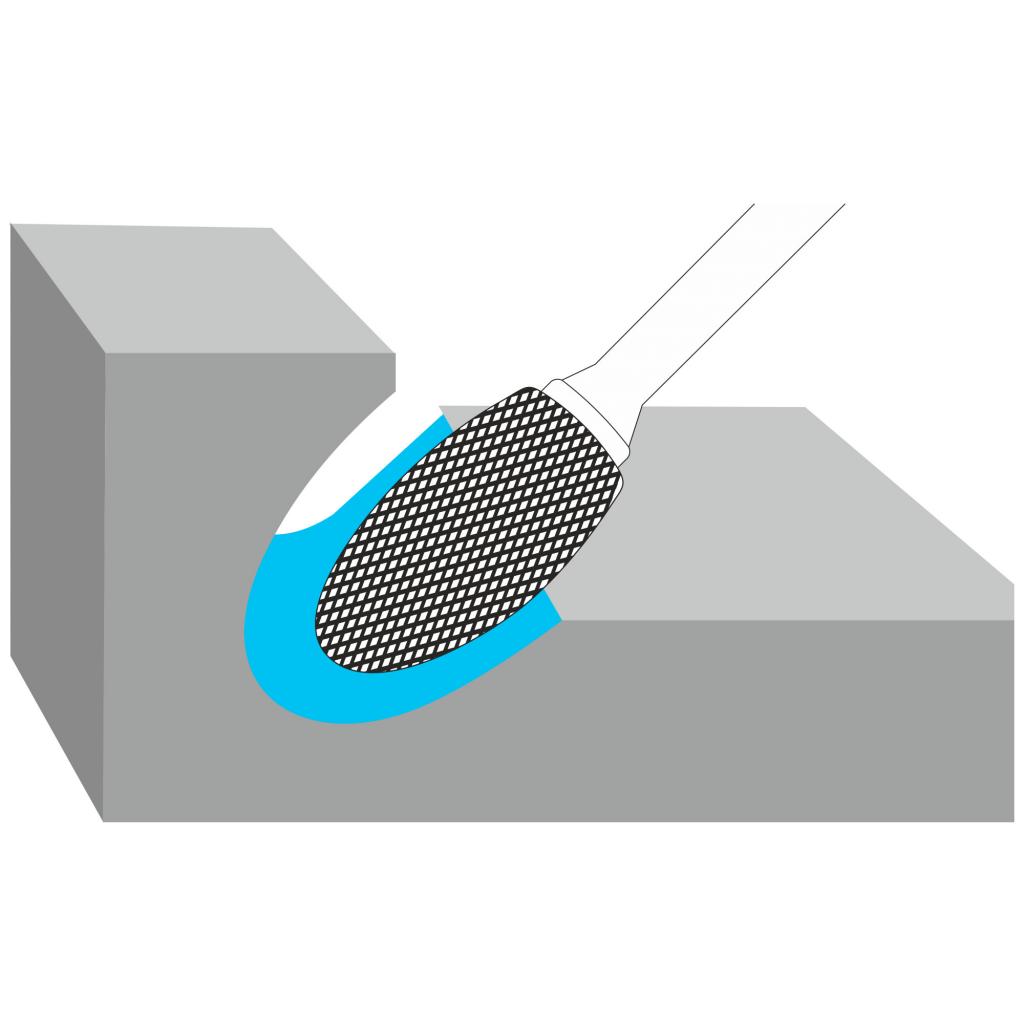
Изображение №6: обработка заготовки овальной борфрезой
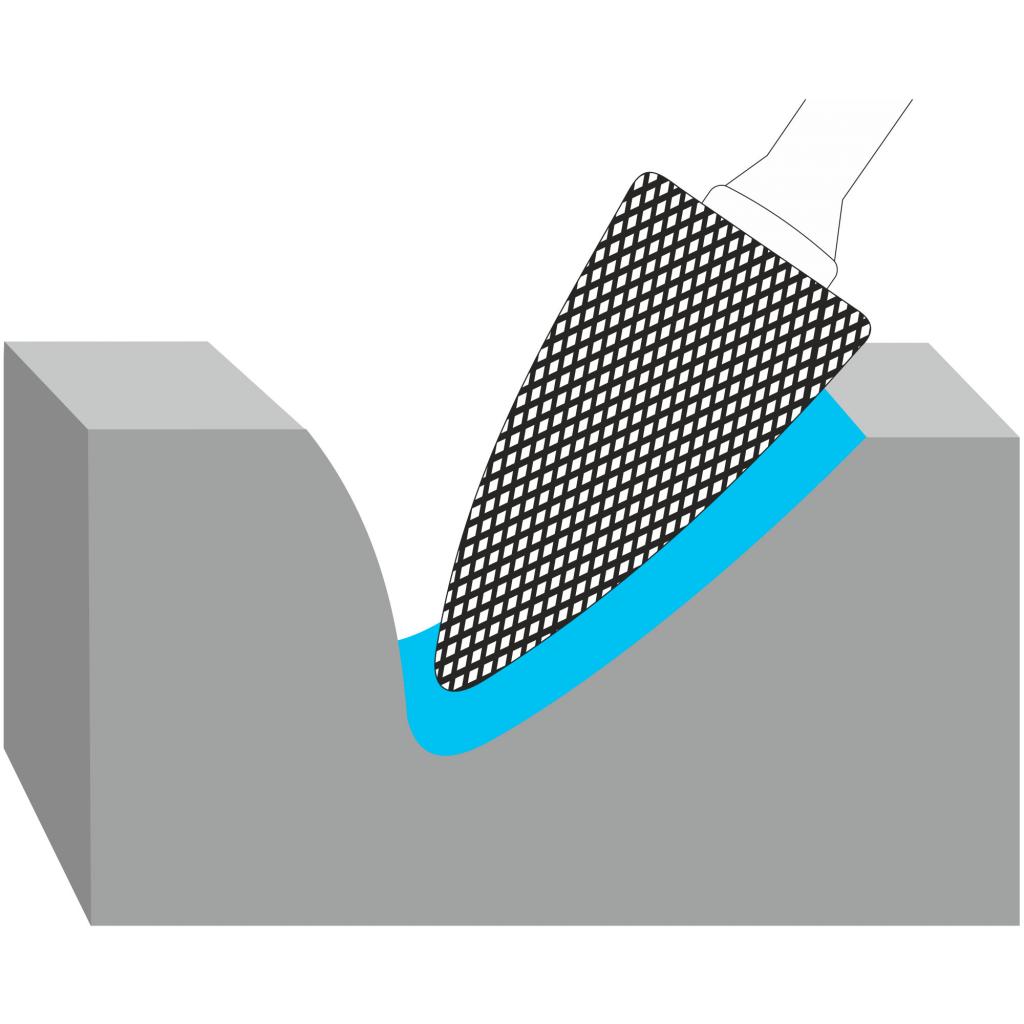
Параболические борфрезы с закругленными концами (тип F). Их используют для тех же целей, что и инструменты с овальными головками.
Изображение №7: обработка детали параболической борфрезой типа F
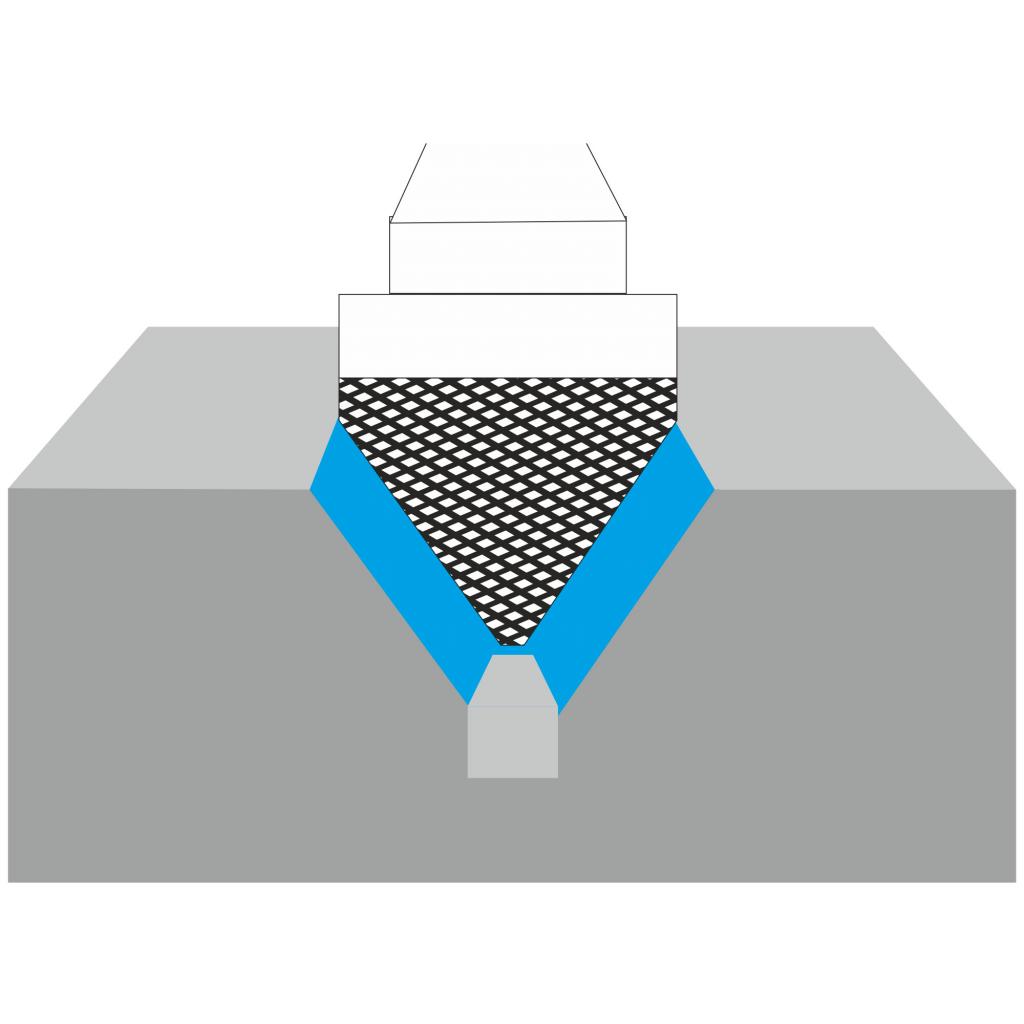
Параболические борфрезы с заостренными концами (тип G). С их помощью выполняют финишную обработку угловых швов и снимают фаски.
Изображение №8: применение параболической борфрезы типа G
Пламевидные борфрезы (тип H). Используются для обработки формованных деталей.
Изображение №9: обработка детали пламевидной борфрезой
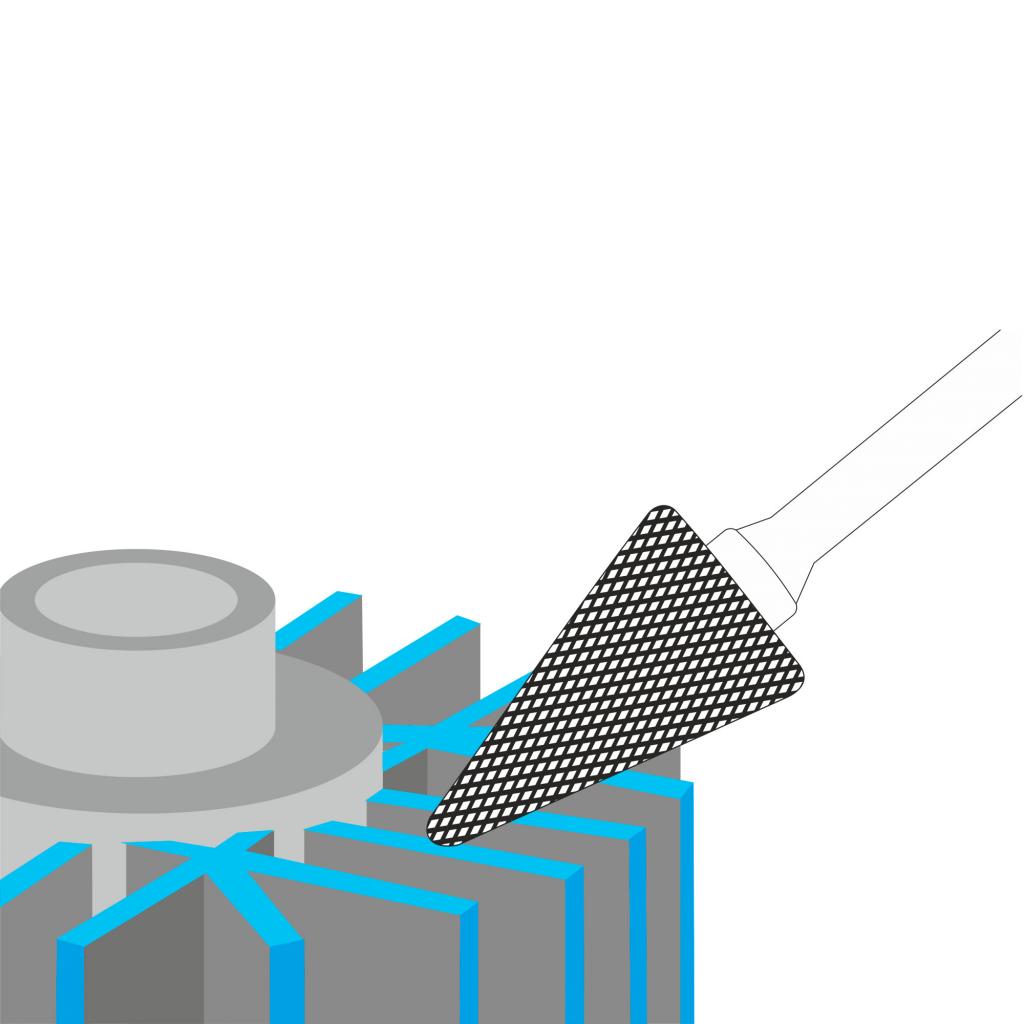
Конические борфрезы (конусность — 60°, тип J). Их основные сферы применения — зенкование, снятие фасок и обработка кромок.
Изображение №10: обработка детали конической борфрезой типа J
Конические борфрезы (конусность — 90°, тип K). Применяются для тех же целей.
Изображение №11: применение конической борфрезы типа K
Конические борфрезы с закругленными концами (тип L). Лучше всего подходят для обработки формованных деталей и труднодоступных мест.
Изображение №12: обработка детали конической борфрезой с закругленным концом
Конические борфрезы с заостренными концами (тип M). Сферы применения те же.
Изображение №13: применение конической борфрезы с заостренным концом
Конические борфрезы с обратными конусами (тип N). Ими обрабатывают углы и пазы.
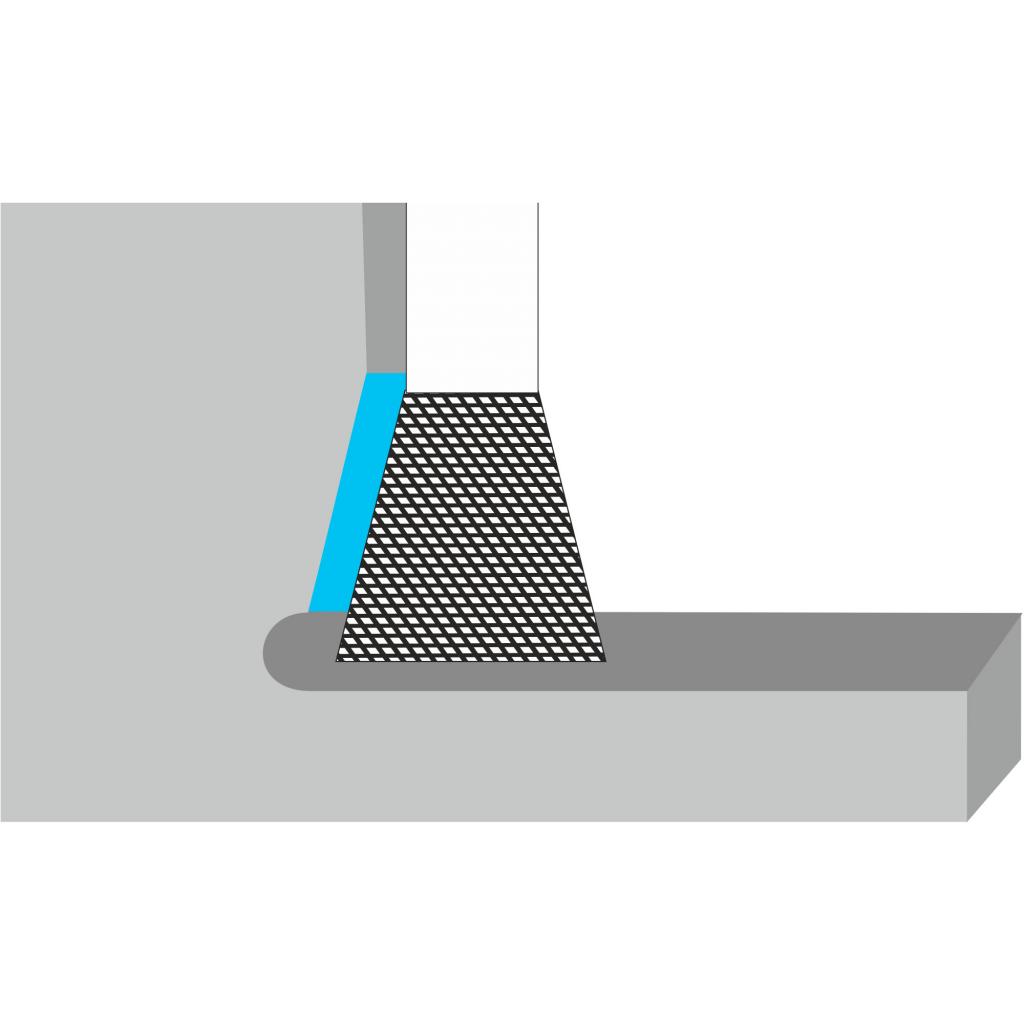
Изображение №14: применение конической борфрезы с обратным конусом
Типы заточек (насечек)
Существуют борфрезы с заточками следующих типов.
Заточка-стружколом. Борфрезы с такими насечками применяют для черновой обработки.
Укрупненная. Борфрезы с такой заточкой предназначены для обработки алюминия и иных мягких металлов.
Одинарная. Профиль зуба используется максимально. Борфрезы с одинарными насечками используют для быстрого снятия припусков. Качество обработки — высокое. Стружка получается длинной.
Двойная. Слои металла при использовании инструментов с такой заточкой снимаются легко и точно. Качество поверхности также на высоте.
Улучшенная. Борфрезы с улучшенными насечками предназначены для обработки заготовок из закаленных сталей и для использования при очень высоких требованиях к качеству поверхности.
Алмазная. Борфрезами с такими заточками обрабатывают заготовки из особо твердых материалов. Поверхности получаются очень чистыми.

Фотография №2: борфрезы с алмазными заточками
Материалы для производства борфрез
Материалом для производства хвостовиков борфрез служит среднеуглеродистая легированная сталь. Основная марка — 30ХГСА. А вот головки борфрез изготавливают из различных материалов. Перечислим их.
Инструментальная углеродистая сталь (У10А, У12А). Инструменты из этих материалов отличаются низким сроком службы и стоят недорого. Применяются для обработки изделий их мягких металлов. Устанавливаются на дрели и граверы.
Быстрорежущая сталь Р6М5. Инструментами из этого материала можно обработать практически все марки углеродистых и среднелегированных сталей. Такие борфрезы применяются чаще всего.
Твердые сплавы. Рабочие части обычно изготавливают из металлокерамики (ВК25 и ВК30). Также встречаются изделия с головками из минералокерамики и безвольфрамовых твердых сплавов. Такими борфрезами обрабатывают заготовки из жаростойких и нержавеющих сталей, а также чугуна.
Твердые сплавы с алмазным напылением. Это самый дорогой профессиональный инструмент.
Технология изготовления борфрез
Изготовление борфрез ведется в два этапа.
Изготовление хвостовика для борфрезы.
Один его конец заправляется на шлифовально-обдирочном станке.
Пруток правится на правильно-калибровочном станке.
Конец подрезается, центрируется и отрезается.
Подрезается второй конец.
Протачивается конус и снимается фаска.
На конусе фрезеруется канавка.
К хвостовику припаивается заготовка.
Удаляются остатки флюса.
Хвостовик протачивается по наружному диаметру.
Снимается фаска и подрезается шейка.
Происходят закалка и отпуск.
Хвостовик шлифуется по диаметру.
Рабочая часть шлифуется по наружному диаметру.
Обрабатывается профиль головки.
Шлифуются шейка рабочей части и торец хвостовой части.
Шлифуются зубья борфрезы.
Фотография №3: изготовление борфрезы
Применение борфрез
Сфер применения борфрез очень много. Среди них:
снятие облоя и крапа с заготовок;
шлифовка поверхностей, пазов и отверстий;
обработка сварных швов;
выполнение различных технологических операций в труднодоступных местах;
вырезание сложных по форме отверстий;
Борфрезы даже применяют в электронной промышленности, ювелирном деле и полиграфии.
Выбор борфрез по маркировке
Как мы уже сказали, на все борфрезы наносится маркировка. Научим вас ее читать. Маркировка состоит из двух букв и четырех чисел. Это характеристики борфрезы.
Первая буква — тип борфрезы по форме головки.
Первое число — диаметр режущей части.
Второе число — длина головки.
Вторая буква — тип насечки.
Третье число — диаметр хвостовика.
Четвертое число — длина хвостовика.

Изображение №15: маркировка борфрез
Особенности эксплуатации борфрез и полезные советы
При эксплуатации борфрез соблюдайте следующие правила.
Подбирайте инструмент по материалу головки и типу его насечки в зависимости от твердости обрабатываемой заготовки.

Соблюдайте скоростной режим обработки. При этом лучше всего приближаться к максимальным значениям. В этом случае вероятность заклинивания значительно снижается.
Не забывайте о необходимости своевременного нанесения смазочных жидкостей.
Не давите на борфрезу. Это чревато перегревом инструмента.
Вставляйте хвостовики в патроны на максимальную глубину. Проверяйте отсутствие биения.
Соприкосновение хвостовика с обрабатываемой заготовкой чревато поломкой борфрезы.
И последнее. Соблюдайте правила техники безопасности. Работайте в спецодежде, перчатках и защитных очках.
Борфрезы твердосплавные
Содержание: Скрыть Открыть

Борфрезы твердосплавные – это высокоскоростной металлорежущий инструмент используемый для динамической обработки поверхностей деталей сложной конфигурации из твердых марок стали. Высокую стойкость инструмента обеспечивает рабочая часть из твердого сплава, которая припаяна к хвостовику из обычной стали.
Сфера применения и преимущества
Благодаря стандартному хвостовику твердосплавная борфреза может быть свободно установлена в патрон любого станка, а также электрического или пневматического инструмента. Материал рабочей части, твердая сталь марки ВК8 или её аналоги, позволяет производить обработку деталей из чугуна, титанового сплава, других нержавеющих и жаропрочных марок стали. Из-за динамического характера обработки главным условием использования данного инструмента является высокая скорость вращения, не менее 6 тыс. об/мин.

Наиболее частые варианты применения борфрез:
- Снятие крапа и облоя с заготовок.
- Обработка сварных швов.
- Обработка отверстий, пазов и выемок.
- Шлифовка поверхностей.
- Обработка труднодоступных поверхностей при использовании электроинструмента.
Твердосплавная рабочая часть борфрезы позволяет обрабатывать детали из стали твердостью более 70 HRC.

Основное преимущество твердосплавных борфрез – это высокие показатели износоустойчивости. Так, по стойкости к износу данный инструмент в десять раз превосходит стальной токарный резец, и в сто раз – шлифовальный круг. Отметим и прочие преимущества:
- Большое разнообразие форм и размеров инструмента, что даёт возможность эффективной обработки любого типа поверхности в труднодоступных местах.
- Высокая производительность благодаря твердому материалу и высокой скорости вращения.
- Износостойкость и высокая стабильность размера режущей головки.
- Термостойкость до 400 °С, что значительно продлевает срок службы инструмента.
Классификация
Основные параметры классификации инструмента – это способ заточки и форма режущей части. В зависимости от способа заточки существуют следующие варианты исполнения:
- Обычная заточка – максимально используется профиль зуба, получается очень длинная стружка.
- Укрупненная заточка – для работы с мягкими металлами. Позволяет снять максимум металла без налипания.
- Алмазная головка – для работы с закаленными материалами, обладает высокой стойкостью к износу и образует гладкую и чистую поверхность.
- Улучшенная заточка. Применяется при обработке закаленной стали при высоких требованиях к чистоте обработки поверхности.
- Двойная заточка. Обеспечивает легкий и точный съём слоёв материала, высокое качество поверхности. Применяется при чистовой обработке.
- Стружколом. Заточка применяемая для черновой обработки, позволяет снять максимально толстый слой материала.
Возможность обработки поверхностей зависит от конфигурации головки. Существуют следующие основные формы рабочей головки борфрезы:
- Коническая. Применяется при обработке галтельных канавок и пазов.
- Круглая. Оптимальна при подготовке посадочных гнезд под подшипники и детали сферической формы.
- Цилиндрическая. Используется для обработки плоских поверхностей и снятия заусенцев.
- Специальная форма (овал, пламевидная, обратный конус и т. д.). Применяется для обработки сложных поверхностей.

Особенности эксплуатации
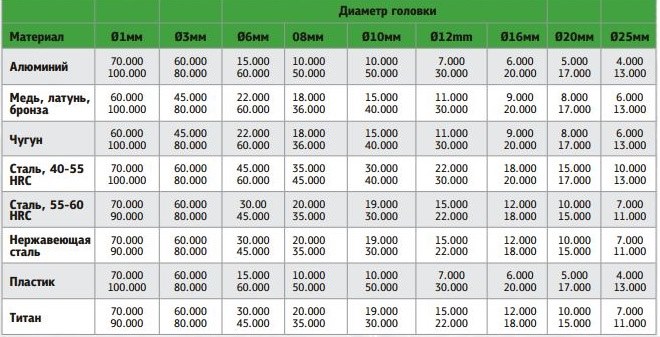
Важным условием правильной эксплуатации инструмента является использование его для того типа обработки, для которого он предназначен – черновая, получистовая, чистовая обработка, плоскость, галтель, сфера и т. д. Также важно правильно соотнести диаметр и скорость реза с количеством оборотов. Рекомендации приведены в таблице ниже.

При подборе и использовании твердосплавных борфрез рекомендуется:
- Выбирать зубья и насечки инструмента в соответствии материалом. Основной принцип – чем тверже материал, тем мельче должна быть насечка.
- Применяйте максимальное количество оборотов в указанном диапазоне. При недостаточном количестве оборотов возможно биение, сколы зубьев и преждевременный износ.
- Уменьшать количество оборотов можно при большом угле охвата и большом нагреве материала из-за повышенной теплопроводности.
- Следите за состоянием режущей части и хвостовика. Они не должны перегреться и посинеть.
- Тщательно подбирайте патроны, не должно быть биения.
- При зажиме инструмента оставляйте минимально возможный свободный участок. Это уменьшает риск обламывания хвостовика и вибрации.
Действующий ГОСТ
Технические условия борфрез твердосплавных регулирует ГОСТ Р 52780-07. Действуют и другие отраслевые и государственные стандарты.

